汽车构件压铸模具及压铸方法与流程
1.本发明涉及压铸模具技术领域,具体涉及汽车构件压铸模具及压铸方法。
背景技术:
2.压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺。它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒,汽车构件经常采用压铸的方式进行生产制作。
3.专利公开号为cn114905029a的中国发明专利,其名称为一种汽车铝合金支架零件压铸模具,该装置通过在连接槽的左侧螺纹连接有螺纹块使得螺纹块可以在连接槽密封住,方便取出螺纹块对连接槽的内部进行清理,避免有污垢储存在连接槽的内部。
4.上述装置使用时还存在一些不足之处,上述装置中不便于进行更换不同型号的模具,不便于操作使用,不方便更换操作,影响装置的灵活性,影响装置更换模具的工作效率,因此提出了一种能够解决上述问题的汽车构件压铸模具及压铸方法。
技术实现要素:
5.本发明的目的在于提供汽车构件压铸模具及压铸方法,解决以下技术问题:
6.不便于进行更换不同型号的模具,不便于操作使用,不方便更换操作,影响装置的灵活性,影响装置更换模具的工作效率。
7.本发明的目的可以通过以下技术方案实现:
8.汽车构件压铸模具,包括工作台,所述工作台的顶面固定安装有两个安装柱,所述安装柱上设置有安装板,所述安装板上转动安装有转板,所述转板上固定安装有上模具,所述工作台上滑动安装有下模具,所述工作台上设置有限位组件,所述限位组件包括限位柱,所述工作台靠近安装柱的一侧上开设有活动槽,所述活动槽的内底壁上滑动贯穿安装有操作杆,所述操作杆上固定安装有限位板,所述限位板靠近安装柱的一侧固定安装有第一弹簧,所述操作杆滑动贯穿工作台的一端固定安装有固定板,所述限位柱固定安装在固定板上,所述下模具上开设有限位孔,所述固定板上设置有脱模组件,所述安装柱上设置有调节组件。
9.作为本发明进一步的方案:所述限位柱滑动贯穿安装在工作台上,所述限位柱滑动安装进限位孔内,所述第一弹簧远离限位板的一端固定安装在活动槽的内底壁上,所述第一弹簧嵌套安装在操作杆的外面上。
10.作为本发明进一步的方案:所述脱模组件包括脱模杆,所述脱模杆滑动贯穿安装在限位柱和固定板内,所述脱模杆远离限位柱的一端固定安装有推动板,所述推动板靠近固定板的一侧固定安装有第二弹簧,所述第二弹簧远离推动板的一端固定安装在固定板上,所述第二弹簧嵌套安装在脱模杆的外表面上。
11.作为本发明进一步的方案:所述推动板上固定安装有连接板,所述连接板上滑动
贯穿安装有稳定杆,所述稳定杆远离连接板的一端固定安装在固定板上,所述稳定杆远离固定板的一端固定安装有稳定板。
12.作为本发明进一步的方案:所述工作台靠近固定板的一侧固定安装有固定框,所述固定框上与推动板相对应的位置上固定安装有第二电动伸缩杆。
13.作为本发明进一步的方案:所述调节组件包括往复螺杆,所述安装柱上开设有调节槽,所述往复螺杆转动安装在调节槽内,所述往复螺杆上螺纹贯穿安装有调节块,所述调节块上螺纹安装有螺栓,所述工作台远离安装柱的一侧固定安装有电机。
14.作为本发明进一步的方案:所述电机的输出端滑动贯穿调节槽固定安装在往复螺杆上,所述调节块靠近安装板的一侧开设有凹槽,所述凹槽内滑动安装有凸块,所述凸块远离凹槽的一端固定安装在安装板上,所述调节块的两侧上转动安装有挡板。
15.作为本发明进一步的方案:所述安装板上固定安装有支撑板,所述支撑板靠近转板的一侧固定安装有第一电动伸缩杆,所述转板上开设有限位槽,所述第一电动伸缩杆安插进限位槽内,所述工作台靠近安装柱的一侧上转动安装有吹气管。
16.汽车构件压铸模具的压铸方法,包括以下步骤:
17.s:首先启动吹气管吹掉下模具上的灰尘,然后启动调节组件将上模具与下模具对齐,然后进行浇筑汽车构件;
18.s:然后脱模,首先启动第一电动伸缩杆,使第一电动伸缩杆挤压推动板,使推动板挤压脱模杆和第二弹簧,使脱模杆在限位柱内滑动,同时使第二弹簧处于压缩状态,同时使脱模杆将下模具内压铸成型的汽车构件推出;
19.s:最后更换下模具,首先按动操作杆,使操作杆带动限位板挤压第一弹簧,使第一弹簧处于压缩状态,同时使操作杆带动固定板将限位柱从限位孔内取出,然后推到下模具在工作台上滑动。
20.本发明的有益效果:
21.(1)限位组件通过按动操作杆带动限位板挤压第一弹簧,同时使操作杆带动固定板将限位柱和脱模杆从限位孔内取出,然后推动下模具,然后松开操作杆,使固定板将限位柱安装进限位孔内,便于限位稳定下模具在工作台上的位置,方便操作使用,方便更换操作,有利于提高装置的灵活性,有利于提高装置更换模具的工作效率;
22.(2)脱模组件通过启动第一电动伸缩杆挤压推动板,使推动板挤压脱模杆和第二弹簧,使脱模杆在限位柱内滑动,同时使脱模杆将下模具内压铸成型的汽车构件推出,方便脱模操作,省时省力,有利于提高装置脱模的工作效率;
23.(3)调节组件通过拿动安装板带动凸块安插进凹槽内,然后在拧紧螺栓挤压凸块,然后转动转板,选定好上模具后启动第一电动伸缩杆安插进限位槽,然后启动电机带动往复螺杆转动,同时带动上模具向下运动至下模具,关闭电机,然后在进行压铸操作,方便拆卸模具,方便操作使用,便于更换模具,有利于提高装置的灵活性,有利于提高装置更换的工作效率。
附图说明
24.下面结合附图对本发明作进一步的说明。
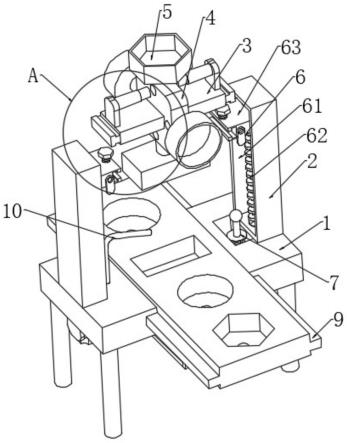
25.图1是本发明汽车构件压铸模具的爆炸结构示意图;
26.图2是图1中a处的放大结构示意图;
27.图3是本发明汽车构件压铸模具的内部结构示意图;
28.图4是图3中b处的放大结构示意图;
29.图5是本发明汽车构件压铸模具的仰视结构示意图;
30.图6是图5中c处的放大结构示意图;
31.图7是本发明汽车构件压铸模具中限位组件的结构示意图。
32.图中:1、工作台;2、安装柱;3、安装板;4、转板;5、上模具;6、调节组件;61、调节槽;62、往复螺杆;63、调节块;64、凹槽;65、挡板;66、螺栓;67、凸块;68、电机;7、限位组件;71、活动槽;72、第一弹簧;73、操作杆;74、限位板;75、固定板;76、限位柱;77、限位孔;8、脱模组件;81、脱模杆;82、第二弹簧;83、推动板;84、稳定杆;85、连接板;86、稳定板;87、固定框;88、第二电动伸缩杆;9、下模具;10、吹气管;11、支撑板;12、第一电动伸缩杆;13、限位槽。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
34.请参阅图1-图7所示,本发明为汽车构件压铸模具,包括工作台1,工作台1的顶面固定安装有两个安装柱2,安装柱2是用于安装上模具5的,安装柱2上设置有安装板3,安装板3上转动安装有转板4,转板4上固定安装有上模具5,上模具5上有多个型号的模型,工作台1上滑动安装有下模具9,下模具9上有多个与上模具5匹配的模型,工作台1上滑动安装有滑槽,下模具9滑动安装进滑槽内,安装板3上固定安装有支撑板11,支撑板11靠近转板4的一侧固定安装有第一电动伸缩杆12,转板4上开设有限位槽13,第一电动伸缩杆12安插进限位槽13内,起到了限位稳定转板4的作用,工作台1靠近安装柱2的一侧上转动安装有吹气管10,吹气管10不仅起到了清理下模具9上灰尘的作用,还起到了对下模具9降温的作用,工作台1上设置有限位组件7,限位组件7包括限位柱76,工作台1靠近安装柱2的一侧上开设有活动槽71,活动槽71的内底壁上滑动贯穿安装有操作杆73,操作杆73上固定安装有限位板74,限位板74起到了限位稳定第一弹簧72的作用,限位板74靠近安装柱2的一侧固定安装有第一弹簧72,操作杆73滑动贯穿工作台1的一端固定安装有固定板75,限位柱76固定安装在固定板75上,下模具9上开设有限位孔77,固定板75上设置有脱模组件8,安装柱2上设置有调节组件6,限位柱76滑动贯穿安装在工作台1上,限位柱76滑动安装进限位孔77内,方便限位下模具9,第一弹簧72远离限位板74的一端固定安装在活动槽71的内底壁上,第一弹簧72嵌套安装在操作杆73的外面上,第一弹簧72起到了带动限位柱76弹性复位的作用。
35.请参阅图2-图7所示,脱模组件8包括脱模杆81,脱模杆81滑动贯穿安装在限位柱76和固定板75内,脱模杆81远离限位柱76的一端固定安装有推动板83,脱模杆81起到了推动下模具9内成型的汽车构件的作用,方便脱模操作,推动板83靠近固定板75的一侧固定安装有第二弹簧82,第二弹簧82远离推动板83的一端固定安装在固定板75上,第二弹簧82嵌套安装在脱模杆81的外表面上,第二弹簧82起到了带动脱模杆81复位收缩进限位柱76内的作用,推动板83上固定安装有连接板85,连接板85上滑动贯穿安装有稳定杆84,稳定杆84远
离连接板85的一端固定安装在固定板75上,稳定杆84远离固定板75的一端固定安装有稳定板86,稳定杆84配合稳定板86起到了平衡稳定推动板83的作用,工作台1靠近固定板75的一侧固定安装有固定框87,固定框87起到安装第二电动伸缩杆88的作用,固定框87上与推动板83相对应的位置上固定安装有第二电动伸缩杆88,使用装置时,首先启动第一电动伸缩杆12,使第一电动伸缩杆12挤压推动板83,使推动板83挤压脱模杆81和第二弹簧82,使脱模杆81在限位柱76内滑动,同时使第二弹簧82处于压缩状态,同时使脱模杆81将下模具9内压铸成型的汽车构件推出,然后收回第二电动伸缩杆88,然后按动操作杆73,使操作杆73带动限位板74挤压第一弹簧72,使第一弹簧72处于压缩状态,同时使操作杆73带动固定板75向下运动,同时使固定板75将限位柱76和脱模杆81从限位孔77内取出,然后推动下模具9,使下模具9在滑槽内滑动,然后松开操作杆73,使第一弹簧72的弹性作用力带动固定板75将限位柱76安装进限位孔77内,便于限位稳定下模具9在工作台1上的位置,最后将汽车构件从下模具9上取出,方便操作使用,有利于提高装置的限位稳定性,有利于提高装置更换模具的工作效率,有利于提高装置脱模的工作效率。
36.请参阅图1-图2所示,调节组件6包括往复螺杆62,安装柱2上开设有调节槽61,往复螺杆62转动安装在调节槽61内,往复螺杆62上螺纹贯穿安装有调节块63,调节块63滑动安装在调节槽61上,调节块63上螺纹安装有螺栓66,螺栓66起到了挤压固定凹槽64内凸块67的作用,工作台1远离安装柱2的一侧固定安装有电机68,电机68的输出端滑动贯穿调节槽61固定安装在往复螺杆62上,调节块63靠近安装板3的一侧开设有凹槽64,凹槽64内滑动安装有凸块67,凸块67远离凹槽64的一端固定安装在安装板3上,调节块63的两侧上转动安装有挡板65,挡板65起到了限位稳定凸块67在凹槽64内稳定性的作用,使用装置时,首先拨动其中一个挡板65挡住凹槽64,然后拿动安装板3带动凸块67安插进凹槽64内,然后在拨动另一个挡板65阻挡住凸块67,然后在拧紧螺栓66挤压凸块67,然后启动吹气管10对下模具9进行清扫,然后转动转板4,选定好上模具5后启动第一电动伸缩杆12安插进限位槽13,然后启动电机68,使电机68的输出端带动往复螺杆62转动,同时使往复螺杆62带动调节块63在调节槽61内滑动,同时带动上模具5向下运动至下模具9,关闭电机68,使上模具5和下模具9处于紧密贴合的状态,然后在进行压铸操作,当汽车构件压铸成型后,然后再电机68使往复螺杆62带动上模具5向上运动,方便拆卸模具,方便操作使用,便于更换模具,有利于提高装置的灵活性,有利于提高装置更换的工作效率。
37.汽车构件压铸模具的压铸方法,包括以下步骤:
38.s1:首先启动吹气管10吹掉下模具9上的灰尘,然后启动调节组件6将上模具5与下模具9对齐,然后进行浇筑汽车构件;
39.s2:然后脱模,首先启动第一电动伸缩杆12,使第一电动伸缩杆12挤压推动板83,使推动板83挤压脱模杆81和第二弹簧82,使脱模杆81在限位柱76内滑动,同时使第二弹簧82处于压缩状态,同时使脱模杆81将下模具9内压铸成型的汽车构件推出;
40.s3:最后更换下模具9,首先按动操作杆73,使操作杆73带动限位板74挤压第一弹簧72,使第一弹簧72处于压缩状态,同时使操作杆73带动固定板75将限位柱76从限位孔77内取出,然后推到下模具9在工作台1上滑动。
41.本发明的工作原理:使用装置时,首先拨动其中一个挡板65挡住凹槽64,然后拿动安装板3带动凸块67安插进凹槽64内,然后在拨动另一个挡板65阻挡住凸块67,然后在拧紧
螺栓66挤压凸块67,然后启动吹气管10对下模具9进行清扫,然后转动转板4,选定好上模具5后启动第一电动伸缩杆12安插进限位槽13,然后启动电机68,使电机68的输出端带动往复螺杆62转动,同时使往复螺杆62带动调节块63在调节槽61内滑动,同时带动上模具5向下运动至下模具9,然后关闭电机68,使上模具5和下模具9处于紧密贴合的状态,然后在进行压铸操作,当汽车构件压铸成型后,然后再电机68使往复螺杆62带动上模具5向上运动,然后启动第一电动伸缩杆12,使第一电动伸缩杆12挤压推动板83,使推动板83挤压脱模杆81和第二弹簧82,使脱模杆81在限位柱76内滑动,同时使第二弹簧82处于压缩状态,同时使脱模杆81将下模具9内压铸成型的汽车构件推出,然后收回第二电动伸缩杆88,然后按动操作杆73,使操作杆73带动限位板74挤压第一弹簧72,使第一弹簧72处于压缩状态,同时使操作杆73带动固定板75向下运动,同时使固定板75将限位柱76和脱模杆81从限位孔77内取出,然后推动下模具9,使下模具9在滑槽内滑动,然后松开操作杆73,使第一弹簧72的弹性作用力带动固定板75将限位柱76安装进限位孔77内,便于限位稳定下模具9在工作台1上的位置,最后将汽车构件从下模具9上取出。
42.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1