一种砂芯自动化去毛刺装置的制作方法
1.本实用新型属于集成自动化技术领域,涉及一种砂芯自动化去毛刺装置。
背景技术:
2.目前国内铸造行业不断的加大技术更新,尤其是在集成自动化方面,而作为铸造厂家最为重要产品的发动机缸体砂芯制芯,多数厂家在生产中采用的是制芯中心或单机设备与自动装配线连锁的方式,采用机器人在制芯机、预组芯、组芯、浸涂等几个工位对砂芯进行转运,生产效率高,制芯精度高,人工干预少,但是高度自动化的生产中无法采用人工去毛刺的方式来保证装配后的整体芯质量,个别的项目中采用简单的固定装置对砂芯的分型面毛刺进行清理,但是无法清理砂芯内部活块处、内浇道处、通气塞处的毛刺,一般的厂家会在组芯台处或其他工位增加人工检查清理毛刺的工序,受砂芯结构影响,会出现漏检或清理掉的毛刺掉落在装配后砂芯内腔的问题,造成铸件砂眼缺陷。
3.目前铸造行业主流的制芯技术大多为冷芯制芯技术。在实际生产中绝大多数的冷芯砂芯在进入装配、涂料工序前都需要对砂芯处于分型面、内部活快结合部、排气道、通气塞等位置产生的飞边、毛刺进行打磨,以减少飞边、毛刺在浇注时被铁水冲刷,产生铸件的砂眼和裂沟等缺陷,由于目前铸造行业在砂芯去毛刺环节大部分采用的是人工作业方式,造成生产流程和人工成本增大,人工去毛刺效率低,劳动强度大,影响整个制芯、装配、涂料的自动化程度的提升,且经常有漏修的砂芯流入下道工序造成铸件废品。
4.公告号为cn208246452u涉及光纤制备领域,具体公开了加强芯去毛刺装置,包括支撑台,所述支撑台上转动连接有用于套设在加强芯上的套管,所述套管内壁设有抵接于加强芯钢丝刷,所述支撑台外设置有用于收卷加强芯的收卷装置。该加强芯去毛刺装置通过设置第一驱动件带动加强芯在内壁设置有钢丝刷的套管内移动以清扫加强芯表面的毛刺,具有方便清扫加强芯表面毛刺的优点。本技术解决了现有技术中人工难以去除加强芯表面毛刺的问题。
5.公告号为cn109396989a涉及去毛刺装置领域,特别涉及一种砂芯去毛刺装置及其控制方法,装置包括机体、去毛刺模块、砂芯夹具模块、自动防护门模块、控制模块;所述砂芯夹具模块与所述去毛刺模块设置在所述机体内,所述去毛刺模块对夹持在所述砂芯夹具模块上的砂芯进行去毛刺处理;所述控制模块设置在所述机体的外侧,所述控制模块对整个砂芯去毛刺装置进行气路控制;所述自动防护门模块可上下升降的设置在所述机体内。所述去毛刺模块和砂芯夹具模块可以准确的对砂芯进行去毛刺处理,保证了工件的准确性,防止误差出现。所述砂芯去毛刺装置可通过所述控制模块对所述去毛刺模块、砂芯夹具模块和自动防护门模块进行控制,实现砂芯自动化去毛刺功能。
6.公告号为cn112372415a公开了一种砂芯毛刺打磨装置和方法,装置包括基座、六自由度工业机器人、打磨头、工作台、夹具,所述打磨头可拆卸地安装在六自由度工业机器人的主轴上,可随主轴高速旋转,所示工作台安装在基座侧面,工作台上设置有两个工位,工作位于所述六自由度工业机器人工作行程内。所示夹具可拆卸地安装在工作台上表面,
所述夹具有两组,每个工作内设置一组,夹具安装在工作台上,对称设置,每组夹具有两个,朝向两个夹具之间的一侧设置有凹槽;每组夹具上可平稳放置一个砂芯工件,所述凹槽与砂芯工件的两端配合。砂芯毛刺打磨方法包括调试、建立工作坐标系、编程、安装砂芯、刀长补偿、双工位切换。本发明进行不停机的去毛刺工作提高成品合格率。
7.公告号为cn108032167a公开了一种发动机缸盖去毛刺专机,包括输送装置、顶升装置、移位夹紧装置、侧孔去毛刺装置、侧端通孔去毛刺装置、排屑装置、表面去毛刺装置、冷却装置和缸盖,采用自动化流水线的方式依次将缸盖内孔、侧孔、外表面的毛刺去除,提高了生产效率。
8.本技术在类似冷芯制芯中心及相关自动化制芯设备或自动化生产线中,采用plc自动控制清理毛刺装置,且可以根据不同产品不同工艺要求,对清理部位进行调整,清理效果好,动作节拍短,装置运行精度高。综上所述,未在相关专利研究文献中发现与本技术雷同的条目。
技术实现要素:
9.本实用新型所要解决的技术问题是克服了现有技术存在的冷芯制芯集成自动化项目中砂芯去毛刺无法实现自动化的问题,提供了一种砂芯自动化去毛刺装置。
10.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
11.为解决上述技术问题,本实用新型是采用如下技术方案实现的:
12.一种砂芯自动化去毛刺装置,其特征在于:包括铝型材框架、直线导轨、直线轴承、清理托盘、气缸、可调节安装支架;
13.所述直线导轨和直线轴承安装在铝型材框架上,所述清理托盘固定在直线轴承座上;
14.清理托盘与气缸连接,在清理托盘上设置可调节安装支架,按照砂芯需要清理毛刺的部位,在可调节安装支架上安装可旋转的清理毛刷或滚刷。
15.进一步地,所述气缸上设置节流阀,以调节清理毛刷的转速。
16.进一步地,驱动毛刷的气缸启动以及气缸停止,由取芯器或工作台运行启动、结束的信号给出。
17.进一步地,所述气缸上前后端带有磁性开关,气缸运行到位后,给取芯机器人信号,清理结束,取芯机器人开始运行下步工序。
18.进一步地,所述清理毛刷或滚刷选用尼龙材质。
19.进一步地,所述清理毛刷或滚刷选用聚氨酯。
20.进一步地,所述清理毛刷或滚刷选用采用橡胶材质。
21.进一步地,所述清理毛刷或滚刷长度为30mm-50mm。
22.进一步地,所述可调节安装支架采用移动式托架。
23.进一步地,砂芯下降到过模中,通过过模清理分型面毛刺。
24.与现有技术相比本实用新型的有益效果是:
25.本实用新型采用全自动化方式去除冷芯砂芯各个位置上的飞边、毛刺,完全集成在原有的制芯、装配、涂料自动化项目中,模块化安装,可适应多种自动化场景。
附图说明
26.下面结合附图对本实用新型作进一步的说明:
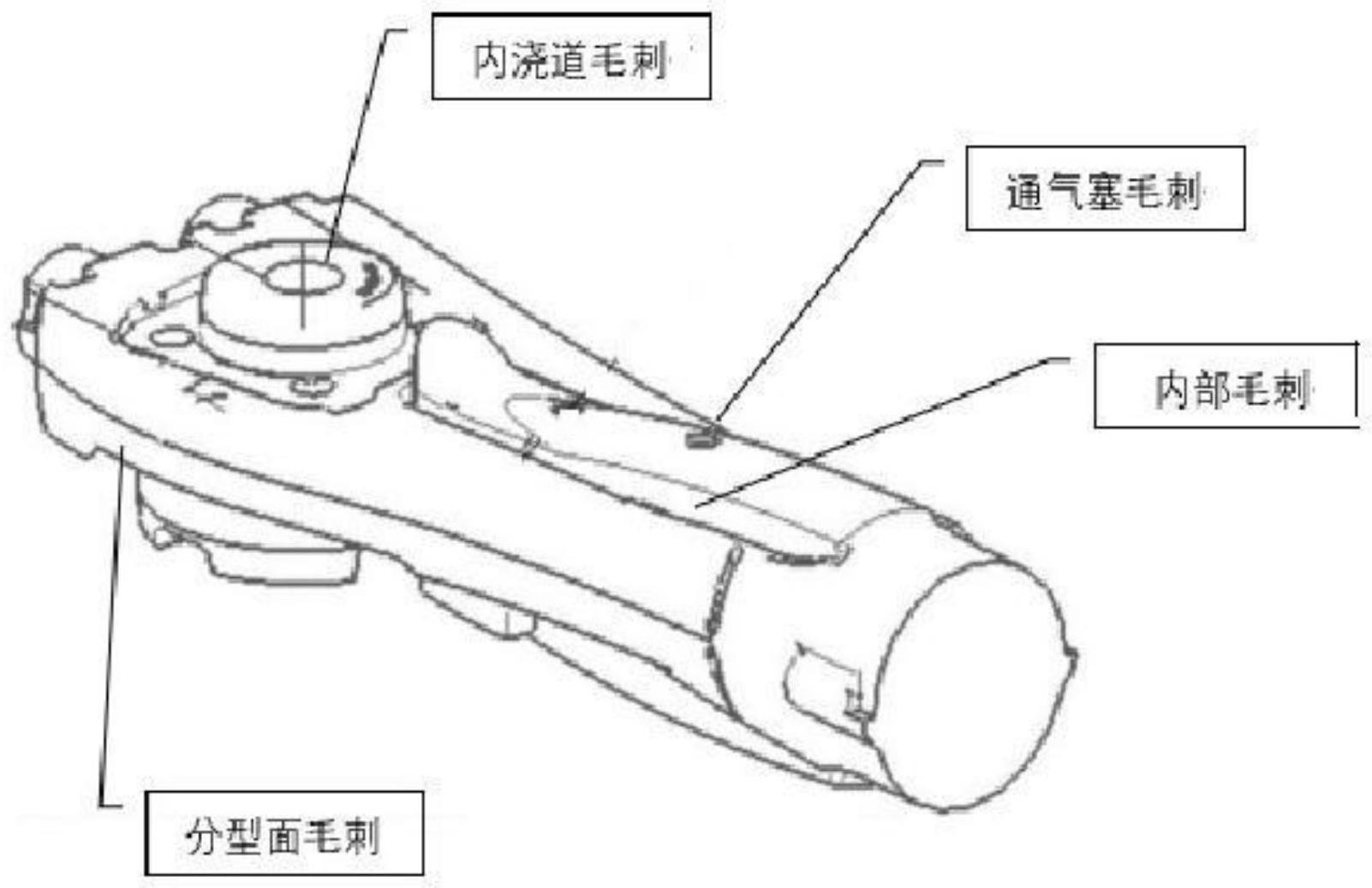
27.图1为需要去毛刺的砂芯示意图;
28.图2为需要去毛刺的工序;
29.图3为龙门架滚刷安装示意图;
30.图4为龙门架滚刷安装俯视图;
31.图5为毛刺清理站示意图;
32.图6为取芯器上砂芯位置图
33.图7为机器人在取芯器上拾取砂芯的专用夹具示意图;
34.图8为转运砂芯到去毛刺清理站的机器人示意图;
35.图9为去毛刺清理站自动清理毛刺装置安装示意图;
36.图10为毛刺清理站自动清理毛刺装置安装俯视运行示意图;
37.图11为清理站上部过模示意图。
38.图中:
39.1、清扫装置;2、铝型材框架;3、清理托盘;4、清理滚刷;5、可调节安装支架;6、气缸;7、砂芯;8、取芯器;9、取芯器运行方向;10、毛刺清理站;11、直线导轨;12、过模;
具体实施方式
40.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。下面结合附图对本实用新型的实施例进行详细说明。
41.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
42.下面结合附图对本实用新型作详细的描述:
43.本实用新型在自动化项目中的应用位置:
44.冷芯制芯中心,或配有自动组装线的连锁运行单机设备。
45.本实用新型的构成:
46.参阅图1,图1表示需要去毛刺的砂芯。
47.参阅图2,图2表示需要去毛刺的工序。
48.无论是垂直分型还是水平分型的制芯机,在机器人取芯时受限机器人及夹具的运行动作,在机器人夹具抓取砂芯之前,需要对面对夹具方向的一侧砂芯的毛刺进行清理。
49.参阅图3、图4,图3、图4表示龙门架清理滚刷安装示意图。
50.在取芯器或工作台运行前端加装龙门架,在龙门架的可调节安装支架上安装可旋转的清理滚刷,由气动马达带动,气动马达需加装节流阀,以调节清理滚刷的转速,清理滚刷高度可调节,以适应不同产品清理毛刺需求,气动马达启动信号由取芯器或工作台启动信号给出,以取芯器或工作台运行到位信号结束。取芯器或工作台在运行时,龙门架上的滚刷实现对砂芯上端的毛刺清理
51.参阅图5,去毛刺清理站:由两部分组成,固定的过模和自动运行的去毛刺装置。
52.参阅图6,图6为摆放在取芯器上的砂芯示意图;图7为机器人拾取砂芯的夹具,图8为取芯机器人示意图;取芯机器人在抓取砂芯后运行到去毛刺清理站,取芯机器人下降到设定位置的过模中,参阅图9,图10,表示去毛刺清理站自动清理毛刺装置示意图;参阅图11,为过模示意图;将抓取的砂芯下降到过模中,在同时完成分型面和内浇道的毛刺清理,将取芯机器人到位信号给到去毛刺装置,去毛刺装置开始按照砂芯长度方向开始运行,去毛刺装置由气缸带动,气缸的气动管路上应由节流阀,以调节整个去毛刺装置的运行速度,气缸上前后端带有磁性开关,气缸运行到位后,给取芯机器人信号,清理结束,取芯机器人开始运行下步步序。
53.参阅图9、图10,去毛刺装置结构:
54.整体框架由铝型材组成,在框架上安装直线导轨和直线轴承,将清理托盘固定在直线轴承座上,清理托盘与气缸连接,在清理托盘上按照砂芯需要清理毛刺的部位安装清理毛刷或滚刷,清理毛刷或安装座有调节高度的装置,以适应不同产品的不同清理位置。
55.清理毛刷或滚刷的选择:
56.清理毛刷一般使用在毛刺比较小的位置,例如通气塞上的毛刺,滚刷一般使用在较大和硬度比较大的毛刺或者飞边的位置,通过滚刷的旋转将毛刺或飞边打掉,清理毛刷或滚刷选用尼龙材质,清理毛刷或滚刷也可选用聚氨酯,清理毛刷或滚刷强度比较低,形状简单的可以采用橡胶材质。清理毛刷或滚刷长度为30mm-50mm。
57.本实用新型应用在集成自动化冷芯制芯中心(线)中,通过自动化控制原理自动化去毛刺。
58.本实用新型装置采用旋转滚刷去毛刺。
59.在去毛刺清理站中,采用移动式旋转滚刷托架。
60.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1