一种抗菌双相不锈钢的SLM制备方法
一种抗菌双相不锈钢的slm制备方法
技术领域
1.本发明属于双相不锈钢金属增材制造领域,具体涉及一种抗菌双相不锈钢的slm制备方法。
背景技术:
2.双相不锈钢主要由奥氏体和铁素体两相组织构成,因此兼有奥氏体不锈钢和铁素体不锈钢的性能特点,拥有良好的综合力学性能和优异的耐腐蚀性能,广泛的应用在工业、海洋船舶和航空航天等重点领域。
3.增材制造(additive manufacturing,am),又称3d打印技术,是一种基于快速原型制造技术发展起来的既能精确又可高性能制件成形的先进制造技术。该技术的优势在于可以实现复杂零部件直接从设计到生产的一体成形,无需模具,能够极大程度的节省原材料的损耗,且工艺流程较短、生产成本较低。目前金属3d打印技术主要有选择性激光烧结(selective laser sintering,sls)、电子束熔融(electron beam melting,ebm)、选择性激光熔化(selective laser melting,slm)和激光近净成形(laser engineered net shaping,lens)等四种。其中,选择性激光熔化是一种利用高能量激光束对预置粉末区域选择性地层层熔化,逐层堆积成实体零件的金属增材制造技术,可制备出具有复杂结构的金属零件。相较于另外三种金属3d打印技术,slm采用较高的激光能量密度、更细小的激光光斑尺寸以及金属粉末,成形零件的尺寸精度和力学性能较好,只需后续的简单处理即可投入使用。slm成形技术可以制备出复杂形状的高性能双相不锈钢产品。在性能方面,slm零件的强度通常优于铸件,与锻件相当,能够在相当大的程度上弥补铸锻焊等传统加工方法的不足之处。
4.双相不锈钢粉末在选区激光扫描中快速地熔化、冷却、凝固,在这个过程中可以有效抑制σ相等有害相的析出,提高双相不锈钢的性能。在惰性保护气体的作用下,氮在铁素体相中的溶解度增大,从而降低成形过程中氮元素的损失,增加钢中奥氏体相的含量,平衡两相比例,使得双相不锈钢具有更好的综合力学性能和耐腐蚀性能。若在此基础上能赋予增材制造不锈钢抗菌性能则对其应用具有重要现实意义。目前,对增材制造抗菌不锈钢的研究报道较少,尤其对抗菌双相不锈钢增材制造的研究更少。quan等将316l不锈钢粉末和具有抗菌效果的亚微米级银粉颗粒按一定比例均匀混合,采用slm成形技术制备含ag 316l不锈钢并探讨了其微观结构与性能,指出ag的加入降低了材料的相对密度,此外slm成形时快速冷却会导致多余的ag颗粒倾向于沿晶界分布,没有起到均匀分布的效果,不利于材料的抗菌性。
技术实现要素:
5.基于上述银在slm成形过程中分布不均的问题,本发明提供了一种抗菌双相不锈钢的slm制备方法,其通过固溶处理的方式提高银在双相不锈钢的溶解,从而赋予材料更好的整体抗菌效果,且还能保证材料良好的力学性能。
6.为实现上述目的,本发明采用如下技术方案:一种抗菌双相不锈钢的slm制备方法,其包括如下步骤:(1)选用铜银合金颗粒和saf 2205双相不锈钢粉末作为原材料,将两者加入到行星球磨罐中进行球磨处理,得到混合粉末;(2)将步骤(1)所得混合粉末先置于真空烘干机进行干燥,而后装入金属3d打印机中,通过选区激光熔化制备抗菌双相不锈钢成形试样;(3)采用线切割机将步骤(2)制备的成形试样从基板切割下来,经固溶处理,即得所述抗菌双相不锈钢。
7.进一步地,步骤(1)所述铜银合金颗粒的形貌呈不规则状,其平均粒径为18 μm,其中铜银元素的质量比为17:1。
8.进一步地,步骤(1)所述saf 2205双相不锈钢粉末的粒度分布均匀,颗粒形状多为球状,其粒径范围为1-50 μm。
9.进一步地,步骤(1)球磨时的球料质量比为1:1 ,转速为200 rpm,时间为4h。
10.进一步地,步骤(1)所得混合粉末中铜银合金颗粒的含量为2 wt%。
11.进一步地,步骤(2)所述选区激光熔化的激光功率为260-290w、激光扫描速度为400-650 mm/s、扫描间距为0.07 mm、激光光斑直径为90 μm、铺粉厚度为0.03 mm。
12.进一步地,步骤(3)所述固溶处理是于1050℃保温2h后水淬,以有效提高材料的抗菌性能。
13.与现有技术相比,本发明的有益效果在于:1. 与2205双相不锈钢相比,本发明抗菌双相不锈钢由于加入铜银合金颗粒,其致密度提高;2. 本发明提供的增材制造成形方法可以一体成形复杂的零部件,无需模具,制备的金属构件无明显缺陷且具有良好的力学性能;3. 本发明在不影响甚至提高2205双相不锈钢力学性能的条件下,通过固溶处理,赋予其良好的抗菌性能,使其在海洋领域有良好的应用前景。
附图说明
14.图1为实施例所用铜银合金颗粒的微观形貌图;图2为实施例所用2205双相不锈钢粉末的微观形貌图;图3为实施例所得抗菌双相不锈钢试样粉末的微观形貌图;图4为实施例所得抗菌双相不锈钢试样的表面微观形貌图;图5为实施例所得抗菌双相不锈钢拉伸试样的应力应变曲线;图6为实施例所得抗菌双相不锈钢拉伸试样的拉伸断口形貌图;图7为2205双相不锈钢(a)和实施例所得抗菌双相不锈钢试样(b)以及固溶后2205双相不锈钢(c)、固溶后抗菌双相不锈钢(d)与大肠杆菌菌液作用后的菌落生长情况图。
具体实施方式
15.一种抗菌双相不锈钢的slm制备方法,其包括如下步骤:(1)选用铜银合金颗粒和saf 2205双相不锈钢粉末作为原材料,将铜银合金颗粒
添加到saf 2205双相不锈钢粉末中,并转移至行星球磨罐中,按球料质量比1:1,以200 rpm的转速球磨4h,得到混合粉末,其中,铜银合金颗粒的含量为2 wt%;(2)将步骤(1)所得混合粉末先置于真空烘干机进行干燥,而后装入金属3d打印机中,通过选区激光熔化制备抗菌双相不锈钢成形试样;(3)采用线切割机将步骤(2)制备的成形试样从基板切割下来,经固溶处理,即得所述抗菌双相不锈钢。
16.其中,步骤(1)所述铜银合金颗粒的形貌呈不规则状,其平均粒径为18 μm,其中铜银元素的质量比为17:1。所述saf 2205双相不锈钢粉末的粒度分布均匀,颗粒形状多为球状,其粒径范围为1-50 μm。
17.步骤(2)所述选区激光熔化的激光功率为260-290w、激光扫描速度为400-650 mm/s、扫描间距为0.07 mm、激光光斑直径为90 μm、铺粉厚度为0.03 mm。
18.步骤(3)所述固溶处理是于1050℃保温2h后水淬,以有效提高材料的抗菌性能。
19.为了使本发明所述的内容更加便于理解,下面结合具体实施方式对本发明所述的技术方案做进一步的说明,但是本发明不仅限于此。
实施例
20.本发明涉及的实验基板是2205双相不锈钢,选用的材料为铜银合金颗粒与2205双相不锈钢的混合粉末。采用metal m2金属3d打印机进行选区激光熔化增材制造试验。
21.其主要步骤如下:(1)混粉:将烘干后的铜银合金颗粒和2205双相不锈钢粉末相互混合,得到铜银合金颗粒含量为2 wt%的混合粉末;将该混和粉末置于型号为qm-2ps12的行星式球磨机中,按球料质量比1:1,以200 rpm的转速球磨4h;(2)粉末烘干:为了避免在铺粉过程中粉末发生团聚现象,导致铺粉不均匀,需对混合粉末进行烘干处理,即将混合粉末置于真空烘干机中,100 ℃下真空烘干8 h;(3)材料制备:将干燥后的混合粉末置于slm成形设备(型号为metal m2)的送粉缸中,接着向设备中通入氩气,保证成形系统内的氧气含量低于100 ppm;手动在基板上铺一层粉,导入模型并设置试样成形参数后,开始激光选区扫描打印,激光光斑直径为90 μm、激光功率为260w、激光扫描速度为400mm/s、扫描间距为0.07 mm、铺粉厚度为0.03 mm,扫描策略为全区扫描、扫描旋转角度为67
°
,打印完成后得到抗菌双相不锈钢试样;(4)后处理:通过线切割将试样从基板上取下后超声波清洗试样,取部分试样经1050℃固溶处理,保温2h后水淬。
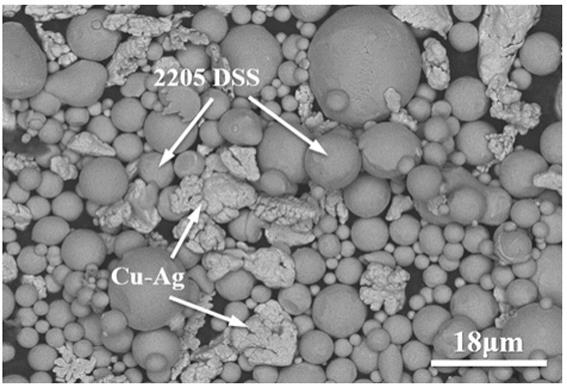
22.图1-3分别为所用铜银合金颗粒、2205双相不锈钢粉末及所得抗菌双相不锈钢试样粉末的微观形貌图。从图中可以看出,所得抗菌双相不锈钢试样中cu-ag合金颗粒比较均匀地分布在双相不锈钢粉末周围,且粉末球形度并没有发生较大的改变,保持了较好的流动性。
23.图4所得抗菌双相不锈钢试样的表面微观形貌图。从图中可以看出,试样表面结合紧密,无明显缺陷,只有较小的孔隙。
24.对所得抗菌双相不锈钢试样进行荧光光谱检测。测定结果显示,其中cu元素含量为2.0762 wt%、ag元素含量为0.1252 wt%。
25.采用阿基米德排水法对所得抗菌双相不锈钢试样进行致密度测试,测得其密度为99.3
ꢀ±ꢀ
0.3%。
26.对所得抗菌双相不锈钢试样进行室温拉伸,结果见图5。由图5可知试样的抗拉强度为875
ꢀ±ꢀ
15 mpa,断裂伸长率为10.1
ꢀ±ꢀ
1.1%。
27.图6为拉伸断口的形貌图。根据拉伸试样断口分析得知,试样断裂为脆性断裂。
28.对所得抗菌双相不锈钢试样以及母材2205双相不锈钢经1050℃固溶保温2h并水淬,然后将固溶处理前后的各试样进行抗菌试验,即将所得抗菌双相不锈钢试样与母材2205双相不锈钢分别与大肠杆菌菌液接触24h后进行洗脱培养,观察其菌落生长情况,结果如图7所示。
29.由图7可见,不管是否经过固溶处理,其母材2205双相不锈钢表面菌液经洗脱、24h平板培养后,都出现大量的菌落,而抗菌双相不锈钢试样经固溶后表面则无明显菌落。对试样的菌落数进行统计并根据日本标准 jis z 2801-2000 中的抗菌率计算公式计算试样的抗菌率r值。结果显示:抗菌双相不锈钢试样经固溶处理后,与细菌接触24h后的抗菌率r值达到99%以上,参照jis z 2801-2000 抗菌评价规定可以认为该材料具备强抗菌作用,而其他三个试样并无抗菌效果。
30.以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1