一种外圆磨床的上料装置的制作方法
1.本技术涉及外圆磨床的领域,尤其是涉及一种外圆磨床的上料装置。
背景技术:
2.外圆磨床主要用于对轴类零件的端面、外圆或圆锥面进行磨削,主要应用于汽车、军工以及航天等领域。
3.一种外圆磨床的上料装置,如图1所示,包括外圆磨床本体100以及放置架200,放置架200上固定连接有两根放置辊220,两根放置辊220并列且平行,放置辊220用于承载待磨削的工件,两根放置辊220之间形成有容纳间隙230。放置辊220一端为进料端221,放置辊220的另一端为加工端222。
4.使用时,操作人员将待磨削的工件逐个放置在靠近进料端221处的容纳间隙230上,并将待磨削的工件向放置辊220的加工端222的方向推动,操作人员逐个对加工端222处的待磨削的工件进行加工处理。
5.针对上述中的相关技术,申请人发现,操作人员在推动待磨削的工件时,特别是推动一些长度较短的工件时,部分待磨削的工件可能会发生错位现象。
技术实现要素:
6.为了改善操作人员在推动待磨削的工件时,部分待磨削的工件可能会发生错位现象的问题,本技术提供一种外圆磨床的上料装置。
7.本技术提供的一种外圆磨床的上料装置,采用如下的技术方案:
8.一种外圆磨床的上料装置,包括放置架,所述放置架上固定安装有两根放置辊,各所述放置辊之间形成有用于承载待磨削工件的容纳间隙,所述放置辊一端为进料端,所述放置辊的另一端为加工端,所述放置架上固定安装有安装架,所述安装架上通过安装件设置有若干限位板,各所述限位板用于对待磨削的工件形成周向的限位。
9.通过采用上述技术方案,通过设置限位板,操作人员在推动待磨削的工件时,限位板对待磨削的工件形成周向的限位,尽可能使得待磨削的工件只沿着放置辊的轴向方向运动,从而尽可能减小待磨削的工件在运动时发生错位的概率。
10.可选的,所述安装件包括安装板、安装螺栓以及安装螺母,所述安装板一端与所述限位板固定连接,所述安装螺栓依次穿过所述安装架和所述安装板,所述安装螺母与所述安装螺栓螺纹连接,所述安装螺母将所述安装板抵紧在所述安装架。
11.通过采用上述技术方案,操作人员将施力于安装螺母并将安装螺母与安装螺栓分离后,即可将安装板以及限位板拆离,从而对限位板进行更换和维护。
12.可选的,所述安装板沿其长度方向开设有调节孔,所述安装螺栓与所述调节孔滑移配合。
13.通过采用上述技术方案,不同工件的尺寸存在差异,操作人员拧松安装螺母时,即可将限位板沿着调节孔进行调节,从而使得限位板可以对不同尺寸的工件进行限位。
14.可选的,所述放置辊靠近进料端一侧设置有输送组件,输送组件用于逐个批次输送待磨削的工件。
15.通过采用上述技术方案,通过输送组件来逐个批次输送待磨削的工件,相较于认为推动待磨削的工件来完成输送工作而言,一定程度上降低了操作人员的工作强度。
16.可选的,所述输送组件包括输送气缸和输送板,所述输送气缸的活塞杆固定连接有连接板,所述连接板通过连接螺栓与所述输送板固定连接。
17.通过采用上述技术方案,输送气缸的活塞杆完成一次进出工作,即完成一次输送待磨削的工件的输送工作。输送板与气缸的活塞杆可拆卸连接,不同型号的工件的直径存在差异,操作人员可根据实际工作需求,更换不同直径的输送板,使得输送板的直径与待磨削的工件的直径相适配,使得待磨削的工件收到输送板的力更加均匀,从而进一步降低待磨削的工件出现错位的几率。
18.可选的,所述输送气缸的活塞杆穿过所述输送气缸的后端盖,穿过所述输送气缸的后端盖的活塞杆上设置有限位环,所述限位环用于控制所述输送气缸的行程。
19.通过采用上述技术方案,气缸的控制精度相对较低,通过在输送气缸的活塞杆上设置限位环,当输送气缸活塞杆运动到一定程度时,限位环与输送气缸的活塞杆相抵,输送气缸的活塞杆一定程度上无法继续运动。通过设置限位环,使得输送气缸的行程与待磨削的工件的打磨量相适配。
20.可选的,所述输送气缸的活塞杆穿过所述输送气缸的后端盖的一端开设有螺纹段,所述螺纹段螺纹连接有调节螺母,所述调节螺母与所述限位环固定连接。
21.通过采用上述技术方案,通过设置调节螺母,调节螺母转动时,调节螺母带动限位环沿着输送气缸的活塞杆的轴向方向进行位移,操作人员可根据不同工件的实际尺寸对输送气缸的行程进行微调。
22.可选的,所述输送气缸的活塞杆穿过所述输送气缸的后端盖的一端套设有缓冲环,所述缓冲环位于所述限位环与所述输送气缸的后端盖之间。
23.通过采用上述技术方案,缓冲垫用于减小限位环与输送气缸后端盖之间的冲击力,从而提高限位环以及输送气缸的后端盖的使用寿命。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过设置安装架以及限位板,限位板对放置辊上的待磨削的工件形成周向的限位,尽可能使得操作人员在推动待磨削工件时,待磨削的工件只沿着放置辊的轴线方向运动,从而尽可能减小待磨削的工件在运动时发生错位的概率;
26.2.通过在安装板上沿安装板长度方向开设调节孔,且安装螺栓与调节孔滑移配合,使得操作人员可以根据待磨削工件的实际尺寸来调节限位板的实际位置,提高限位板与不同尺寸的待磨削工件的适配性;
27.3.通过设置输送气缸和输送板,输送气缸通过输送板来推动待磨削工件,以机械推动待磨削工件的方式来代替人工推动待磨削工件的方式,使得操作人员更加省力。
附图说明
28.图1是本技术相关技术中一种外圆磨床的上料装置的结构示意图;
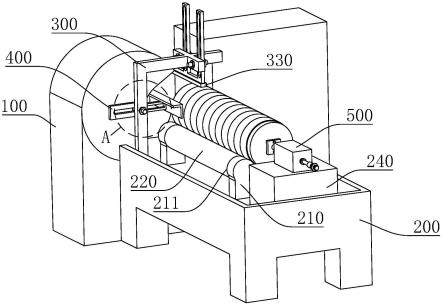
29.图2是本技术实施例中一种外圆磨床的上料装置的结构示意图;
30.图3是图2中放置辊的结构示意图;
31.图4是图2中安装架以及安装件的结构示意图;
32.图5是图2中a部分的放大示意图;
33.图6是图2中固定台以及输送组件的结构示意图;
34.图7是图6中a部分的放大示意图。
35.附图标记说明:100、外圆磨床本体;200、放置架;210、安装座;220、放置辊;221、进料端;222、加工端;230、容纳间隙;240、固定台;300、安装架;310、第一支架板;320、第二支架板;330、限位板;400、安装件;410、安装板;411、调节孔;420、安装螺栓;430、安装螺母;440、安装垫片;500、输送组件;510、输送气缸;511、活塞杆;512、螺纹段;513、调节螺母;514、限位环;515、缓冲环;520、输送板;530、连接板;540、连接螺栓。
具体实施方式
36.以下结合附图2-7,对本技术作进一步详细说明。
37.本技术实施例公开一种外圆磨床的上料装置。
38.参照图2和图3,一种外圆磨床的上料装置,包括外圆磨床本体100以及固定安装于外圆磨床本体100一侧的放置架200,放置架200内固定安装有两组安装座210,每一组安装座210内固定连接有放置辊220,两根放置辊220平行且并列安装于放置架200内。放置辊220一端为进料端221,放置辊220另一端为加工端222。两根放置辊220之间形成有用于容纳待磨削工件的容纳间隙230。
39.参照图2和图4,放置架200内固定连接有安装架300,安装架300包括第一支架板310以及固定连接于第一支架板310的第二支架板320,其中,第一支架板310呈竖直设置,第二支架板320呈水平设置。第一支架板310、第二支架板320均分别通过安装件400固定安装有限位板330。
40.参照图4和图5,以第一支架板310上安装的限位板330为例,安装件400包括安装板410、安装螺栓420以及安装螺母430,安装板410沿其长度方向开设有调节孔411,调节孔411为腰形孔。安装螺栓420上套设有安装垫片440,安装螺栓420依次穿过安装垫片440、安装板410上的调节孔411以及第一支架板310,安装螺栓420一端伸出于第一支架板310背离安装板410的一侧并与安装螺母430螺纹连接,安装螺母430将第一支架板310抵紧在安装板410上。
41.参照图2和图4,第一支架板310上的限位板330位于待磨削工件的一侧且与放置辊220平行,第二支架板320上的限位板330位于待磨削工件的正上方且与放置辊220平行,各限位板330分别对待磨削工件进行周向的限位,从而尽可能减小待磨削工件在运输时发生错位的概率。
42.参照图2和图6,放置架200内靠近放置辊220的进料端221一侧固定安装有固定台240,固定台240设置有输送组件500,输送组件500用于逐个批次输送待磨削的工件。
43.参照图2和图6,输送组件500包括输送气缸510和输送板520,输送气缸510固定安装于固定台240,输送气缸510的活塞杆511固定连接有连接板530,连接板530与输送板520通过连接螺栓540固定连接。输送板520的直径与待磨削工件的直径一致,同时,操作人员拧松连接螺栓540后,即可根据待磨削工件的实际直径更换不同直径的输送板520。
44.参照图6和图7,输送气缸510的活塞杆511远离输送板520的一端穿过输送气缸510的后端盖且开设有螺纹段512,螺纹段512螺纹连接有调节螺母513,调节螺母513固定连接有限位环514,限位环514与输送气缸510的后端盖之间的间距即为输送气缸510活塞杆511的行程。输送气缸510的活塞杆511上套设有缓冲环515,缓冲环515采用橡胶材质,缓冲环515位于输送气缸510后端盖和限位环514之间,缓冲环515用于减小限位环514与输送气缸510后端盖之间的冲击力。
45.本技术实施例一种外圆磨床的上料装置的实施原理为:操作人员先将待磨削的工件依次放置在放置辊220的放置间隙内。
46.操作人员先转动安装螺母430,再将安装板410沿着调节孔411滑动,直至限位板330与待磨削工件相抵。第一支架板310上的限位板330与待磨削工件的一侧相抵,第二支架板320上的限位板330与待磨削工件的上端相抵。
47.操作人员再根据外圆磨床砂轮的实际尺寸与待磨削工具的实际尺寸,转动限位环514,从而调节输送气缸510的行程,输送气缸510的活塞杆511进出输送气缸510一次,即完成一次输送,完成一次输送后,操作人员将待磨削的工件再放置在放置辊220的放置间隙内,再启动一次输送气缸510,如此循环。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1