一种消失模铸造用空心浇棒的制作方法
1.本实用新型属于消失模铸造领域,具体地说,涉及一种消失模铸造用空心浇棒。
背景技术:
2.消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
3.现有技术中在进行金属液的浇注时,往往会出现金属液流量不稳定或者浇注高度不够,而使得浇注液压力不足,进而造成工件报废,同时如果金属液中存在气泡将会造成浇铸件中出现气泡,进而影响工件的强度和外观质量。
技术实现要素:
4.本实用新型要解决的技术问题在于克服现有技术的不足,提供一种消失模铸造用空心浇棒,为解决上述技术问题,本实用新型采用技术方案的基本构思是:
5.一种消失模铸造用空心浇棒,包括:上浇棒、波纹管、球形扩口管、出液管和下浇棒,所述上浇棒的底部与波纹管的顶端固连,波纹管的底端与下浇棒的顶部固连,下浇棒的底部与球形扩口管固连,球形扩口管的底部固定设有出液管,球形扩口管的中部直径大于出液管的直径。
6.工作时,金属液从上浇棒进入波纹管的内部,当金属液经过波纹管内部的凸起部位时,金属液中的气泡将会被挤破,而当金属液经过波纹管内部的凹陷部位时,金属液将会被重新混合,进而金属液在波纹管的内部不仅可以被除去气泡,同时可以达到重新混合的作用,使得金属液更加的均一,进而使得铸件更加的致密,经过波纹管的金属液进入球形扩口管的内部进行集聚,球形扩口管内部的金属液从出液管流出可以直接进行浇注,由于球形扩口管的内部始终有金属液,进而波纹管内部的金属液的流量波动并不会直接影响从出液管流出的金属液的稳定性,从而避免出现残次品;
7.同时由于球形扩口管的直径大于出液管的直径,进而从出液管流出的金属液具有一定的冲击力,较大的金属液冲击力可以促进砂型内部气体的排出,实现快速充型,提高铸件的质量。
8.优选的,所述下浇棒的内部固定设有除泡板,除泡板上设有上下贯穿的挤压孔。
9.金属液经过波纹管时可以除去其内部的大气泡,而当金属液经过除泡板上的挤压孔时,可以进一步除去金属液中的小气泡,同时使得金属液进一步匀化。
10.优选的,所述挤压孔设有若干组,若干组挤压孔在除泡板的表面绕除泡板的中心轴线呈等距环形排列。
11.优选的,所述下浇棒和球形扩口管之间通过s形弯管相互连通,s形弯管的一端与下浇棒的底部固连,s形弯管的另一端与球形扩口管的顶部固连,所述球形扩口管位于下浇棒的斜下方。
12.具体的,s形弯管起到一定的缓冲作用,同时起到平衡气压的作用,进一步的避免波纹管内部的金属液流量稳定性影响从出液管流出的金属液的流量稳定性;
13.s形弯管的设置使得球形扩口管的内部始终充满金属液,进而使得从出液管流出的金属液流量稳定,同时具有较高的压力。
14.优选的,所述上浇棒的内部活动插设有伸缩管,伸缩管的顶部固定设有加液斗,加液斗为漏斗状结构。
15.加液斗的设置便于向上浇棒的内部加液,且伸缩管可以在上浇棒的内部移动,进而可以调整伸缩管离模型的高度,可以根据不同体积的模型调整伸缩管与模型之间的高度,使得浇注时金属液始终保持较高的冲击压力。
16.优选的,所述伸缩管的底端外边缘固定设有限位滑块,限位滑块与上浇棒内壁的竖向滑槽相互滑动连接。
17.优选的,所述伸缩管的底部固定设有缩口管,缩口管为圆台状结构,且缩口管的下端口直径小于缩口管的上端口直径。
18.具体的,缩口管的设置避免从伸缩管底部流入的金属液进入竖向滑槽的内部,同时缩口管起到对金属液进行加速的作用,进而使得金属液在波纹管内部的除泡效果更好。
19.本实用新型与现有技术相比具有以下有益效果:
20.1、金属液从上浇棒进入波纹管的内部,当金属液经过波纹管内部的凸起部位时,金属液中的气泡将会被挤破,而当金属液经过波纹管内部的凹陷部位时,金属液将会被重新混合,进而金属液在波纹管的内部不仅可以被除去气泡,同时可以达到重新混合的作用,使得金属液更加的均一,进而使得铸件更加的致密,经过波纹管的金属液进入球形扩口管的内部进行集聚,球形扩口管内部的金属液从出液管流出可以直接进行浇注,由于球形扩口管的内部始终有金属液,进而波纹管内部的金属液的流量波动并不会直接影响从出液管流出的金属液的稳定性,从而避免出现残次品;
21.2、由于球形扩口管的直径大于出液管的直径,进而从出液管流出的金属液具有一定的冲击力,较大的金属液冲击力可以促进砂型内部气体的排出,实现快速充型,提高铸件的质量;
22.3、s形弯管起到一定的缓冲作用,同时起到平衡气压的作用,进一步的避免波纹管内部的金属液流量稳定性影响从出液管流出的金属液的流量稳定性,s形弯管的设置使得球形扩口管的内部始终充满金属液,进而使得从出液管流出的金属液流量稳定,同时具有较高的压力。
23.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
24.在附图中:
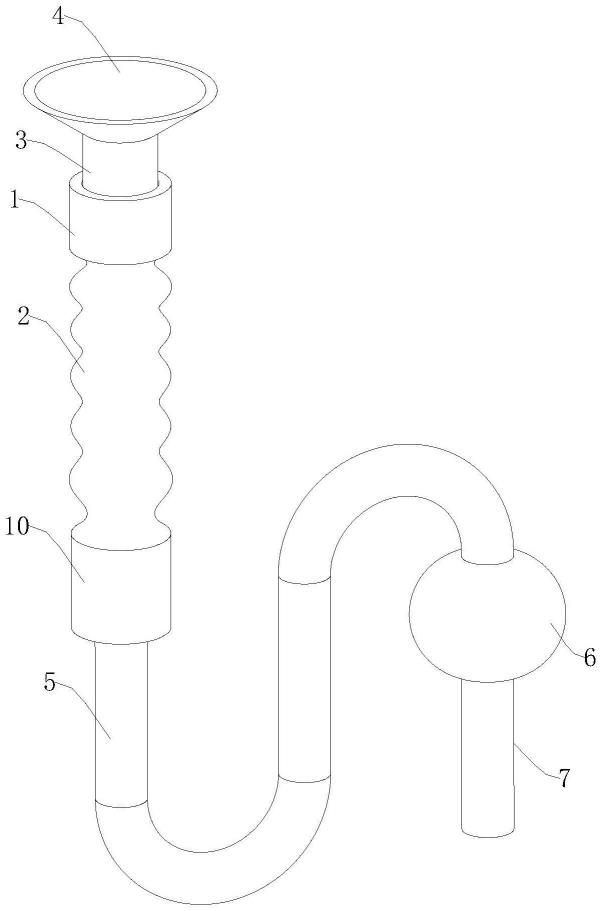
25.图1为本实用新型的结构示意图;
26.图2为本实用新型的内部结构示意图;
27.图3为图2中a处结构放大示意图。
28.图中:上浇棒1、波纹管2、伸缩管3、加液斗4、s形弯管5、球形扩口管6、出液管7、除泡板8、挤压孔9、下浇棒10、竖向滑槽11、限位滑块12、缩口管13。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型。
30.如图1至图3所示,一种消失模铸造用空心浇棒,包括:上浇棒1、波纹管2、球形扩口管6、出液管7和下浇棒10,上浇棒1的底部与波纹管2的顶端固连,波纹管2的底端与下浇棒10的顶部固连,下浇棒10的底部与球形扩口管6固连,球形扩口管6的底部固定设有出液管7,球形扩口管6的中部直径大于出液管7的直径。
31.工作时,金属液从上浇棒1进入波纹管2的内部,当金属液经过波纹管2内部的凸起部位时,金属液中的气泡将会被挤破,而当金属液经过波纹管2内部的凹陷部位时,金属液将会被重新混合,进而金属液在波纹管2的内部不仅可以被除去气泡,同时可以达到重新混合的作用,使得金属液更加的均一,进而使得铸件更加的致密,经过波纹管2的金属液进入球形扩口管6的内部进行集聚,球形扩口管6内部的金属液从出液管7流出可以直接进行浇注,由于球形扩口管6的内部始终有金属液,进而波纹管2内部的金属液的流量波动并不会直接影响从出液管7流出的金属液的稳定性,从而避免出现残次品;
32.同时由于球形扩口管6的直径大于出液管7的直径,进而从出液管7流出的金属液具有一定的冲击力,较大的金属液冲击力可以促进砂型内部气体的排出,实现快速充型,提高铸件的质量。
33.下浇棒10的内部固定设有除泡板8,除泡板8上设有上下贯穿的挤压孔9。
34.金属液经过波纹管2时可以除去其内部的大气泡,而当金属液经过除泡板8上的挤压孔9时,可以进一步除去金属液中的小气泡,同时使得金属液进一步匀化。
35.挤压孔9设有若干组,若干组挤压孔9在除泡板8的表面绕除泡板8的中心轴线呈等距环形排列。
36.下浇棒10和球形扩口管6之间通过s形弯管5相互连通,s形弯管5的一端与下浇棒10的底部固连,s形弯管5的另一端与球形扩口管6的顶部固连,球形扩口管6位于下浇棒10的斜下方。
37.具体的,s形弯管5起到一定的缓冲作用,同时起到平衡气压的作用,进一步的避免波纹管2内部的金属液流量稳定性影响从出液管7流出的金属液的流量稳定性;
38.s形弯管5的设置使得球形扩口管6的内部始终充满金属液,进而使得从出液管7流出的金属液流量稳定,同时具有较高的压力。
39.上浇棒1的内部活动插设有伸缩管3,伸缩管3的顶部固定设有加液斗4,加液斗4为漏斗状结构。
40.加液斗4的设置便于向上浇棒1的内部加液,且伸缩管3可以在上浇棒1的内部移动,进而可以调整伸缩管3离模型的高度,可以根据不同体积的模型调整伸缩管3与模型之间的高度,使得浇注时金属液始终保持较高的冲击压力。
41.伸缩管3的底端外边缘固定设有限位滑块12,限位滑块12与上浇棒1内壁的竖向滑槽11相互滑动连接。
42.伸缩管3的底部固定设有缩口管13,缩口管13为圆台状结构,且缩口管13的下端口直径小于缩口管13的上端口直径。
43.具体的,缩口管13的设置避免从伸缩管3底部流入的金属液进入竖向滑槽11的内部,同时缩口管13起到对金属液进行加速的作用,进而使得金属液在波纹管2内部的除泡效果更好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1