一种超厚规格高强度核反应堆安全壳用钢及其制造方法与流程
本发明属于金属材料领域,尤其涉及一种超厚规格高强度核反应堆安全壳用钢及其制造方法。
背景技术:
1、核电机组的大型化发展对建造用材的要求不断提高,其中用于建造ap1000、cap1400等核电机组钢制安全壳的asmesa-738gr.b钢因强度级别和标准厚度上限(≤100mm)的限制已无法完全满足使用要求。
2、核反应堆安全壳设备系统是ap1000、cap1400等三代压水堆核电站的重要组成部分,是整个核电机组的安全防护罩。目前该设备建造用钢抗拉强度级别在585mpa,随着核电机组的大型化发展趋势,该强度级别已无法满足使用要求,需要提升到685mpa以上,但同时钢的塑韧性不能降低。此外,最大钢板厚度也要提升到100mm以上,最大可达180mm。
3、国内现有关于此类钢的发明专利中,存在着钢板厚度不足,综合性能差,强度低等问题,也有相似专利与本发明成分设计、工艺设计不相同等。
4、发明“一种核反应堆安全壳用特厚规格高强钢及其制造方法”(cn111394547a)公开了一种110-150mm厚核反应堆安全壳用高强钢及其制造方法,成分设计为c:0.15%-0.20%;si:0.15%-0.30%;mn:0.80%-1.30%;p≤0.010%;s≤0.005%;ni:0.65%-1.10%;cr:0.10%-0.30%;mo:0.15%-0.40%;cu:0.15%-0.20%;alt:0.02%-0.04%。该发明成分设计采用高c、ni+cr+mo,并添加了少量的cu,涉及钢板低温冲击韧性仅为-7℃下的性能,且未提及钢板的抗脆断性能。
5、发明“一种压水堆核电站安全壳封头用高强度钢板及其制造方法”(cn111020405a)公开了一种20-90mm厚压水堆核电站安全壳封头用高强度钢板及其制造方法,钢的成分设计为c:0.10-0.17%;si:0.15-0.35%;mn:1.10-1.60%;p≤0.015%;s≤0.008%;ni:0.20-0.60%;cr:0.20-0.50%;mo:0.65-0.95%;al:0.015-0.035%;nb:0.032-0.045%;cu≤0.050%;v≤0.020%,其余为fe和不可避免的杂质。该发明采用ni+cr+mo+nb的成分设计,而且所述钢板厚度为20-90mm,且未明确钢板的tndt性能,综合性能较差。
6、发明“核电站安全壳用厚钢板及其制造方法”(cn102766805a)公开一种10-60mm厚核电站安全壳用厚钢板及其制造方法,成分设计为c:0.06-0.15%;si:0.1-0.4%;mn:1.0-1.5%;p≤0.012%;s≤0.003%;ni:0.2-0.5%;cr≤0.25%;mo:0.1-0.3%;v≤0.05%;nb≤0.03%;ti≤0.03%;al:0.015-0.05%;ca:0.0005-0.005%,钢板制造则采用热轧+离线调质的工艺。其不足之处在于,此发明获得的钢板拉伸屈服强度为468~649mpa,抗拉强度为585~705mpa,强度较低,且为薄规格钢板。
7、发明“用于核反应堆安全壳的高强度钢板及其制造方法”(cn102264936a),发明钢的成分设计为:c:0.03-0.20%;si:0.15-0.55%;mn:0.9-1.5%;al:0.001-0.05%;p≤0.030%;s≤0.030%;cr≤0.30%;mo≤0.20%;ni≤0.60%;v≤0.07%;nb≤0.04%;ti:0.005-0.025%;n:0.0020-0.0060%;b:0.0005-0.0020%,ca:5ppm-50ppm,余量的fe和不可避免的杂质。制造采用再结晶控轧+离线调质的方式。其不足之处在于,钢板的强度偏低,而且只涉及室温拉伸和低温冲击性能,其它性能未明确。
技术实现思路
1、本发明的目的在于克服上述问题和不足而提供一种具有高强度(rm>710mpa,rp0.2>620mpa),良好的低温韧性(-40℃kv2≥150j)和抗脆断性能(tndt≤-45℃),以及抗层状撕裂性能(z≥55%)等,组织性能均匀稳定,可以满足新型核电机组安全壳用钢的高标准要求的超厚规格高强度核反应堆安全壳用钢及其制造方法。
2、本发明提供了一种150mm-200mm厚高强度核反应堆安全壳用钢及其制造方法,生产的钢板具有685mpa以上的高强度,良好的塑韧性和抗低温脆断性,且组织性能均匀稳定等优点,完全可以满足新型核电机组钢制安全壳用钢的要求。
3、本发明目的是这样实现的:
4、一种超厚规格高强度核反应堆安全壳用钢,该钢的成分按重量百分比计如下:c:0.13~0.16%;si:0.20~0.40%;mn:1.10~1.50%;p≤0.010%;s≤0.005%;ni:1.60~2.1%;cr:0.41~0.59%;v:0.06~0.08%;ti:0.05~0.08%;w:0.01~0.03%;b:0.003~0.005%;ca:0.001~0.003%;al:0.02~0.05%;[h]≤1.5ppm;[o]≤8ppm;余量为fe和不可避免的杂质。
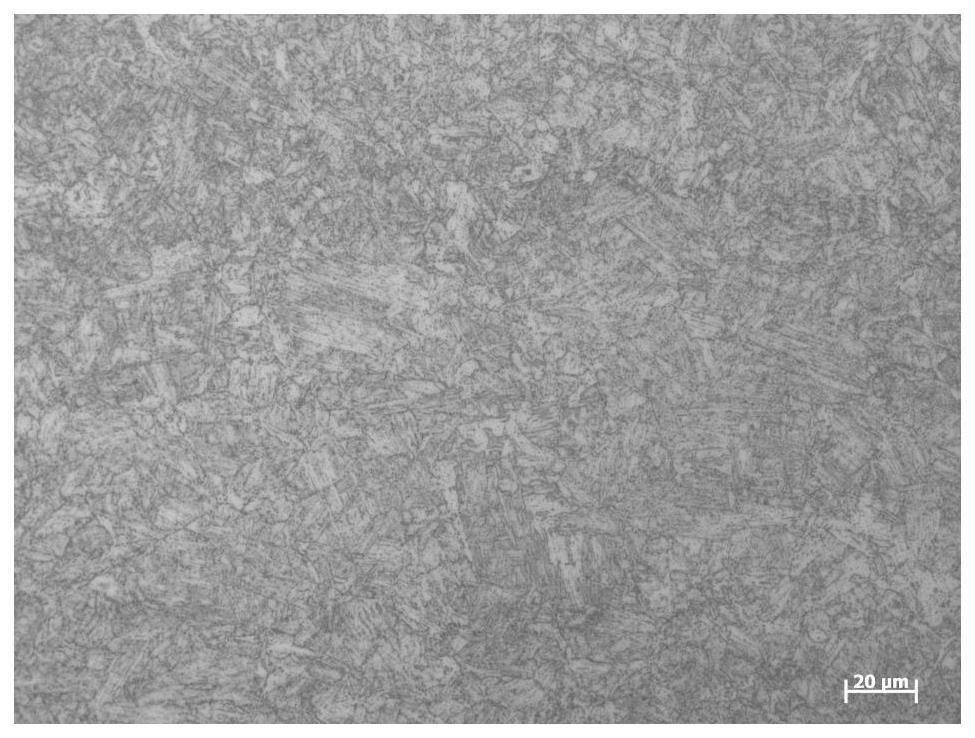
5、所述钢板组织为回火索氏体。
6、所述钢板厚度150mm~200mm。
7、所述钢板室温拉伸抗拉强度>710mpa,屈服强度>620mpa,断后伸长率>20%;150℃拉伸抗拉强度>680mpa,屈服强度>600mpa;-40℃冲击吸收能量≥150j;z向≥55%;tndt≤-45℃。且钢板性能均匀,厚度1/4处和1/2处的强度相差不大于15mpa,-40℃冲击吸收能量均值相差不大于10j。
8、本发明成分设计理由如下:
9、(1)c:形成固溶体,提高钢的强度和硬度;与v、ti、w等元素形成碳化物,改善钢板的强韧性;提高钢的淬透性;形成的tic还有利于提高本发明大厚度钢坯加热时的奥氏体粗化温度,避免长时间加热中晶粒长大。但碳含量的增加会损坏钢的焊接性能和低温韧性,因此本发明c含量控制为0.13~0.16%。
10、(2)si:在本发明钢中用于还原剂和脱氧剂,净化钢质,并起一定的固溶强化作用。si含量过高,会降低钢的塑韧性,所以本发明钢中si含量为0.20~0.40%。
11、(3)mn:起一定的固溶强化作用,能提高钢板的强度;降低钢的马氏体转变温度,提高钢的淬透性,改善本发明钢热处理后的力学性能;细化淬火马氏体组织,改善强韧性。过多的锰易造成偏析,损坏钢板的性能均匀性。因此设计mn含量为1.10~1.50%。
12、(4)p、s:均为有害元素,p会引起钢的冷脆,s会造成钢的热脆,且易偏析,对钢的低温韧性和抗层状撕裂性能均有明显的不利影响,因此含量越低越好,本发明控制钢中的p≤0.010%、s≤0.005%。
13、(5)ni:是本发明钢中重要的合金元素,主要作用包括:1)降低临近转变温度,提高钢板的淬透性;2)大幅度提高钢板的低温韧性,且不损害钢板的强度;3)细化淬火组织;改善钢板热处理后的组织和性能;4)提高钢板的抗脆断性能,改善因加入较高ti所引起的钢板抗脆性能力降低的影响。根据本发明需要,ni含量控制为1.60~2.1%。
14、(6)cr:用于提高钢板的强度;提高钢板的淬透性;降低获得马氏体组织的最小冷却速度,使钢板更易获得马氏体组织并细化组织,从而促进细小回火索氏体的生成,使钢板保持良好的强韧性和组织性能稳定性。含量过高会降低钢的焊接性能,因此本发明钢中cr含量为0.41~0.59%。
15、(7)v:在钢板低温段轧制时用于析出一定量的v(cn),抑制奥氏体再结晶和阻止晶粒长大;在钢板淬火时,一部分v固溶于奥氏体中,可以提高钢板的淬透性;本发明钢板厚度大,在淬火热处理中,表层冷速较快,而中心部位冷速较慢,通过加入适量的v,使中心部位在冷却过程中弥散析出大量细小的v(cn),从而起到明显的沉淀强化和细晶强化作用,提高钢板中心部位的强韧性,改善沿厚度截面组织和性能的均匀性。根据需要,本发明v含量设计为0.07~0.10%。
16、(8)ti:强碳氮化物形成元素,在钢坯凝固中,可以形成高熔点的细小tin粒子,改善铸态组织;本发明采用的钢坯较厚,需要高温下较长时间的加热,ti可以有效阻止加热时奥氏体晶粒长大,促进奥氏体细小均匀化;在钢板轧制时,由于厚度大,温降较慢,特别是中心部位,易发生晶粒长大,造成晶粒大小不均匀,严重影响钢板的综合性能,加入适量的ti,可以抑制高温轧制中奥氏体晶粒长大,控制奥氏体再结晶和析出强化作用,改善钢板的组织和性能。因此本发明中ti含量设计为0.05~0.08%。
17、(9)w:一部分溶入铁中形成固溶体,提高钢板的淬透性;一部分形成难熔碳化物,在较高温度回火时,抑制碳化物的聚集,提高细小析出物的稳定性和弥散性,使钢板保持良好的强韧性;改善钢板的抗脆断性能,降低无塑性转变(ndt)温度。本发明控制w含量为0.01~0.03%。
18、(10)b:用于提高本发明钢板的淬透性,控制含量为0.003~0.005%。
19、(11)ca:起良好的脱氧作用,由于本发明加入了较高的ti,如果[o]较高,会严重影响钛的合金效果;使夹杂物变形,改变夹杂物形态,使其细小、球化,有效净化钢质和提高钢板的低温韧性。ca含量过高,将适得其反,因此,本发明控制ca含量为0.001~0.003%。
20、(12)al:起到一定的脱氧作用,并细化晶粒。本发明al含量为0.02-0.05%
21、(13)h和o:h和o对钢板的性能都会产生不利的影响,本发明严格控制[h]≤1.5ppm,[o]≤8ppm。
22、本发明技术方案之二是提供一种超厚规格高强度核反应堆安全壳用钢的制造方法,包括电渣重熔、加热、轧制、堆垛缓冷、调质处理;
23、电渣重熔:
24、电渣重熔中严控钢中气体含量,保证[h]≤1.5ppm,[o]≤8ppm。并通过ca处理,控制非金属夹杂物≤0.5级,且球化。电渣重熔可以有效改善钢坯结晶组织,消除中心疏松和中心偏析,提高钢质纯净度和组织性能均匀性;电渣坯厚度为500~700mm;
25、加热:
26、电渣坯在室式炉中加热,优选,装炉后升温速率控制在100~130℃/h;升温到1230~1260℃后,保温5~7h。在高温长时间的加热中,通过细小tin粒子抑制奥氏体晶粒长大,改善铸态组织。电渣坯出炉后采用高压水除鳞,去除表面氧化铁皮,保证钢板良好的表面质量。加热速率100~130℃/h,有利于保证电渣坯内外加热温度均匀一致,避免内外温差较大而形成较大的内应力,还有利于组织和析出物均匀化。
27、轧制:
28、钢板开轧温度为1160~1200℃,轧制采用高温大压下的制度,控制前5道次单道次变形量≥50mm,控制终轧温度为880~910℃,轧制成品钢板厚度为150~200mm。采用高温大压下的多道次轧制,有利于促进轧制渗透,提高钢坯沿厚度截面的变形一致性,提高钢板的组织均匀性和抗层状撕裂性能。并通过促进奥氏体反复再结晶,细化晶粒。优选,钢板的轧制压缩比大于3,提高总轧制变形量,改善钢板的抗层状撕裂性能。
29、堆垛缓冷:
30、钢板轧后下线堆垛缓冷,缓冷时间不小于30小时,充分消除钢板内应力,降低钢板表面和中心温差,使轧制组织进一步均匀化。
31、调质处理:
32、钢板缓冷后采用离线调质处理工艺,其中淬火温度为950~970℃,保温时间为1~2min/mm,淬火冷速为20~25℃/s;本发明钢板采用较高的淬火温度,适当缩短保温时间,促进奥氏体化充分,均匀,同时提高v的固溶,增加钢板的淬透性。20~25℃/s的冷却速度,可以保证钢板获得全部板条马氏体组织(m板),并细化板条结构。在淬火冷却中,还利用v的碳氮化物析出来改善厚度截面组织和性能的均匀性。
33、回火保温温度为570~620℃,保温时间为2h+(0.5~1min/mm),钢板出炉后空冷。通过回火热处理,消除淬火内应力,并改善钢板的组织结构,弥散化析出物,使钢板获得稳定的回火索氏体组织,同时获得优异的力学性能。
34、应用本发明的有益效果在于:
35、1、本发明钢采用mn+ni+cr低合金化、v+ti微合金化成分设计,并加入适量w和b,获得了一种回火索氏体、超厚、高强韧性核反应堆安全壳用钢。
36、2、通过工艺控制,并进行ca处理,降低非金属夹杂物≤0.5级,且球化,有效改善了钢坯铸态组织,消除了中心疏松和偏析,实现钢质洁净化生产。
37、3、通过合金元素ni、v、ti等的合理利用,结合大压缩比、高渗透直轧工艺,实现了150~200mm厚高强度钢板的高效率、均质化生产。
38、本发明获得了一种150mm-200mm厚高强度核反应堆安全壳用钢,钢板室温拉伸抗拉强度>710mpa,屈服强度>620mpa,断后伸长率>20%;150℃拉伸抗拉强度>680mpa,屈服强度>600mpa;-40℃冲击吸收能量≥150j;z向≥55%;tndt≤-45℃。性能和组织均匀稳定,完全满足新型核电机组安全壳用钢的使用要求。
- 还没有人留言评论。精彩留言会获得点赞!