一种光固化打印硬质合金刀具及其制备方法与流程
1.本发明属于硬质合金材料技术领域,特别涉及一种光固化打印硬质合金刀具及其制备方法。
背景技术:
2.硬质合金刀具有高强度、高硬度和高耐冲击韧性以及优良的耐高温性能,能够实现高效率和高精度的零件加工,在机械加工领域有着广泛应用;传统的硬质合金刀具制备方法主要是粉末烧结以及一系列后处理过程,该制备过程冗杂、周期长且难以实现复杂结构刀具的制备。
3.近些年兴起的增材制造技术如选择性激光熔化(slm)、选择性激光烧结(sls)、电子束融化(sebm)、凝胶打印(3dgp)等,因其制备流程简单和周期短等优势,激起了研究人员的广泛关注。然而,选择性激光熔化和选择性激光烧结技术制备硬质合金刀具存在粘结相蒸发和较大的残余应力,且电子束熔化和凝胶打印技术制备的硬质合金刀具综合性能较差,难以满足工程化的需求。
4.中国发明专利cn202010312069.3,cn201811282687.7等公开了硬质合金刀具的制备方法,这些专利采用传统的粉末冶金,干压等方法制备刀具,过度依赖于模具且制备条件苛刻,烧结温度高,难以实现批量化生产;因此,急需提供一种制备工艺简单,可批量生产的硬质合金刀具的制备方法。
技术实现要素:
5.针对现有技术中存在的一个或者多个技术问题,本发明提供了一种光固化打印硬质合金刀具及其制备方法,本发明提供的制备方法工艺简单,无需模具即可制备得到结构复杂、成形精度高、表面质量高、性能优异的硬质合金刀具,可实现批量生产,满足不同需求。
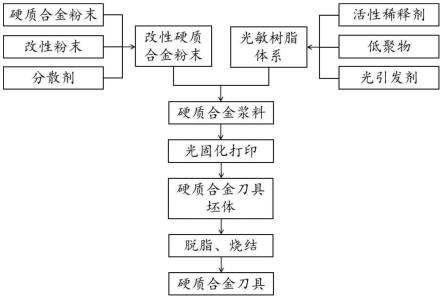
6.本发明在第一方面提供了一种光固化打印硬质合金刀具的制备方法,所述制备方法包括如下步骤:
7.s1.将硬质合金粉末、改性粉末和分散剂混合,得到改性硬质合金粉末;所述改性粉末包括铜粉、纳米稀土氧化物、石墨烯、多壁碳纳米管和sic晶须;
8.s2.将活性稀释剂、低聚物和光引发剂混合,得到光敏树脂体系;
9.s3.将所述改性硬质合金粉末和所述光敏树脂体系进行球磨混合,得到硬质合金浆料;
10.s4.将所述硬质合金浆料进行光固化打印,得到硬质合金刀具坯体;
11.s5.将所述硬质合金刀具坯体进行脱脂、烧结,得到所述光固化打印硬质合金刀具。
12.优选地,所述硬质合金粉末包括硬质相粉末和粘结相粉末;所述硬质相粉末和所述粘结相粉末的质量比为(70~97):(3~30);
13.优选的是,所述硬质相粉末为碳化钨粉、碳化钛粉、碳化钽粉、碳化铌粉中的至少一种;所述粘结相粉末为钴粉和/或镍粉;
14.更优选的是,所述硬质相粉末的粒径为0.8~15μm;所述粘结相粉末的粒径为1.0~15μm。
15.优选地,当所述硬质相粉末粒径为0.8~1.5μm时,所述改性粉末还包括晶粒长大抑制剂;优选的是,所述晶粒长大抑制剂的用量不超过改性硬质合金粉末质量的1%;更优选的是,所述晶粒长大抑制剂为vc和/或cr3c2。
16.优选地,所述铜粉的用量占所述改性硬质合金粉末质量的0.1~0.4%,优选为0.4%;
17.所述纳米稀土氧化物的含量为所述改性硬质合金粉末质量的0.3~0.7%,优选为0.4%;
18.所述石墨烯的含量为所述改性硬质合金粉末质量的0.02~0.15%,优选为0.1%;
19.所述多壁碳纳米管的含量为所述改性硬质合金粉末质量的0.04~0.08%,优选为0.08%;和/或
20.所述sic晶须的含量为所述改性硬质合金粉末质量的0.20~0.90%,优选为0.6%;
21.所述分散剂的含量为所述改性硬质合金粉末质量的2~5%。
22.优选地,所述纳米稀土氧化物为纳米y2o3、纳米ce2o3、纳米nd2o3中的一种,优选为纳米ce2o3;
23.所述铜粉的粒径为0.8~15μm;
24.所述纳米稀土氧化物的粒径为10~60nm;
25.所述石墨烯的厚度为1~10nm,长度为10~30μm;
26.所述多壁碳纳米管直径为15~30nm,长度为10~30μm;和/或
27.所述sic晶须直径为0.1~0.5μm,长度为10~50μm。
28.优选地,在所述光敏树脂体系中,所述活性稀释剂和所述低聚物的质量比为(30~80):(20~70);
29.所述光引发剂的含量为所述光敏树脂体系总质量的1~7%;和/或
30.所述光敏树脂体系和所述硬质合金粉末质量比为(10~30):(90~70)。
31.优选地,所述分散剂为kos2000、kos163、kh-550、kh-560、kh-570中的至少一种;
32.所述活性稀释剂为(2)丙氧化新戊二醇二丙烯酸酯、4-丙烯酰吗啉、丙烯酰胺、丙烯酸、1,6-己二醇二丙烯酸酯中的一种或多种;
33.所述低聚物为9,10-二苯基蒽、聚氨酯丙烯酸酯、聚乙二醇二丙烯酸酯、聚酰胺丙烯酸酯中的一种或多种;和/或
34.所述光引发剂为2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮、1-羟环己基苯酮、2,2-二甲氧基-2-苯基苯乙酮、4-二甲氨基-苯甲酸乙酯、2,4,6-三甲基苯甲酰基-二苯基氧化膦中的一种或多种。
35.优选地,所述球磨混合的时间为3~36h,球料比为(2~8):1,球磨速度为60~300r/min。
36.所述光固化打印过程中紫外光照灯的波长为305~405nm,光照亮度为200~250,
单层光照时间为15~25s;和/或
37.所述脱脂和所述烧结均在惰性气体保护下进行,惰性气体的气流量为100~200ml/min。
38.优选地,所述脱脂的温度为300~600℃,升温速率为0.5~1℃/min;
39.所述烧结的温度为1200~1500℃,压强为30~60bar,升温速率为4~10℃/min。
40.本发明在第二方面提供了一种硬质合金刀具,采用上述第一方面所述的制备方法制备得到。
41.本发明与现有技术相比至少具有如下有益效果:
42.本发明通过将改性粉末(纳米稀土氧化物、铜粉、石墨烯、多壁碳纳米管以及碳化硅晶须)添加到硬质合金粉末中,制备得到可用于光固化打印的硬质合金浆料;然后采用光固化3d打印技术制备得到硬质合金刀具;本发明通过改性粉末各成分之间的协同作用提高硬质合金刀具的强度、韧性和耐磨性,该制备方法工艺简单,制备周期短,效率高,无需模具即可制备得到结构复杂、成形精度高、表面质量高、性能优异的异形硬质合金刀具,可实现批量生产,扩大了硬质合金刀具的应用范围;与其他3d打印技术相比,本发明的制备的硬质合金刀具表面精度高,内部缺陷少,残余应力小,综合性能优异,不存在严重的粘结相蒸发等问题。
附图说明
43.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
44.图1是本发明提供的硬质合金刀具的制备方法流程图;
45.图2为本发明提供的硬质合金刀具的光固化打印原理示意图;
46.图3为本发明提供的硬质合金浆料的光固化原理示意图;
47.图4为本发明实施例1提供的光固化打印硬质合金刀具坯体的截面微观图;
48.图5为本发明实施例1提供的光固化打印硬质合金刀具坯体的表面微观图。
具体实施方式
49.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.s1.将硬质合金粉末、改性粉末和分散剂混合,得到改性硬质合金粉末;所述改性粉末包括铜粉、纳米稀土氧化物、石墨烯、多壁碳纳米管和sic晶须;
51.s2.将活性稀释剂、低聚物和光引发剂混合,得到光敏树脂体系;
52.s3.将所述改性硬质合金粉末和所述光敏树脂体系进行球磨混合,得到硬质合金浆料;
53.s4.将所述硬质合金浆料进行光固化打印,得到硬质合金刀具坯体;
54.s5.将所述硬质合金刀具坯体进行脱脂、烧结,得到所述光固化打印硬质合金刀具。
55.本发明通过将改性粉末(纳米稀土氧化物、铜粉、石墨烯、多壁碳纳米管以及碳化硅晶须)添加至硬质合金粉末中,制备得到可用于光固化打印的硬质合金浆料;然后采用光固化3d打印技术,即可制备得到硬质合金刀具;本发明通过改性粉末各成分之间的协同作用提高硬质合金刀具的力学性能,该制备方法工艺简单,制备周期短,效率高,无需模具即可制备得到结构复杂、成形精度高、表面质量高、性能优异的异形硬质合金刀具,可实现批量生产,扩大了硬质合金刀具的应用范围;与其他3d打印技术相比,本发明的制备的硬质合金刀具表面精度高,内部缺陷少,残余应力小,综合性能优异,不存在严重的粘结相蒸发等问题。
56.本发明采用光固化打印的方式制备硬质合金刀具,无需模具、成型精度高、缩短制造周期、结构设计灵活等诸多优点,可用于制备结构复杂且优异性能硬质合金刀具,满足不同需求。
57.根据一些优选的实施方式,所述硬质合金粉末包括硬质相粉末和粘结相粉末;所述硬质相粉末和所述粘结相粉末的质量比为(70~97):(3~30);
58.本发明硬质相粉末和粘结相粉末的质量比控制在上述范围即可确保得到的硬质合金刀具同时具有较高硬度、弯曲强度和断裂韧性;若硬质相粉末过多,刀具的硬度、弯曲强度强度会增加,而断裂韧性会下降。
59.优选的是,所述硬质相粉末为碳化钨粉、碳化钛粉、碳化钽粉、碳化铌粉中的至少一种;所述粘结相粉末为钴粉和/或镍粉;
60.更优选的是,所述硬质相粉末的粒径为0.8~15μm(例如,可以为0.8μm、1μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm或15μm);所述粘结相粉末的粒径为1.0~15μm(例如,可以为1μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm或15μm)。
61.本发明硬质相粉末和粘结相粉末的粒径控制在上述范围,可以得到粘度和流动性适合光固化打印的硬质合金浆料;若粒径太小,硬质合金浆料浆料的粘度大,流动性差,易发生团聚,难以固化成型;若粒径太大,会降低硬质合金刀具的力学性能。
62.根据一些优选的实施方式,当所述硬质相粉末粒径为0.8~1.5μm时,所述改性粉末还包括晶粒长大抑制剂;优选的是,所述晶粒长大抑制剂的用量不超过改性硬质合金粉末质量的1%;更优选的是,所述晶粒长大抑制剂为vc和/或cr3c2。
63.由于细晶硬质相粉末,在烧结过程中,晶粒异常长大的趋势比较明显,为了避免烧结过程中硬质相粉末异常长大,影响硬质合金刀具的性能;因此,本发明当硬质相粉末粒径为0.8~1.5μm(例如,可以为0.8μm、0.9μm、1μm、1.1μm、1.2μm、1.3μm、1.4μm或1.5μm),需要加入晶粒长大抑制剂。
64.根据一些优选的实施方式,所述铜粉的用量占所述改性硬质合金粉末质量的0.1~0.4%(例如,可以为0.1%、0.2%、0.3%或0.4%),优选为0.4%;本发明铜粉添加有利于提高断裂韧性,致密度;若添加量太少,对于断裂韧性,致密度的提升不明显;若添加量太多,会导致硬度与强度下降。
65.所述纳米稀土氧化物的含量为所述改性硬质合金粉末质量的0.3~0.7%(例如,
可以为0.3%、0.4%、0.5%、0.6%或0.7%),优选为0.4%;本发明纳米稀土氧化物的添加量太少,对于性能的提升不明显;若添加量太多,会使得硬度下降。
66.所述石墨烯的含量为所述改性硬质合金粉末质量的0.02~0.15%(例如,可以为0.02%、0.04%、0.06%、0.08%、0.1%、0.12%或0.15%),优选为0.1%;本发明硬质合金刀具的断裂韧性随石墨烯的添加量的增加呈现先增大后减小的趋势,石墨烯添加量太多或太少,均达不到提升断裂韧性的效果;因此,本发明将石墨烯的添加量控制在上述范围可以确保得到的硬质合金刀具有优异的断裂韧性。
67.所述多壁碳纳米管的含量为所述改性硬质合金粉末质量的0.04~0.08%(例如,可以为0.04%、0.05%、0.06%、0.07%或0.08%),优选为0.08%;
68.所述sic晶须的含量为所述改性硬质合金粉末质量的0.20~0.90%(例如,可以为0.2%、0.3%、0.4%、0.5%、0.6%、0.7%、0.8%或0.9%),优选为0.6%;本发明sic晶须主要起增加断裂韧性的作用,添加量少,增韧性效果不明显,添加太多,会使硬质合金刀具的硬度和强度下降;多壁碳纳米管的加入用于辅助sic晶须,提高综合性能。
69.所述分散剂的含量为所述改性硬质合金粉末质量的2~5%(例如,可以为2%、2.5%、3%、3.5%、4%、4.5%或5%)。
70.本发明通过引入改性粉末(纳米稀土氧化物、铜粉、石墨烯、多壁碳纳米管以及碳化硅晶须),并利用改性粉末之间的协同作用提升刀具的综合性能,使得到的硬质合金刀具的致密度、强度、断裂韧性、硬度和耐磨性均处于较高水平,扩大了硬质合金刀具的生产和应用。
71.根据一些优选的实施方式,所述纳米稀土氧化物为纳米y2o3、纳米ce2o3、纳米nd2o3中的一种,优选为纳米ce2o3;
72.所述纳米稀土氧化物的粒径为10~60nm(例如,可以为0.8nm、0.9nm、1nm、1.1nm、1.2nm、1.3nm、1.4nm或1.5nm);
73.所述铜粉的粒径为0.8~15μm(例如,可以为0.8μm、1μm、1.5μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm或15μm);
74.所述石墨烯的厚度为1~10nm(例如,可以为1nm、2nm、3nm、4nm、5nm、6nm、7nm、8nm、9nm或10nm),长度为10~30μm(例如,可以为10μm、12μm、14μm、16μm、18μm、20μm、22μm、24μm、26μm、28μm或30μm);
75.所述多壁碳纳米管直径为15~30nm(例如,可以为15nm、16nm、18nm、20nm、22nm、24nm、26nm、28nm或30nm),长度为10~30μm(例如,可以为10μm、12μm、14μm、16μm、18μm、20μm、22μm、24μm、26μm、28μm或30μm);和/或
76.所述sic晶须直径为0.1~0.5μm(例如,可以为0.1μm、0.2μm、0.3μm、0.4μm或0.5μm),长度为10~50μm(例如,可以为10μm、15μm、20μm、25μm、30μm、35μm、40μm、45μm或50μm)。
77.本发明将纳米稀土氧化物、铜粉、石墨烯、多壁碳纳米管和多壁碳纳米管的尺寸控制在上述范围即可确保改性硬质合金粉末与光敏树脂体系混合后得到的硬质合金浆料适合光固化打印,得到结构和性能均一的硬质合金刀具坯体。
78.根据一些优选的实施方式,在所述光敏树脂体系中,所述活性稀释剂和所述低聚物的质量比为(30~80):(20~70)(例如,可以为30:70、40:60、50:50、60:40、70:30或80:20);本发明中活性稀释剂和低聚物用于形成光固化打印得到的硬质合金刀具坯体的框架,
并于刀具坯体的成型;若活性稀释剂量过少,硬质合金浆料粘度过大,不利于光固化打印成型;若活性稀释剂用量过多,会导致固化深度降低,无法打印。
79.所述光引发剂的含量为所述光敏树脂体系总质量的1~7%(例如,可以为1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%、5.5%、6%、6.5%、或7%);本发明光引发剂用于引发光固化反应,若其含量太小,无法引发反应。
80.所述光敏树脂体系和所述硬质合金粉末质量比为(10~30):(90~70)(例如,可以为10:90、15:85、20:80、25:75或30:70)。
81.根据一些优选的实施方式,所述分散剂为kos2000、kos163、kh-550、kh-560、kh-570中的至少一种;
82.需要说明的是,kos2000,kos163是广州康欧双贸易公司生产的高分子型分散剂。
83.所述活性稀释剂为(2)丙氧化新戊二醇二丙烯酸酯(npg2poda)、4-丙烯酰吗啉(acmo)、丙烯酰胺(am)、丙烯酸(aa)、1,6-己二醇二丙烯酸酯(hdda)中的一种或多种;其中,(2)丙氧化新戊二醇二丙烯酸酯的cas号为84170-74-1。
84.所述低聚物为9,10-二苯基蒽(dpha)、聚氨酯丙烯酸酯(u-600)、聚乙二醇二丙烯酸酯(pegda)、聚酰胺丙烯酸酯(pua)中的一种或多种;和/或
85.所述光引发剂为2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮、1-羟环己基苯酮(pi-184)、2,2-二甲氧基-2-苯基苯乙酮(pi-651)、4-二甲氨基-苯甲酸乙酯(edb)、2,4,6-三甲基苯甲酰基-二苯基氧化膦(tpo)中的一种或多种。
86.根据一些优选的实施方式,所述球磨混合的时间为3~36h(例如,可以为3h、5h、10h、15h、20h、25h、30h、35h或36h),球料比为(2~8):1(例如,可以为2:1、3:1、4:1、5:1、6:1、7:1或8:1),球磨速度为60~300r/mi n(例如,可以为60r/min、80r/min、100r/min、150r/min、200r/min、250r/min或300r/min)。
87.所述光固化打印过程中紫外光照灯的波长为305~405nm(例如,可以为305nm、310nm、320nm、330nm、340nm、350nm、360nm、370nm、380nm、390nm、400nm或405nm),光照亮度为200~250(例如,可以为200、210、220、230、240或250),单层光照时间为15~25s(例如,可以为15s、16s、17s、18s、19s、20s、21s、22s、23s、24s或25s);和/或
88.所述脱脂和所述烧结均在惰性气体保护下进行,惰性气体的气流量为100~200ml/min;本发明在一些具体的实施例中惰性气体为氩气。
89.根据一些优选的实施方式,所述脱脂的温度为300~600℃(例如,可以为300℃、310℃、320℃、330℃、340℃、350℃、360℃、370℃、380℃、390℃或400℃),升温速率为0.5~1℃/min(例如,可以为0.5℃/min、0.6℃/min、0.7℃/min、0.8℃/min、0.9℃/min或1℃/min);
90.为了避免因升温速度过快,光敏树脂体系迅速气化使得坯体发生裂开或破裂;本发明在一些更优选的实施方式中,脱脂在气流量为100~200ml/min的氩气保护氛围下,以0.5~1℃/min的升温速率将温度升至300℃、350℃、400℃,450℃、500℃、600℃,并于每个温度点保温2h;第一个温度点(300℃),主要是干燥阶段,去除水分等低沸点成分,干燥硬质合金刀具坯体;第二个温度点(350℃)是低温脱脂阶段,树脂出现少量气化;第三个温度点(400℃)和第四个温度点(450℃)为中温脱脂阶段,树脂快速气化,设置成梯度升温可以减缓因树脂快速释放带来的裂纹等缺陷;第五温度点(500℃)和第六个温度点(550℃)为高温
脱脂阶段,树脂气化更加快速,设置成梯度升温可以减缓因树脂快速释放使得坯体出现裂纹,甚至坍塌等缺陷。
91.根据一些优选的实施方式,所述烧结的温度为1200~1500℃(例如,可以为1200℃、1230℃、1250℃、1300℃、1320℃、1350℃、1380℃、1400℃、1420℃、1450℃、1480℃或1500℃),压强为30~60bar(例如,可以为30bar、32bar、35bar、38bar、40bar、42bar、45bar、48bar、50bar、52bar、55bar、58bar或60bar),升温速率为4~10℃/min(例如,可以为4℃/min、5℃/min、6℃/min、7℃/min、8℃/min、9℃/min或10℃/min)。
92.本发明在一些更优选的实施方式中,烧结在氩气气流量为100~200ml/min(例如,可以为100ml/min、120ml/min、140ml/min、160ml/min、180ml/min或200ml/min)的氮气保护下进行,采用阶梯式保温方式进行,阶梯式保温过程中升温速率为4~10℃/min(例如,可以为4℃/min、5℃/min、6℃/min、7℃/min、8℃/min、9℃/min或10℃/min),包括两个阶段,第一阶段:升温至1200~1250℃(例如,可以为1200℃、1210℃、1220℃、1230℃、1240℃或1250℃),并保温100~120min(例如,可以为100min、110min或120min);第二阶段:升温至1300~1500℃(例如,可以为1300℃、1320℃、1350℃、1380℃、1400℃、1420℃、1450℃、1480℃或1500℃),并保温60~80min(例如,可以为60min、70min或80min)。本发明烧结过程第一阶段为了排解co(粘结相)在球磨过程中产生的氧化产物,第二阶段的温度一般在共晶温度附近,尽量高于共晶温度(硬质合金1370℃左右),主要是为了促进合金化,但为了避免粘结相挥发和抑制硬质相粉末晶粒长大,第二阶段的温度也不宜过高。
93.本发明在第二方面提供了一种硬质合金刀具,采用上述第一方面所述的制备方法制备得到。
94.本发明制备得到的硬质合金刀具成形精度高、表面质量高、性能优异,可成型结构复杂的异形硬质合金刀具,可以满足不同的需求,扩宽了硬质合金刀具的应用范围。
95.为了更加清楚地说明本发明的技术方案及优点,下面结合实施例对本发明作进一步说明。本发明中的材料和试剂均可以是在市面上直接购买得到或自行合成得到,对具体型号不做限制。
96.本发明实施例和对比例的性能测试方法如下:
97.致密度测试:采用阿基米德排水法;
98.硬度测试:利用维氏硬度计测量其硬度;
99.弯曲强度(抗弯强度)测试:采用三点弯法测量,根据国家标准gb/t6569-2006,试样尺寸为3mm
×
4mm
×
36mm,加载速率0.5mm/min;
100.耐磨性测试:使用往复式磨损试验机和轮廓仪进行耐磨性测量;
101.断裂韧性测试:采用三点弯法测试方法测量,根据国家标准gb/t 23806-2009,试样尺寸为2mm
×
4mm
×
22mm,切口尺寸为2mm,加载速率0.05mm/min。
102.实施例1
103.1)首先分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉、0.4g的纳米ce2o3与0.4g的cu粉,0.1g石墨烯,0.08g多壁碳纳米管以及0.6gsic晶须放入烧杯中,再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末;
104.2)将12.5g(2)丙氧化新戊二醇二丙烯酸酯(活性稀释剂),12.5g双三羟甲基丙烷四丙烯酸酯(低聚物)和1.2g 2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮(光引发剂)加
入黑色避光容器中,并且在磁力搅拌机上以700r/min的转速搅拌3h,得到光敏树脂体系。
105.3)在超声搅拌条件下,将改性硬质合金粉末加入光敏树脂体系中混合均匀,并用球磨机进行球磨混合,得到硬质合金浆料;其中,球磨混合的球料比为2:1,球磨转速为150r/min,球磨时间为6h。
106.4)使用光固化打印设备对硬质合金浆料进行光固化打印,得到硬质合金刀具坯体;光固化打印过程中紫外灯的波长为405nm,亮度为200,单层固化时间16s。
107.5)将打印好的硬质合金刀具坯体放入氩气气流量为100ml/min的氩气气氛炉子,全程以1℃/min的升温速率进行升温,并设置6个保温点,分别是300℃、350℃、400℃,450℃、500℃、600℃,每个保温点保温2h,然后再以5℃/min升温至1230℃,保温100min,再以5℃/min升温至1300℃,且在30bar低压下保温60min,最后随炉冷却至室温,得到硬质合金刀具。
108.实施例2
109.1)首先分别称取88gwc粉体粒径5.12μm和12gco粒径1.05μm粉、0.4g的纳米ce2o3与0.4g的cu粉,0.1g石墨烯,0.08g多壁碳纳米管以及0.6gsic晶须放入烧杯中,再向其中加入3g的kos2000分散剂,充分混合,得到改性硬质合金粉末;
110.2)将12.5g(2)丙氧化新戊二醇二丙烯酸酯(npg2poda)活性稀释剂,12.5g聚氨酯丙烯酸酯(低聚物)和1.2g的1-羟环己基苯酮(光引发剂)加入黑色避光容器中,并且在磁力搅拌机上以700r/min的转速搅拌3h,得到光敏树脂体系。
111.3)在超声搅拌条件下,将改性硬质合金粉末加入光敏树脂体系中混合均匀,并用球磨机进行球磨混合,得到硬质合金浆料;其中,球磨混合的球料比为2:1,球磨转速为150r/min,球磨时间为6h。
112.4)使用光固化打印设备对硬质合金浆料进行光固化打印,得到硬质合金刀具坯体;光固化打印过程中紫外灯的波长为305nm,亮度为200,单层固化时间16s。
113.5)将打印好的硬质合金刀具坯体放入氩气气流量为100ml/min的氩气气氛炉子,全程以1℃/min的升温速率进行升温,并设置6个保温点,分别是300℃、350℃、400℃,450℃、500℃、600℃,每个保温点保温2h,然后再以5℃/min升温至1230℃,保温100min,再以5℃/min升温至1300℃,且在30bar低压下保温60min,最后随炉冷却至室温,得到硬质合金刀具。
114.实施例3
115.1)首先分别称取80gwc粉体粒径1μm和20gco粒径1.05μm粉放入烧杯中,其次再向其中加入3g kh-550(分散剂),再向其中加入0.8g的vc和0.2g的cr3c2晶粒长大抑制剂,得到改性硬质合金粉末;
116.2)将8.82g 1,6-己二醇二丙烯酸酯(活性稀释剂),8.82g 9,10-二苯基蒽(低聚物)和0.328g的2,4,6-三甲基苯甲酰基-二苯基氧化膦(光引发剂)加入黑色避光容器中,并且在磁力搅拌机上以700r/min的转速搅拌3h,得到光敏树脂体系。
117.3)在超声搅拌条件下,将改性硬质合金粉末加入光敏树脂体系中混合均匀,并用球磨机进行球磨混合,得到硬质合金浆料;其中,球磨混合的球料比为4:1,球磨转速为100r/min,球磨时间为12h。
118.4)使用光固化打印设备对硬质合金浆料进行光固化打印,得到硬质合金刀具坯
体;光固化打印过程中紫外灯的波长为405nm,亮度为200,单层固化时间20s。
119.5)将打印好的硬质合金刀具坯体放入氩气气流量为100ml/min的氩气气氛炉子,全程以1℃/min的升温速率进行升温,并设置6个保温点,分别是300℃、350℃、400℃,450℃、500℃、600℃,每个保温点保温2h,然后再以5℃/min升温至1200℃,保温100min,再以5℃/min升温至1500℃,且在30bar低压下保温60min,最后随炉冷却至室温,得到硬质合金刀具。
120.对比例1
121.对比例1与实施例1基本相同,其区别在于:
122.1)分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉放入烧杯中,再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末。
123.对比例2
124.对比例2与实施例1基本相同,其区别在于:
125.1)分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉、0.1g石墨烯放入烧杯中,再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末。
126.对比例3
127.对比例3与实施例1基本相同,其区别在于:
128.1)分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉、0.4gcu粉放入烧杯中,再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末。
129.对比例4
130.对比例4与实施例1基本相同,其区别在于:
131.1)分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉、0.4g的纳米ce2o3与0.4g的cu粉,0.1g石墨烯,0.08g多壁碳纳米管放入烧杯中,其次再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末。
132.对比例5
133.对比例5与实施例2基本相同,其区别在于:
134.1)分别称取88gwc粉体粒径5.12μm、12g co粒径1.05μm粉放入烧杯中,再向其中加入3g kos2000(分散剂),充分混匀,得到改性硬质合金粉末。
135.对比例6
136.对比例6与实施例2基本相同,其区别在于:
137.1)分别称取88gwc粉体粒径5.12μm、12g co粒径1.05μm粉、0.4g纳米ce2o3放入烧杯中,再向其中加入3g kos2000(分散剂),充分混匀,得到改性硬质合金粉末。
138.对比例7
139.对比例7与实施例2基本相同,其区别在于:
140.1)分别称取88gwc粉体粒径5.12μm、12g co粒径1.05μm粉、0.6g sic晶须放入烧杯中,再向其中加入3gkos2000(分散剂),充分混匀,得到改性硬质合金粉末。
141.对比例8
142.对比例8与实施例2基本相同,其区别在于:
143.1)分别称取88gwc粉体粒径5.12μm、12g co粒径1.05μm粉、0.4g纳米ce2o3与0.4gcu粉,0.1g石墨烯,0.6g sic晶须放入烧杯中,再向其中加入3g kos2000(分散剂),充分混匀,
得到改性硬质合金粉末。
144.对比例9
145.对比例9与实施例2基本相同,其区别在于:
146.1)分别称取88gwc粉体粒径5.12μm、12g co粒径1.05μm粉、0.4g纳米ce2o3与0.4gcu粉,0.1g石墨烯,0.08g多壁碳纳米管放入烧杯中,再向其中加入3g kos2000(分散剂),充分混匀,得到改性硬质合金粉末。
147.对比例10
148.对比例10与实施例1基本相同,其区别在于:
149.5)将打印好的硬质合金刀具坯体放入氩气气流量为100ml/min的氩气气氛炉子,全程以1℃/min的升温速率升温至600℃,并保温12h,然后再以5℃/min升温至1300℃,且在30bar低压下保温160min,最后随炉冷却至室温,得到硬质合金刀具。
150.由于脱脂过程未设置保温点,坯体出现裂纹,无法测量性能数据。
151.对比例11
152.对比例11与实施例1基本相同,其区别在于:
153.5)将打印好的硬质合金刀具坯体放入氩气气流量为100ml/min的氩气气氛炉子,全程以1℃/min的升温速率进行升温,并设置6个保温点,分别是300℃、350℃、400℃,450℃、500℃、600℃,每个保温点保温2h,然后再以5℃/min升温至1230℃,保温100min,再以5℃/min升温至1600℃,且在30bar低压下保温60min,最后随炉冷却至室温,得到硬质合金刀具。
154.烧结温度过高,造成粘结相挥发,导致硬质合金刀具的致密度明显下降,进而影响综合性能。
155.对比例12
156.对比例12与实施例1基本相同,其区别在于:
157.1)首先分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉、0.4g的纳米ce2o3与0.4g的cu粉,2g石墨烯,0.08g多壁碳纳米管以及0.6gsic晶须放入烧杯中,再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末。
158.对比例13
159.对比例13与实施例1基本相同,其区别在于:
160.1)首先分别称取97gwc粉体粒径5.12μm、3gco粒径1.05μm粉、0.4g的纳米ce2o3与0.4g的cu粉,0.1g石墨烯,0.08g多壁碳纳米管以及2gsic晶须放入烧杯中,再向其中加入3g的kos163(分散剂),充分混匀,得到改性硬质合金粉末。
161.对比例14
162.对比例14与实施例1基本相同,其区别在于:
163.2)将12.5g(2)丙氧化新戊二醇二丙烯酸酯(活性稀释剂),12.5g双三羟甲基丙烷四丙烯酸酯(低聚物)和0.2g 2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮(光引发剂)加入黑色避光容器中,并且在磁力搅拌机上以700r/min的转速搅拌3h,得到光敏树脂体系。
164.由于光引发剂用量过小,无法引发反应。
165.对比例15
166.对比例15与实施例1基本相同,其区别在于:
167.2)将12.5g(2)丙氧化新戊二醇二丙烯酸酯(活性稀释剂),2.5g双三羟甲基丙烷四丙烯酸酯(低聚物)和1.2g 2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮(光引发剂)加入黑色避光容器中,并且在磁力搅拌机上以700r/min的转速搅拌3h,得到光敏树脂体系。
168.由于活性稀释剂用量过大,得到硬质合金浆料粘度太低,固化深度不够,无法打印。
169.对比例16
170.对比例16与实施例1基本相同,其区别在于:
171.2)将4.5g(2)丙氧化新戊二醇二丙烯酸酯(活性稀释剂),12.5g双三羟甲基丙烷四丙烯酸酯(低聚物)和1.2g 2-苯基苄-2-二甲基胺-1-(4-吗啉苄苯基)丁酮(光引发剂)加入黑色避光容器中,并且在磁力搅拌机上以700r/min的转速搅拌3h,得到光敏树脂体系。
172.由于活性稀释剂用量过少,得到硬质合金浆料粘度过大,不适合于光固化打印。
173.对比例17
174.对比例17与实施例2基本相同,其区别在于:
175.称取88gwc粉体粒径5.12μm和12gco粒径1.05μm粉进行混合,用选择性激光熔化方式进行打印;其中,打印激光功率65w,扫描速度350mm/s,扫描间隔0.04mm,层厚0.03mm;
176.对比例17采用选择性激光熔化打印的得到的硬质合金材料的表面质量远远低于实施例2采用光固化打印得到的硬质合金刀具。
177.表1.本发明实施例和对比例的制得的硬质合金刀具的性能数据
[0178][0179]
需要说明的是,表1中“——”表示无法进行性能测试或未做性能测试,从表中可知,本发明采用光固化打印得到的硬质合金刀具具有优异的综合性能。
[0180]
由硬质合金刀具坯体的截面微观图(图4)和硬质合金刀具坯体的表面微观图(图5)可以看出,本发明光固化打印得到的硬质合金刀具坯体内部每层的固化厚度相近,坯体表面质量良好,光固化的打印件的精度好。
[0181]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1