一种轮毂内齿面激光熔覆装置的制作方法
1.本实用新型涉及激光熔覆装置领域,具体涉及一种轮毂内齿面激光熔覆装置。
背景技术:
2.激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电器特性等的工艺方法。
3.齿轮是机械产品中最具代表性的零件,并被广泛应用于各个领域。但由于每个产品都有其使用寿命,再加上使用过程中的不当操作以及使用环境的影响,导致每年都会产生大量具有齿面缺陷的齿轮,耗材支出大,存在大量的社会资源浪费。
技术实现要素:
4.本实用新型的目的在于提供一种使用灵活且结构紧凑的轮毂内齿面激光熔覆装置。
5.本实用新型解决上述问题所采用的技术方案是:
6.一种轮毂内齿面激光熔覆装置,包括底座和安装于底座上的激光熔覆头,所述底座上设有用于驱动激光熔覆头进行三轴移动的驱动模块并安装有用于驱动激光熔覆头和驱动模块同步水平横向移动的第一直线驱动装置,所述驱动模块包括滑动座和升降板,滑动座滑动设置于底座上,底座上安装有用于驱动滑动座水平纵向移动的第二直线驱动装置,升降板滑动设置于滑动座上,滑动座上安装有用于驱动升降板竖直移动的第三直线驱动装置,所述升降板上安装有用于驱动激光熔覆头水平横向移动的第四直线驱动装置,所述底座上安装有用于轮毂固定放置的三爪卡盘和用于驱动三爪卡盘竖直转动的双轴变位机。
7.使用时,通过双轴变位机转动90
°
,使得其上的轮毂由水平放置状态变为竖直放置状态,然后通过第一直线驱动装置驱动驱动模块水平横向移动,从而间接带动激光熔覆头进行大幅度的直线移动,直至激光熔覆头位于轮毂的内齿面内,随后通过驱动模块驱动激光熔覆头进行三轴运动,从而实现激光熔覆头对内齿面上齿牙表面的激光熔覆处理,同时通过双轴变位机驱动轮毂竖直转动,进而使得激光熔覆头对内齿面上的齿牙逐一进行修复。
8.作为上述技术方案的进一步改进,所述升降板的底面上一体式连接有四根导向柱,四根导向柱呈方形排布,导向柱插设于滑动座的顶面上。通过导向柱的设置,利于保障第三直线驱动装置驱动升降板竖直移动的稳定性,且提高了激光熔覆头移动的准确性,从而保证了装置激光熔覆的修复质量。
9.作为上述技术方案的进一步改进,所述三爪卡盘的卡爪与轮毂对应的内侧面和外侧面上均设有橡胶片,利于提高三爪卡盘对其上轮毂的固定强度,从而在双轴变位机驱动
三爪卡盘进行竖直转动时避免了出现三爪卡盘上轮毂移位影响装置的修复质量的情况,进而。
10.作为上述技术方案的进一步改进,所述激光熔覆头为l型,利于降低激光熔覆头伸入轮毂内齿圈内的高度,从而提高了装置适用轮毂进行修复的规格范围。
11.作为上述技术方案的进一步改进,所述底座为框架结构,制造方便且方便了底座上各组件的安装,利于维修更换。
12.作为上述技术方案的进一步改进,所述底座的底面上安装有若干支撑脚,利于装置放置时处于悬空状态,从而避免了由于工作环境潮湿导致装置出现短路故障的情况,支撑脚上安装有具有刹车结构的万向轮,利于提高装置移动的便利性,从而方便了装置在工作场地内的放置。
13.本实用新型与现有技术相比,具有以下优点和效果:
14.本实用新型通过双轴变位机、驱动模块以及第一直线驱动装置的配合使用,从而实现激光熔覆头对轮毂的内齿面的激光熔覆修复处理,进而减少耗材支出,避免了资源浪费,且结构紧凑,操作便利,利于提高装置的修复效率。
15.同时,通过第一直线驱动装置实现对激光熔覆头在水平横向上位置的大幅度调整,配合第四直线驱动装置对激光熔覆头在水平横向上位置的小幅度调整,利于提高对激光熔覆头在水平横向上位置调整的准确性,使得激光熔覆头能够准确垂直对准轮毂内齿面上的齿牙上,从而保障了装置的修复质量。
16.进一步的,通过第二直线驱动装置驱动激光熔覆头水平纵向移动,配合第三直线驱动装置驱动激光熔覆头竖直升降,从而使得激光熔覆头能够始终与齿牙表面保持特定距离的情况下对齿牙表面进行激光熔覆修复处理,保障了装置修复质量的稳定性,且提高了激光熔覆头的适用范围,使得激光熔覆头能够对轮毂上不同直径内齿面上不同宽度的齿牙进行修复,使用灵活,利于提高装置的利用率,避免了出现装置闲置的情况。
附图说明
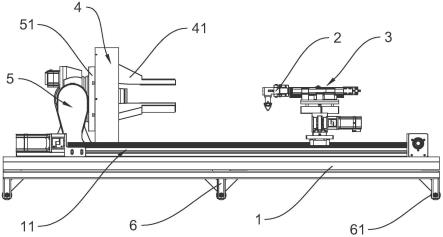
17.图1是本实用新型一种轮毂内齿面激光熔覆装置的结构示意侧视图。
18.图2是本实用新型一种轮毂内齿面激光熔覆装置的结构示意俯视图。
19.图3是图1中所示驱动模块的结构示意侧视图。
20.图4是图1中所示驱动模块的结构示意俯视图。
21.图5是图1中所示双轴变位机局部的结构示意图。
22.其中,底座1,第一直线驱动装置11,第二直线驱动装置12,激光熔覆头2,驱动模块3,滑动座31,升降板32,第三直线驱动装置33,第四直线驱动装置34,导向柱35,三爪卡盘4,卡爪41,内侧面42,外侧面43,橡胶片44,双轴变位机5,工作台51,支撑脚6,万向轮61,轮毂7,内齿面71。
具体实施方式
23.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
24.参见图1-图3,本实施例一种轮毂内齿面激光熔覆装置,包括底座1和安装于底座1
上的激光熔覆头2,所述底座1上设有用于驱动激光熔覆头2进行三轴移动的驱动模块3并安装有用于驱动激光熔覆头2和驱动模块3同步水平横向移动的第一直线驱动装置11,所述驱动模块3包括滑动座31和升降板32,滑动座31滑动设置于底座1上,底座1上安装有用于驱动滑动座31水平纵向移动的第二直线驱动装置12,升降板32滑动设置于滑动座31上,滑动座31上安装有用于驱动升降板32竖直移动的第三直线驱动装置33,所述升降板32上安装有用于驱动激光熔覆头2水平横向移动的第四直线驱动装置34,所述底座1上安装有用于轮毂固定放置的三爪卡盘4和用于驱动三爪卡盘4竖直转动的双轴变位机5,三爪卡盘4可拆卸式安装于双轴变位机5的工作台51上。
25.本实施例中,所述底座1为框架结构,激光熔覆头2为l型,激光熔覆头2连接有激光发生器和送粉装置,激光熔覆头2通过激光发生器产生的激光将送粉装置输送至激光熔覆头2的金属粉末熔化并将其一同从激光熔覆头2的喷嘴处射出至待修复工件的表面上,以达到修复的目的。同时,激光发生器连接有激光冷水机,以水循环冷却的方式对激光发生器进行控温,从而保障激光发生器的正常工作。
26.参见图1,所述底座1的底面上安装有若干支撑脚6,支撑脚6上安装有具有刹车结构的万向轮61
27.本实施例中,所述第一线驱动装置11为两个滚珠丝杆型直线模组,两个滚珠丝杆型直线模组分别位于双轴变位机5的两侧,第二直线驱动装置12的两端分别固定于两个滚珠丝杆型直线模组的滑台上,如图2中所示,从而通过两个滚珠丝杆型直线模组的同步运作来驱动第二直线驱动装置12的两端同步水平横向移动,进而实现激光熔覆头2在水平横向上的大幅度移动。
28.本实施例中,所述第二直线驱动装置12和第四直线驱动装置34均为同步带型直线模组,滑动座31安装于第二直线驱动装置12的滑台上,激光熔覆头2安装于第四直线驱动装置34的滑台上,如图3、图4中所示。
29.本实施例中,所述第四直线驱动装置34为双杆气缸,升降板32固定于双杆气缸的推块上,如图3中所示。
30.参见图3,所述升降板32的底面上一体式连接有四根导向柱35,导向柱35插设于滑动座31的顶面上。
31.参见图5,所述三爪卡盘4的卡爪41与轮毂对应的内侧面42和外侧面43上均设有橡胶片44。
32.综上所述,本实用新型使用方法如下:
33.步骤一:通过三爪卡盘将轮毂固定于双轴变位机上,此时轮毂处于水平放置状态,随后通过双轴变位机转动90
°
,使得其上的轮毂由水平放置状态变为竖直放置状态;
34.步骤二:通过第一直线驱动装置驱动驱动模块水平横向移动,从而间接带动激光熔覆头进行大幅度的直线移动,直至激光熔覆头位于轮毂的内齿面内,此时激光熔覆头对准轮毂内齿面上的齿牙;
35.步骤三:通过第二直线驱动装置和第四直线驱动装置分别驱动激光熔覆头进行水平纵向和水平横向上的直线移动,配合第三直线驱动装置驱动激光熔覆头竖直升降,从而使得激光熔覆头在始终与齿牙表面保持特定竖直高度的情况下完成对齿牙表面的激光熔覆修复处理;
36.步骤四:通过双轴变位机驱动轮毂竖直转动特定角度,使得激光熔覆头对轮毂内齿面上的齿牙逐一进行修复,直至轮毂内齿面上的齿牙全部修复完成。
37.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1