一种弯磁条边缘打磨装置的制作方法
1.本发明涉及锰锌软磁铁氧体加工领域,尤其涉及一种弯磁条边缘打磨装置。
背景技术:
2.在锰锌软磁铁氧体的生产过程中,需要先进行成型压坯,具体为在压机上装好模具,模具中填充粉料,把粉料成型为具有一定强度的坯件,其中,弯磁条是坯件一种特殊形状的产品,主要应用在电磁灶和电磁炊具中,参考11,弯磁条的弯曲弧度处内侧和外侧均设计有凸起,且凸起处要求圆滑无毛边,目前,弯磁条压制成型后,由于形状特殊,多采用工作人员使用毛刷对弯磁条的凸起进行往复刷动,使弯磁条的凸起进行去毛刺工作,但由于人工除毛边速度较慢,导致弯磁条的生产效率降低,其次,通过人工刷毛,无法使弯磁条的凸起上较坚硬的毛刺去除干净,致使弯磁条的品质降低,因此,提出一种可快速去除毛边的弯磁条边缘打磨装置。
技术实现要素:
3.本发明的目的在于提供一种弯磁条边缘打磨装置,以解决弯磁条在成型过程中,弯曲弧度处的凸起毛边去除不便的技术问题。
4.本发明为解决上述技术问题,采用以下技术方案来实现:
5.一种弯磁条边缘打磨装置,包括两侧均具有凸起的弯磁条以及水平设置在弯磁条下方且两侧具有滑槽的运输机;
6.在所述运输机的滑槽内侧设置沿所述运输机的滑槽移动的支撑部件,所述支撑部件的上方设有与所述运输机连接的导轨,所述运输机的内侧且位于导轨的下方设置有磁铁;
7.在所述运输机的滑槽内侧且位于支撑部件的侧面设置驱动部件,所述驱动部件的上方设置有电机,所述电机的输出轴处设置有毛刷;
8.其中,所述导轨靠近端部处设有开口,并且所述开口位置与所述电机的位置相对应;
9.所述驱动部件包括伸缩杆以及安装在所述运输机滑槽中的安装部件,其中,伸缩杆伸出距离与弯磁条的形状相对应。
10.优选的,所述导轨的开口处设有与所述运输机连接的铲板,所述导轨的开口处且位于所述铲板的上方设置有挡板,其中,所述铲板的一端呈倾斜设置。
11.优选的,所述导轨的数量为两个,两个所述导轨的形状均呈s形,两个所述导轨之间具有间隙,所述间隙尺寸为弯磁条运输适配尺寸。
12.优选的,所述导轨的开口一侧呈弯折状,其弯折角度为十五度至六十度。
13.优选的,所述毛刷的边缘刷毛长度大于所述毛刷中部刷毛长度。
14.优选的,所述支撑部件包括与所述运输机连接的支撑块以及安装在所述支撑块上方且与所述导轨连接的连接板;
15.其中,所述连接板的表面设有两个通孔,且通孔为腰形孔;
16.所述支撑块和连接板位导轨的固定部件,并且在导轨的侧面设置与所述运输机连接的多个支撑部件。
17.优选的,所述安装部件包括安装在所述运输机滑槽内侧的固定板以及设置在所述固定板侧面顶端且与所述电机连接的安装板,所述固定板的侧面底端设置有贯穿所述固定板且两端分别与安装板和伸缩杆连接的连接件。
18.优选的,所述固定板侧面的顶端中部设有滑动槽,所述安装板的下方设有沿所述固定板的滑动槽移动的滑块。
19.优选的,所述磁铁为电磁铁。
20.本发明的有益效果是:
21.本发明通过运输机带动弯磁条沿导轨的间隙移动,并通过磁铁的磁力使弯磁条位于导轨开口处移动速度降低,同时使铲板对弯磁条的边缘铲起,使弯磁条的凸起处与运输机分离,挡板对弯磁条进行限位,避免弯磁条脱落,并通过伸缩杆带动连接件,使安装板在固定板的上方滑动,使电机带动毛刷转动的同时沿弯磁条的侧面移动,使转动刷毛与弯磁条产生摩擦,使弯磁条的凸起进行打磨。
附图说明
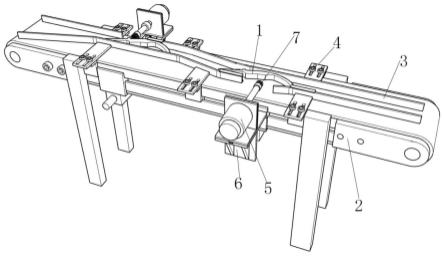
22.图1为本发明的整体结构左视示意图;
23.图2为本发明的整体结构有视示意图;
24.图3为本发明的导轨处放大示意图;
25.图4为本发明的运输机处爆炸示意图;
26.图5为本发明的a处放大示意图;
27.图6为本发明的b处放大示意图;
28.图7为本发明的电机处放大示意图;
29.图8为本发明的驱动部件爆炸示意图;
30.图9为本发明的毛刷处放大示意图;
31.图10为本发明的支撑部件放大示意图;
32.图11为本发明的弯磁条结构示意图;
33.附图标记:1、弯磁条;2、运输机;3、导轨;4、支撑部件;41、支撑块;42、连接板;5、电机;6、驱动部件;61、固定板;62、伸缩杆;63、连接件;64、滑块;65、安装板;7、毛刷;8、磁铁;9、铲板;10、挡板。
具体实施方式
34.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例和附图,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。
35.下面结合附图描述本发明的具体实施例。
36.实施例1
37.在本实施例中提出了一种弯磁条边缘打磨装置,包括两侧均具有凸起的弯磁条1以及水平设置在弯磁条1下方且两侧具有滑槽的运输机2;
38.在运输机2的滑槽内侧设置沿运输机2的滑槽移动的支撑部件4,支撑部件4的上方设有与运输机2连接的导轨3,且需要注意的是导轨3的底端与运输机2之间未产生摩擦,运输机2的内侧且位于导轨3的下方设置有磁铁8,其中,磁铁8为电磁铁;
39.在运输机2的滑槽内侧且位于支撑部件4的侧面设置驱动部件6,驱动部件6的上方设置有电机5,电机5的输出轴处设置有毛刷7;
40.其中,导轨3靠近端部处设有开口,并且开口位置与电机5的位置相对应;
41.驱动部件6包括伸缩杆62以及安装在运输机2滑槽中的安装部件,其中,伸缩杆62伸出距离与弯磁条1的形状相对应;
42.导轨3的开口处设有与运输机2连接的铲板9,导轨3的开口处且位于铲板9的上方设置有挡板10,需要注意的是,铲板9的一端呈倾斜设置,且铲板9的长度与弯磁条1的在导轨3的开口处移动距离相同,据此,弯磁条1位于导轨3开口处位置呈倾斜放置。
43.具体的,请参阅图1-11,在本实例中提出一种能够对弯磁条凸起进行打磨的装置,该打磨的装置结合链式运输机2、导轨3、电机5、驱动部件6、毛刷7、铲板9、挡板10等部件,旨在通过运输机2带动弯磁条1沿导轨3的间隙移动,并通过磁铁8的磁力使弯磁条1位于导轨3开口处移动速度降低,同时使铲板9对弯磁条1的边缘铲起,使弯磁条1的凸起处与运输机2分离,并通过伸缩杆62带动连接件63,使安装板65在固定板61的上方滑动,使电机5带动毛刷7转动的同时沿弯磁条1的侧面移动,使毛刷7的刷毛对弯磁条1的凸起进行打磨,同时挡板10在弯磁条1除毛刺时对弯磁条1进行限位,避免弯磁条1脱落,并通过磁铁8的磁力使碎屑吸附在运输机2的上方,且通过断电,使碎屑排出,避免了弯磁条1凸起去除毛刺时效率较低的问题。
44.以下,对本实例中所涉及的导轨3、支撑部件4、毛刷7、安装部件的具体结构进行说明;
45.请参阅图1-6,导轨3的数量为两个,两个导轨3的形状均呈s形,两个导轨3之间具有间隙,需要注意的是,间隙尺寸为弯磁条1运输适配尺寸,需要注意的是,导轨3的开口一侧呈弯折状,其弯折角度为十五度至六十度,其中,导轨3的弯折斜面朝向弯磁条1,并且在弯磁条1位于导轨3开口处进行导向。
46.请参阅图7-9,毛刷7的边缘刷毛长度大于毛刷7中部刷毛长度,需要注意的是,毛刷7的边缘刷毛与弯磁条1的凸起边缘接触。
47.请参阅图1-10,支撑部件4包括与运输机2连接的支撑块41以及安装在支撑块41上方且与导轨3连接的连接板42,连接板42的表面设有两个通孔,需要注意的是,通孔为腰形孔,其中支撑块41的底端具有沿运输机2滑槽移动的滑块,支撑块41和连接板42位导轨3的固定部件,并且在导轨3的侧面设置与运输机2连接的多个支撑部件4。
48.请参阅图7-8,安装部件包括安装在运输机2滑槽内侧的固定板61以及设置在固定板61侧面顶端且与电机5连接的安装板65,固定板61的侧面且位于安装板65的下方设有长条孔,固定板61的侧面底端设置有贯穿固定板61且两端分别与安装板65和伸缩杆62连接的连接件63,需要注意的使连接件63的顶端穿过长条孔与安装板65连接,其中,固定板61侧面的顶端中部设有滑动槽,安装板65的下方设有沿固定板61的滑动槽移动的滑块64。
49.以下,结合导轨3、支撑部件4、毛刷7、安装部件的具体构型,对毛刷7至弯磁条1处的滑动过程进行分解:
50.①
请参阅图2和图6,因弯磁条1由运输机2带动沿导轨3的间隙移动至导轨3的开口处,且由于毛刷7的中心与弯磁条1的中心对齐,因此伸缩杆62带动连接件63和安装板65做直线运动,电机5和毛刷7在安装板65的带动下靠近弯磁条1,并使毛刷7与弯磁条1接触,并通过电机5旋转力,使毛刷7的刷毛转动与弯磁条1产生摩擦,对弯磁条1的凸起进行毛刺去除。
51.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1