一种自动化大口径阀体密封面研磨装置的制作方法
1.本新型属于阀门研磨技术领域,具体是涉及一种自动化大口径阀体密封面研磨装置。
背景技术:
2.密封面是阀门产品最关键的部位,密封面表面形状精度、表面粗糙度直接影响到一台阀门的性能和寿命,在阀门制造过程中研磨占有相当重要地位,对阀门质量有着显著的影响。
3.阀门的金属密封副大多是采用研磨来达到密封性能要求,其加工原理主要是由游离的磨粒通过专用研具对工件进行微量切削的过程,使其加工过程中的表面发生相对复杂的物理和化学变化,研磨可以使工件获得很高的尺寸精度、几何形状精度及表面粗糙度,可以提高零件表面耐磨性。其研磨精度最高可达到亚微米级,表面粗糙度可达ra0.01μm,并能使两个零件的接触面达到精密配合。当前,很多厂家习惯用手工研磨阀门密封面,生产效率极低,研磨质量主要依靠工人的技术水平保证,因此研磨质量往往不够稳定。
技术实现要素:
4.本新型针对现有技术的缺陷,提供一种自动化大口径阀体密封面研磨装置。
5.本新型是这样实现的:一种自动化大口径阀体密封面研磨装置,其中,包括行走部件、立柱部件、零度阀体工装部件、登高部件、主轴部件、换盘部件、 5度阀体可调工装部件、盘库部件,所述研磨装置采用龙门框架式拼装结构,底部行走部件采用铸件床身,主轴部件采用电机驱动,转速可调,其中驱动轴满足上下径向、左右横向移动,并兼具自转和公转两路运动。换盘部件采用移动电控式操作,该装置配备了独立供液单元,研磨液流量可调,装置外部带有透明半封闭式密封罩,并配备led显示灯,通过5度阀体可调工装部件,解决了大口径平板闸阀和楔式闸阀的密封面水平放置要求,确保密封面研磨的可靠性。
6.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述行走部件底部采用地脚调节组件,配置载重万向轮。
7.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述行走部件两侧采用导向滑轨结构,满足立柱部件的前后移动。
8.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述行走部件采用左、右调节托架结构。
9.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述立柱部件采用钣金焊接结构,上部采用45
°
斜支撑。
10.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述立柱部件采用电机和滑轨组合结构,满足主轴部件的上下、左右移动。
11.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述立柱部件配备360
°
旋转操作控制面板。
12.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述零度阀体工装部件配置重心调节组件和支撑组件。
13.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述登高部件采用钢管焊接型式。
14.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述主轴部件具有自转和公转两路运动,自转轴和公转轴距离可进行0-20mm调整。
15.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述主轴部件由伺服电机驱动,转速0-100rpm可调。
16.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述换盘部件采用移动电控式结构,通过内部伸缩连杆可将盘库组件的研磨盘进行取出和放回。
17.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述换盘部件采用滑轨、滑块结构。
18.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述5
°
阀体可调工装部件采用角度调整和角度标识装置。
19.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述5
°
阀体可调工装部件采用虎钳夹紧结构,呈360
°
均布。
20.如上所述的一种自动化大口径阀体密封面研磨装置,其中,所述盘库部件采用独立库旋转式结构。
21.本新型的显著效果是:1.覆盖产品广,最大阀体研磨口径可达42寸。
22.2.具有自动找准磨盘中心功能,确保主轴与磨盘快速装入定位。
23.3.具有自动控制主轴的启动、停止以及转速、转向调节功能。
24.4.具有自动设定或调整工件研磨的时间和压力功能。
25.5.具有自转和公转两路运动,自转轴和公转轴距离可进行0-20mm调整;
26.6.设置独立供液单元,研磨液流量可调;
27.7.采用0
°
、5
°
角度调整装置,确保密封面研磨的可靠性;
28.8.专用盘库部件,实现了研磨盘快速替换和放置,提高了磨盘的重复利用率;
29.9.独立操作单元,配备plc控制系统,配备led显示器及便携式粗糙度检测仪,可监视和控制整个研磨过程,并有传输端口及ftp协议等,满足数据存储调用、数据传输、粗糙度检测等功能。
30.10.设备外部采用透明半封闭式密封罩,并配备led显示灯,确保足够的工作亮度和安全;
附图说明
31.图1是本新型所提供的自动化大口径阀体密封面研磨装置三维图;
32.图2是本新型所提供的自动化大口径阀体密封面研磨装置行走部件三维图;
33.图3是本新型所提供的自动化大口径阀体密封面研磨装置立柱部件三维图;
34.图4是本新型所提供的自动化大口径阀体密封面研磨装置零度阀体工装部件三维图;
35.图5是本新型所提供的自动化大口径阀体密封面研磨装置主轴部件部件三维图;
36.图6是本新型所提供的自动化大口径阀体密封面研磨装置换盘部件三维图;
37.图7是本新型所提供的自动化大口径阀体密封面研磨装置5度阀体可调工装部件件三维图;
38.图8是本新型所提供的自动化大口径阀体密封面研磨装置盘库部件三维图;
39.图9是本新型所提供的自动化大口径阀体密封面研磨装置操作面板组件三维图;
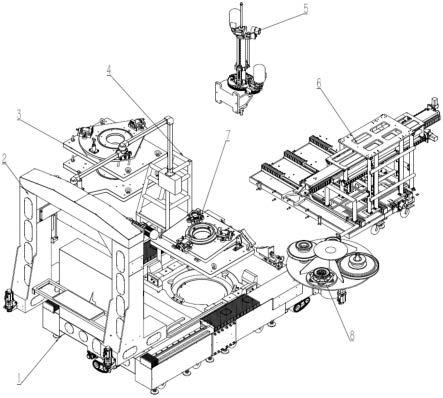
40.图10是本新型所提供的自动化大口径阀体密封面研磨装置及产品安装总图。
41.其中1、行走部件;2、立柱部件;3、零度阀体工装部件;4、登高部件;5、主轴部件;6、换盘部件;7、5度阀体可调工装部件;8、盘库部件。
具体实施方式
42.一种自动化大口径阀体密封面研磨装置,由多个零件组装而成,包括行走部件(1)、立柱部件(2)、零度阀体工装部件(3)、登高部件(4)、主轴部件 (5)、换盘部件(6)、5
°
阀体可调工装部件(7)、盘库部件(8)。
43.1.首先将各个零件按照总图八类部件对应组装,再将组装后的行走部件(1) 移动至安装区域,通过调整地脚螺钉和固定件进行固定。
44.2.然后依次装入立柱部件(2)、零度阀体工装部件(3)或5
°
阀体可调工装部件(7)、登高部件(4)、主轴部件(5)、换盘部件(6)、盘库部件(8)以及阀体并固定;
45.3.通过独立操作单元控制换盘部件(6)将磨盘从盘库部件中取出并放入至阀体内腔,确保磨盘与阀体密封面贴合,完成后再操控主轴部件(5)进行驱动轴升降,驱动轴与磨盘的定位必须吻合、牢固。
46.4.最后再通过操作单元控制设备的启动、停止、转速、转向调节以及研磨的时间和压力设定,研磨的同时通过供液单元提供研磨液并覆盖至磨盘表面,从而进行阀门密封面研磨。
47.上述具体实施方式用来解释说明本新型,而不是对本新型进行限制,在本新型的精神和权利要求的保护范围内,对本新型作出的任何修改和改变,都落入本新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1