一种金属结合剂超硬材料珩磨油石专用石墨磨具的制作方法
1.本实用新型涉及石墨磨具制造技术领域,具体涉及一种金属结合剂超硬材料珩磨油石专用石墨磨具。
背景技术:
2.珩磨油石又叫珩磨条,一般是镶嵌在珩磨头上用来使用的油石,主要用于汽车、摩托车、制冷压缩机等行业的内孔珩磨加工或者研磨抛光,采用金属结合剂超硬材料制作珩磨油石,可提高油石的强度,在珩磨油石加工过程中,需要采用专用石墨磨具对油石进行加工处理。
3.针对现有技术存在以下问题:
4.1、现有金属结合剂超硬材料珩磨油石专用石墨磨具在设计制造时,均有特定的尺寸,需要采用特定规格的磨具对珩磨油石进行加工,磨具的通用性较差,不方便进行拼接以应对尺寸较大的珩磨油石,且在加工时无法对油石进行抛光处理;
5.2、现有金属结合剂超硬材料珩磨油石专用石墨磨具在使用时,通过磨具的高速旋转对油石进行处理,但由于珩磨油石的材料硬度较高,加工难度较大,磨削的效率偏低。
技术实现要素:
6.本实用新型提供一种金属结合剂超硬材料珩磨油石专用石墨磨具,其中一种目的是为了具备进行组合拼接以应对尺寸较大的珩磨油石并同时对油石进行抛光处理的能力,解决磨具的通用性较差的问题;其中另一种目的是为了解决珩磨油石的材料硬度较高,加工难度较大的问题,以达到提高磨具对珩磨油石磨削加工的效率的效果。
7.为解决上述技术问题,本实用新型所采用的技术方案是:
8.一种金属结合剂超硬材料珩磨油石专用石墨磨具,包括石墨磨具主体,所述石墨磨具主体包括有固定套筒和主螺杆,所述固定套筒的外侧设置有组合拼接抛光机构,所述主螺杆的外表面上活动安装有高温裂解磨削机构。
9.所述组合拼接抛光机构包括有移动式抛光装置和组合式磨削装置,所述移动式抛光装置包括有抛光砂带和附属螺杆。
10.所述高温裂解磨削机构包括有高温导流装置和复合弧形石墨磨具,所述高温导流装置包括有开孔隔热板和硅碳棒。
11.本实用新型技术方案的进一步改进在于:所述组合式磨削装置包括有第二螺母和第三螺母,所述第二螺母、第三螺母的内壁均与主螺杆的外表面固定连接。
12.本实用新型技术方案的进一步改进在于:所述主螺杆的一端固定连接有连接柱,所述连接柱的一端与固定套筒的一端固定连接,所述移动式抛光装置包括有圆环套筒,所述抛光砂带的内壁与圆环套筒的外表面固定连接。
13.本实用新型技术方案的进一步改进在于:所述附属螺杆的一端与圆环套筒的侧面固定连接,所述附属螺杆的外表面上活动安装有连接杆,所述连接杆的一端与连接柱的外
表面固定连接,所述连接杆的侧面设置有第一螺母,所述第一螺母的内壁与附属螺杆的外表面活动连接。
14.本实用新型技术方案的进一步改进在于:所述高温导流装置包括有空心圆环套壳,所述复合弧形石墨磨具的一侧与空心圆环套壳的外表面固定连接,所述空心圆环套壳的侧面固定安装有进风管和出风管。
15.本实用新型技术方案的进一步改进在于:所述开孔隔热板的端部与空心圆环套壳的内壁固定连接,所述空心圆环套壳的内壁上固定安装有风机和电极板,所述硅碳棒的端部与电极板的一侧固定连接。
16.由于采用了上述技术方案,本实用新型相对现有技术来说,取得的技术进步是:
17.1、本实用新型提供一种金属结合剂超硬材料珩磨油石专用石墨磨具,采用组合拼接抛光机构内部结构之间的配合,利用高温裂解磨削机构与主螺杆外表面的活动连接关系,对高温裂解磨削机构进行组装并配合第二螺母和第三螺母进行固定,磨削加工后,转动附属螺杆,使得圆环套筒和抛光砂带延伸至高温裂解磨削机构的外侧,利用抛光砂带对珩磨油石进行抛光处理。
18.2、本实用新型提供一种金属结合剂超硬材料珩磨油石专用石墨磨具,采用高温裂解磨削机构内部结构之间的配合,利用高速旋转的复合弧形石墨磨具对珩磨油石进行磨削,利用风机鼓风产生气流,气流透过开孔隔热板内部孔洞后,受到硅碳棒的快速高温加热装置,加热后的气流从出风管输出,珩磨油石在高速研磨过程中,配合高温气流作用,使得油石表面磨粒受热裂解,降低油石表面的硬度与耐磨性,提高磨削的效率。
附图说明
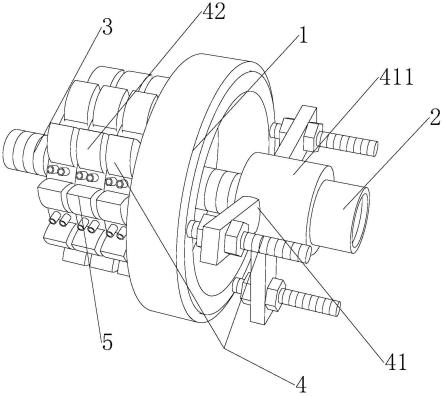
19.图1为本实用新型的结构示意图;
20.图2为本实用新型的结构移动式抛光装置的立体示意图;
21.图3为本实用新型的结构组合式磨削装置的立体示意图;
22.图4为本实用新型的结构高温裂解磨削机构的立体示意图;
23.图5为本实用新型的结构高温导流装置的剖面示意图。
24.图中:1、石墨磨具主体;2、固定套筒;3、主螺杆;4、组合拼接抛光机构;41、移动式抛光装置;411、连接柱;412、圆环套筒;413、抛光砂带;414、连接杆;415、附属螺杆;416、第一螺母;42、组合式磨削装置;421、第二螺母;422、第三螺母;5、高温裂解磨削机构;51、高温导流装置;511、空心圆环套壳;512、进风管;513、出风管;514、开孔隔热板;515、风机;516、电极板;517、硅碳棒;52、复合弧形石墨磨具。
具体实施方式
25.下面结合实施例对本实用新型做进一步详细说明:
26.实施例1
27.如图1-5所示,本实用新型提供了一种金属结合剂超硬材料珩磨油石专用石墨磨具,石墨磨具主体1,石墨磨具主体1包括有固定套筒2和主螺杆3,固定套筒2的外侧设置有组合拼接抛光机构4,主螺杆3的外表面上活动安装有高温裂解磨削机构5,组合拼接抛光机构4包括有移动式抛光装置41和组合式磨削装置42,移动式抛光装置41包括有抛光砂带413
和附属螺杆415,高温裂解磨削机构5包括有高温导流装置51和复合弧形石墨磨具52,高温导流装置51包括有开孔隔热板514和硅碳棒517,组合式磨削装置42包括有第二螺母421和第三螺母422,第二螺母421、第三螺母422的内壁均与主螺杆3的外表面固定连接。
28.在本实施例中,石墨磨具主体1在使用时,根据所加工的珩磨油石的实际尺寸,将高温裂解磨削机构5穿设在主螺杆3的外表面,转动第二螺母421和第三螺母422对高温裂解磨削机构5进行固定夹紧,对高温裂解磨削机构5进行拼接组装。
29.实施例2
30.如图1-5所示,在实施例1的基础上,本实用新型提供一种技术方案:优选的,主螺杆3的一端固定连接有连接柱411,连接柱411的一端与固定套筒2的一端固定连接,移动式抛光装置41包括有圆环套筒412,抛光砂带413的内壁与圆环套筒412的外表面固定连接,附属螺杆415的一端与圆环套筒412的侧面固定连接,附属螺杆415的外表面上活动安装有连接杆414,连接杆414的一端与连接柱411的外表面固定连接,连接杆414的侧面设置有第一螺母416,第一螺母416的内壁与附属螺杆415的外表面活动连接。
31.在本实施例中,珩磨油石磨削加工后,利用连接杆414与附属螺杆415之间的活动连接,转动附属螺杆415,使得圆环套筒412和抛光砂带413延伸至与珩磨油石相应的位置,利用抛光砂带413对珩磨油石进行抛光处理。
32.实施例3
33.如图1-5所示,在实施例1的基础上,本实用新型提供一种技术方案:优选的,高温导流装置51包括有空心圆环套壳511,复合弧形石墨磨具52的一侧与空心圆环套壳511的外表面固定连接,空心圆环套壳511的侧面固定安装有进风管512和出风管513,开孔隔热板514的端部与空心圆环套壳511的内壁固定连接,空心圆环套壳511的内壁上固定安装有风机515和电极板516,硅碳棒517的端部与电极板516的一侧固定连接。
34.在本实施例中,利用高速旋转的复合弧形石墨磨具52对珩磨油石进行磨削,利用风机515鼓风产生气流,气流透过开孔隔热板514内部孔洞后,受到硅碳棒517的快速高温加热装置,加热后的气流从出风管513输出,珩磨油石在高速研磨过程中,配合高温气流作用,使得油石表面磨粒受热裂解,降低油石表面的硬度与耐磨性。
35.下面具体说一下该金属结合剂超硬材料珩磨油石专用石墨磨具的工作原理。
36.如图1-5所示,石墨磨具主体1在使用时,根据所加工的珩磨油石的实际尺寸,将高温裂解磨削机构5穿设在主螺杆3的外表面,转动第二螺母421和第三螺母422对高温裂解磨削机构5进行固定夹紧,对高温裂解磨削机构5进行拼接组装,利用高温裂解磨削机构5对油石进行磨削,珩磨油石磨削加工后,利用连接杆414与附属螺杆415之间的活动连接,转动附属螺杆415,使得圆环套筒412和抛光砂带413延伸至与珩磨油石相应的位置,利用抛光砂带413对珩磨油石进行抛光处理,使得石墨磨具主体1具备进行组合拼接以应对尺寸较大的珩磨油石并同时对油石进行抛光处理的能力,利用高速旋转的复合弧形石墨磨具52对珩磨油石进行磨削,利用风机515鼓风产生气流,气流透过开孔隔热板514内部孔洞后,受到硅碳棒517的快速高温加热装置,加热后的气流从出风管513输出,珩磨油石在高速研磨过程中,配合高温气流作用,使得油石表面磨粒受热裂解,降低油石表面的硬度与耐磨性,提高磨具对珩磨油石磨削加工的效率。
37.上文一般性的对本实用新型做了详尽的描述,但在本实用新型基础上,可以对之
做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本实用新型思想精神的修改或改进,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1