一种用于3D打印的钛合金粉料及其制备方法
一种用于3d打印的钛合金粉料及其制备方法
技术领域
1.本发明涉及金属3d打印技术领域,特别涉及一种用于3d打印的钛合金粉料及其制备方法。
背景技术:
2.钛元素约占地壳总质量的0.6%,仅次于铝、铁、镁元素含量,是一种应用广泛的金属材料。钛合金密度为4.5g/mm3(约为高温合金和钢的一半左右),且强度高,在满足材料设计强度需求的同时,极大降低了材料的重量,实现了良好的经济和环境效益,因此在航空、航天、军工和生物医学等工业领域广泛应用。钛元素与其他元素形成的钛合金具有耐腐蚀性强、耐热性好、弹性模量低、无磁性等诸多特性,经固溶处理再时效强化后的比强度远高于高强度铝合金、镁合金及高温合金,甚至与超高强度钢相当。然而钛合金在加工方面存在一定的劣势,其弹性模量小,约为铁的一半,机械加工过程中存在一定的变形回弹量,易于造成加工精度误差;因而在实际的生产过程中,钛合金生产效率和材料利用率均较低且加工周期长,严重制约了钛合金在国防工业等领域的应用。新兴的3d打印技术可最大程度的克服钛合金在加工过程中存在的一些问题。
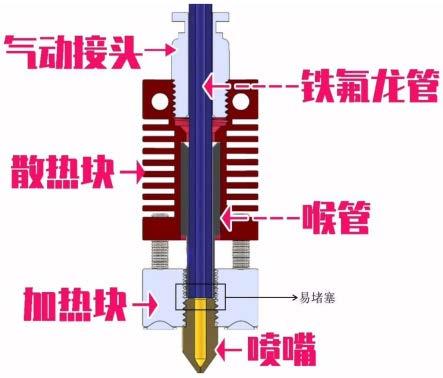
3.3d打印是一种通过逐层添加材料获得三维制件的增材制造技术。通常所见的3d打印的材料有丝状、粉末状的金属、塑料、陶瓷等等。在金属3d打印方面,常见的3d打印工艺有激光选择性熔融(slm)、微滴喷射粘结(3dp)等以金属粉末作为成型材料的工艺。虽然3d打印技术在最近几年获得了飞速发展,但材料方面的研发相对缓慢,限制了3d打印技术的广泛应用。以3dp为例,在打印过程中,由于金属粉末极易堵塞喉管或喷嘴部分(3dp打印装置示意图见图1),最容易堵塞的部分为喉管与喷嘴的连接处,打印的良品率低,一定程度的限制了3d打印技术在钛合金器件制备方面的应用。
技术实现要素:
4.为解决上述问题,本发明提供了一种用于3d打印的钛合金粉料及其制备方法。通过在传统的ti6al4v合金(tc4钛合金)中加入适量的锂元素,大大改善了ti6al4v合金材料比热容量,提高了tc4钛合金的持热性能,使其加热熔融后凝固速度减慢,减少了使用tc4钛合金粉末在3d打印过程中堵塞装置的可能;同时还能一定程度地降低了ti6al4v合金的熔点以及合金密度。
5.为实现上述目的,本发明提供了如下技术方案:
6.本发明技术方案之一:提供一种用于3d打印的钛合金粉料,按重量百分比计,元素包括:
7.al:5.5~6.75%,v:3.5~4.5%,li:3.0~4.0%,余量为ti和不可避免的杂质。
8.优选地,所述用于3d打印的钛合金粉料按重量百分比计,元素包括:
9.al:5.5~6.75%,v:3.5~4.5%,li:3.5%,余量为ti和不可避免的杂质。
10.本发明技术方案之二:提供一种上述用于3d打印的钛合金粉料的制备方法,包括
以下步骤:
11.(1)按设计的元素比例准备好各原料;
12.(2)将各原料预热后进行熔炼,熔炼所得熔体通过雾化方式形成金属粉体,过筛,即制得用于3d打印的钛合金粉料。
13.优选地,步骤(1)中所述原料为单元素金属块或中金合金块。
14.优选地,步骤(2)中所述熔炼的温度为1910~1930℃。
15.优选地,所述雾化通过高压氮气雾化器雾化,压力为10~12mpa。
16.优选地,步骤(2)中所述过筛为过140~270目筛。
17.本发明技术方案之三:提供一种上述用于3d打印的钛合金粉料在微滴喷射粘结制备钛合金器件中的应用。
18.本发明的有益技术效果如下:
19.本发明通过在传统的ti6al4v合金(tc4钛合金)中加入适量的锂元素,利用锂元素的大比热容的特性,大大改善了ti6al4v合金材料比热容量,提高了tc4钛合金的持热性能,使其加热熔化后凝固速度减慢,减少了使用tc4钛合金粉末在3d打印过程中堵塞装置的可能;同时,锂元素低熔点、低密度的特性还能一定程度地降低了ti6al4v合金的熔点以及合金密度。
20.本发明提供的制备方法简单,无需特殊设备,按照常规的钛合金粉体制备方法即可制得,易于推广应用,有较大的经济价值。
附图说明
21.图1为3dp打印装置示意图。
具体实施方式
22.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。
23.另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值,以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
24.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。
25.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
26.实施例1
27.用于3d打印的钛合金粉料的制备:
28.(1)按照al:6wt.%,v:4wt.%,li:3.5wt.%,余量为ti的元素比例准备纯al块,纯v块、纯li块和纯ti块,各金属块的纯度不低于99.5wt.%;
29.(2)将纯al块,纯v块、纯li块和纯ti块预热至250℃,在氩气的保护下,将熔炼炉温度调整为500℃,加入纯li块,熔化后加入纯al块,将熔炼如温度升至650℃,纯al块熔化后加入纯ti块,将熔炼如温度升至1650℃,纯ti块熔化后加入纯v块,温度升至1910℃,保持5min,搅拌是熔体混合均匀,精炼,扒渣;
30.(3)将步骤(2)所得熔体通过高压氮气雾化器(压力为10mpa)冲击破碎成细小液滴,凝固成型后形成钛金属粉末,过140目筛,得到用于3d打印的钛合金粉料。
31.实施例2
32.用于3d打印的钛合金粉料的制备:
33.(1)按照al:6wt.%,v:4wt.%,li:3wt.%,余量为ti的元素比例准备纯al块,纯v块、纯li块和纯ti块,各金属块的纯度不低于99.5wt.%;
34.(2)将纯al块,纯v块、纯li块和纯ti块预热至250℃,在氩气的保护下,将熔炼炉温度调整为500℃,加入纯li块,熔化后加入纯al块,将熔炼如温度升至650℃,纯al块熔化后加入纯ti块,将熔炼如温度升至1650℃,纯ti块熔化后加入纯v块,温度升至1910℃,保持5min,搅拌是熔体混合均匀,精炼,扒渣;
35.(3)将步骤(2)所得熔体通过高压氮气雾化器(压力为10mpa)冲击破碎成细小液滴,凝固成型后形成钛金属粉末,过140目筛,得到用于3d打印的钛合金粉料。
36.实施例3
37.用于3d打印的钛合金粉料的制备:
38.(1)按照al:6wt.%,v:4wt.%,li:4.0wt.%,余量为ti的元素比例准备纯al块,纯v块、纯li块和纯ti块,各金属块的纯度不低于99.5wt.%;
39.(2)将纯al块,纯v块、纯li块和纯ti块预热至250℃,在氩气的保护下,将熔炼炉温度调整为500℃,加入纯li块,熔化后加入纯al块,将熔炼如温度升至650℃,纯al块熔化后加入纯ti块,将熔炼如温度升至1650℃,纯ti块熔化后加入纯v块,温度升至1910℃,保持5min,搅拌是熔体混合均匀,精炼,扒渣;
40.(3)将步骤(2)所得熔体通过高压氮气雾化器(压力为10mpa)冲击破碎成细小液滴,凝固成型后形成钛金属粉末,过140目筛,得到用于3d打印的钛合金粉料。
41.对比例1
42.用于3d打印的钛合金粉料的制备:
43.(1)按照al:6wt.%,v:4wt.%,余量为ti的元素比例准备纯al块,纯v块和纯ti块,各金属块的纯度不低于99.5wt.%;
44.(2)将纯al块,纯v块和纯ti块预热至250℃,在氩气的保护下,将熔炼炉温度调整为650℃,加入纯al块,熔化后加入纯ti块,将熔炼如温度升至1650℃,纯ti块熔化后加入纯v块,温度升至1910℃,保持5min,搅拌是熔体混合均匀,精炼,扒渣;
45.(3)将步骤(2)所得熔体通过高压氮气雾化器(压力为10mpa)冲击破碎成细小液滴,凝固成型后形成钛金属粉末,过140目筛,得到用于3d打印的钛合金粉料(传统ti6al4v合金)。
46.将实施例1~3及对比例1制备的用于3d打印的钛合金粉料采用3dp的工艺打印同种钛合金零件, 由于打印过程中喷嘴的内径越小,堵塞概率越高,因此,本次打印采用最小规格的喷嘴(内径0.2mm)以验证所制得钛合金粉体的性能,零件打印数量设定为200,统计
使用各材料所得零件的良品率(因喷嘴堵塞导致的打印失败记为非良品,计算在打印数量内),统计结果见表1。
47.表1使用各种钛合金粉料打印钛合金零件的良品率
[0048][0049]
从表1中的数据能够看出,本发明通过在传统ti6al4v合金中进入适量的li元素,能够明显提升ti6al4v合金粉体作为3d打印原料制作钛合金零件的良品率。在打印过程中,发明人也观察到,使用对比例1制得的钛合金粉体(传统ti6al4v合金)打印时, 因堵塞导致的打印失败概率明显提升, 能够表明本发明在加入li元素后, 能够明显减少钛合金粉体堵塞3d打印喉管或喷嘴通道的可能。
[0050]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1