一种可自动换向的打磨机器人装置的制作方法
1.本实用新型涉及打磨机器人技术领域,具体为一种可自动换向的打磨机器人装置。
背景技术:
2.在铸造行业中,目前常使用的冷式压铸机是将熔融铝液通过压射杆压射到模具型腔中冷却成型,开模后得到较高精度的铝铸件的铸造机械。随着家用电器、汽车等工业的快速发展,压铸件的形式和结构也随着零部件功能的增加而变得更为复杂,相应工件的毛边,如浇冒口残根、分型线毛刺、顶杆毛刺、隔皮等,变得粗大复杂,并且分布于工件各个表面,为工件的后续加工处理带来较大工作量。一直以来工件后续打磨处理通常采用人工作业,耗费大量人力物力,且人工打磨操作存在误差,次品率也大量增加。
3.目前,为减少人力资源浪费,降低人为因素造成的次品率,市场上已经存在了自主打磨去毛刺的机器人设备,但大多机器人装置仅有一种夹持姿态,需要通过添加快换法兰盘或者将工件放置中转之后,再次夹持的方式来换向打磨,将大大增加打磨的物力和时间成本;打磨节拍难以符合生产需求,并且此方法增加的附属装置也大量占用生产场地。
技术实现要素:
4.本实用新型的目的在于提供一种可自动换向的打磨机器人装置,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本实用新型提供如下技术方案:一种可自动换向的打磨机器人装置,包括六轴机器人本体、示教器、控制柜和夹爪组件,所述六轴机器人本体、示教器分别与所述控制柜电性连接,所述夹爪组件与所述六轴机器人本体末端轴固定连接,所述六轴机器人本体包括安装底座、六个支撑关节、动力系统、本体线缆,六个所述支撑关节依次活动连接,所述动力系统与支撑关节连接,所述动力系统与本体线缆电性连接。
6.进一步的,所述示教器通过示教器线缆与控制柜电性连接,所述六轴机器人本体通过电源线缆与控制柜电性连接。
7.进一步的,所述夹爪组件包括连接支架、安装板、两个支撑架、旋转机构、压紧导杆、压紧块、连接轴承、定位杆、导轨副、联动气缸、直线气缸;所述连接支架与六轴机器人本体末端轴固定连接,所述连接支架外壁远离六轴机器人本体一侧与安装板固定连接,所述安装板外壁与导轨副固定连接,两个所述支撑架对称设于导轨副外侧,所述支撑架与导轨副上的滑块固定连接,所述联动气缸设于两个支撑架之间,所述联动气缸的两个输出端分别与两个滑块固定连接,所述直线气缸设于连接支架内侧,所述直线气缸输出端延伸至安装板外侧与定位杆固定连接,所述旋转机构和压紧导杆分别设于一个支撑架外壁两侧,所述旋转机构输出端和压紧导杆固定连接,所述压紧块通过连接轴承与另一个支撑架连接,所述压紧导杆和压紧块均设于两个支撑架之间。
8.进一步的,所述支撑架和定位杆分别与安装板相互垂直,所述导轨副、联动气缸、
压紧导杆、压紧块分别与安装板相互平行。
9.进一步的,所述旋转机构为回转气缸,所述连接轴承为滑动轴承。
10.进一步的,所述旋转机构为电机减速机系统,所述连接轴承为滚动轴承。
11.与现有技术相比,本实用新型所达到的有益效果是:
12.1、本实用新型中联动气缸夹紧时,旋转机构根据输入信号旋转特定角度,直线气缸带动定位杆将工件锁紧,形成压紧导杆、压紧块及定位杆三点支撑的特定姿态,精确可靠地保持相应姿态,以便于打磨刀具作用于工件的第一设定部位;第一设定部位打磨完毕之后,直线气缸带动定位杆收回,为工件的旋转让出空间,旋转机构按照重新输入的信号旋转特定角度,直线气缸带动定位杆将工件锁紧,再次形成压紧导杆、压紧块及定位杆三点支撑的特定姿态,近而完成另一设定部位的打磨,动作依次循环进行,直至完成工件所有设定部位的打磨过程;
13.2、本实用新型可很好地节约生产成本,提升生产效率,同时可解决生产空间受限的问题;并且通过精确控制运行策略,提高打磨精度,降低人工打磨的精度误差,降低次品率,整体提升生产效益;同时依靠本实用新型的创新设计,本实用新型具有结构可靠、防护严密、模块化组装、适应恶劣工况环境等优点。
附图说明
14.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
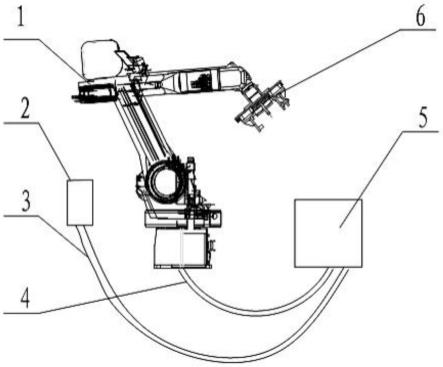
15.图1是本实用新型整体的结构示意图;
16.图2是本实用新型夹爪组件的结构示意图;
17.图3是本实用新型夹爪组件的工作状态示意图;
18.图中:1、六轴机器人本体;2、示教器;3、示教器线缆;4、电源线缆;5、控制柜;6、夹爪组件;61、连接支架;62、安装板;63、支撑架;64、旋转机构;65、压紧导杆;66、压紧块;67、支撑轴承;68、定位杆;69、导轨副;610、联动气缸;611、直线气缸;7、工件。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例1
21.如图1-图3所示的一种可自动换向的打磨机器人装置,包含六轴机器人本体1、示教器2、示教器线缆3、电源线缆4、控制柜5、夹爪组件6。
22.所述六轴机器人本体1,包括安装底座、六个支撑关节及动力系统、本体线缆,为所述夹爪组件6所处空间位置提供支撑;所述示教器2及示教器线缆3为六轴机器人运行及空间定位起到调控作用;所述控制柜5及电源线缆4为六轴机器人本体1及夹爪组件6的定位、信号处理起到计算及储存的作用。
23.所述夹爪组件6包括连接支架61、安装板62、支撑架63、旋转机构64(回转气缸)、压
紧导杆65、压紧块66、支撑轴承67(滑动轴承)、定位杆68、导轨副69、联动气缸610、直线气缸611。所述夹爪组件6通过所述连接支架61安装于六轴机器人本体1本体末端轴上,在六轴机器人本体1的支撑及控制系统的引导作用下实现一系列的位置姿态;所述安装板62固定于连接支架61,将所述导轨副69、联动气缸610、固定于安装板62,联动气缸610提供直线方向夹爪组件的夹紧与松脱的动力,导轨副69起直线方向导向作用;所述支撑架63底部分别安装于联动气缸610与导轨副69滑块的安装面上,将动力系统与导向系统连接,支撑架63上端安装旋转机构64(回转气缸)、压紧导杆65、支撑轴承67(滑动轴承)及压紧块66;联动气缸610夹紧时,旋转机构64(回转气缸)根据输入信号旋转特定角度,直线气缸611带动定位杆68将工件7锁紧,形成压紧导杆65、压紧块66及定位杆68三点支撑的特定姿态,精确可靠地保持相应姿态,以便于打磨刀具作用于工件7的第一设定部位。
24.第一设定部位打磨完毕之后,直线气缸611带动定位杆68收回,为工件7的旋转让出空间,旋转机构64(回转气缸)按照重新输入的信号旋转特定角度,直线气缸611带动定位杆68将工件锁紧,再次形成压紧导杆65、压紧块66及定位杆68三点支撑的特定姿态,近而完成另一设定部位的打磨,动作依次循环进行,直至完成工件7所有设定部位的打磨过程。
25.实施例2
26.如图1-图3所示的一种可自动换向的打磨机器人装置,包含六轴机器人本体1、示教器2、示教器线缆3、电源线缆4、控制柜5、夹爪组件6。
27.所述六轴机器人本体1,包括安装底座、六个支撑关节及动力系统、本体线缆,为所述夹爪组件6所处空间位置提供支撑;所述示教器2及示教器线缆3为六轴机器人运行及空间定位起到调控作用;所述控制柜5及电源线缆4为六轴机器人本体1及夹爪组件6的定位、信号处理起到计算及储存的作用。
28.所述夹爪组件6包括连接支架61、安装板62、支撑架63、旋转机构64(电机减速机系统)、压紧导杆65、压紧块66、支撑轴承67(滚动轴承)、定位杆68、导轨副69、联动气缸610、直线气缸611。所述夹爪组件6通过所述连接支架61安装于六轴机器人本体1本体末端轴上,在六轴机器人本体1的支撑及控制系统的引导作用下实现一系列的位置姿态;所述安装板62固定于连接支架61,将所述导轨副69、联动气缸610、固定于安装板62,联动气缸610提供直线方向夹爪组件的夹紧与松脱的动力,导轨副69起直线方向导向作用;所述支撑架63底部分别安装于联动气缸610与导轨副69滑块的安装面上,将动力系统与导向系统连接,支撑架63上端安装旋转机构64(电机减速机系统)、压紧导杆65、支撑轴承67(滚动轴承)及压紧块66;联动气缸610夹紧时,旋转机构64(电机减速机系统)根据输入信号旋转特定角度,直线气缸611带动定位杆68将工件7锁紧,形成压紧导杆65、压紧块66及定位杆68三点支撑的特定姿态,精确可靠地保持相应姿态,以便于打磨刀具作用于工件7的第一设定部位。
29.第一设定部位打磨完毕之后,直线气缸611带动定位杆68收回,为工件7的旋转让出空间,旋转机构64(电机减速机系统)按照重新输入的信号旋转特定角度,直线气缸611带动定位杆68将工件锁紧,再次形成压紧导杆65、压紧块66及定位杆68三点支撑的特定姿态,近而完成另一设定部位的打磨,动作依次循环进行,直至完成工件7所有设定部位的打磨过程。
30.本实用新型的整体工作原理:
31.初始阶段,六轴机器人处于待机位置,各轴及夹爪组件处于各自原点位置。在待机
位时,夹爪组件的联动气缸处于张开状态,当控制柜执行开始信号之后,六轴机器人带动夹爪组件按提前设置好的工作路线和顺序,依次完成以下动作:
32.1.所述六轴机器人带动夹爪组件运行至放置工件的料台位置,联动气缸接收夹紧信号,带动压紧顶杆及压紧块将工件夹紧;
33.2.所述夹爪组件在六轴机器人引导下,将工件转移至打磨刀具附近,在此过程中,旋转机构按照设定程序转动特定角度,将工件特定部位暴露,直线气缸带动定位杆将工件锁紧,形成压紧导杆、压紧块及定位杆三点支撑的特定姿态,牢固可靠地保持相应姿态,以便于打磨刀具作用于工件的设定部位;
34.3.第一设定部位打磨完毕之后,直线气缸带动定位杆收回,为工件的旋转让出空间,旋转机构按照重新输入的信号旋转特定角度,直线气缸带动定位杆将工件锁紧,再次形成压紧导杆、压紧块及定位杆三点支撑的特定姿态,近而完成另一设定部位的打磨,按照设定程序依次循环进行,直至所有设定部位完成打磨;
35.4.所述六轴机器人通过夹爪组件带动打磨完成的工件运动至料台,将工件放置于原位,完成工件的一次完整打磨;
36.5.所述六轴机器人带动夹爪组件对第二件工件按照上述步骤,依次循环进行;
37.6.完成所有工件打磨,所述六轴机器人带动夹爪组件回待机位。
38.本实用新型的一种可自动换向的打磨机器人装置,可很好地节约生产成本,提升生产效率,同时可解决生产空间受限的问题;并且通过精确控制运行策略,提高打磨精度,降低人工打磨的精度误差,降低次品率,整体提升生产效益;同时依靠本实用新型的创新设计,本实用新型具有结构可靠、防护严密、模块化组装、适应恶劣工况环境等优点。
39.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
40.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1