一种医用牙科车针的制作方法
1.本实用新型涉及一种医用牙科车针,属于医疗器械表面处理技术领域。
背景技术:
2.随着人们物质水平和生活水平的不断提高,人们对牙齿健康的关注度也随之提高。目前我国35岁以上超过90%的成年人患有不同程度牙齿疾病,对牙齿修复的要求逐渐提出了更高的要求。在义齿加工成型和牙科医生使用高速旋转使用牙科手机对牙齿进行调磨的过程中,都需要使用牙科车针进行高速切削。目前临床上用到的牙科车针为不锈钢材质,使用过程中容易发生磨损,减少使用寿命,造成了调磨速率和调磨质量的降低,同时不锈钢材料在复杂的口腔环境中易发生细菌生长造成腐蚀,也造成了牙科就医成本高昂的现状。为了降低牙科就医成本,降低车针的技术成本的同时提高其使用寿命会带来巨大的经济效益。
3.医用牙科车针的主要材质为不锈钢,由于目前高硬度的基材价格远远高于不锈钢材料,因此使用高硬度的耐磨材料制备医用牙科车针存在很大的问题。为此,通过在不锈钢医用牙科车针表面构筑具有耐磨性、耐腐蚀的硬质涂层材料,能够有效提升不锈钢医用牙科车针的使用寿命和使用效果,显著降低牙科医疗成本。
技术实现要素:
4.本实用新型的目的在于提供一种具有高硬度、搞耐磨性、高抗菌性和使用寿命长的医用牙科车针。
5.为达到上述目的,本实用新型提供如下技术方案:一种医用牙科车针,包括基底、形成在所述基底表面的过渡层、以及形成在所述过渡层表面的功能层,所述过渡层为ti过渡涂层,所述功能层包括形成在所述过渡层表面的tizrn涂层和形成在所述tizrn涂层表面的tizrn-ag涂层。
6.进一步地,所述基底为不锈钢的医用牙科车针。
7.进一步地,所述ti过渡涂层的厚度为1-2μm。
8.进一步地,所述tizrn涂层的厚度为5-10μm。
9.进一步地,所述tizrn-ag涂层的厚度为1-2μm。
10.进一步地,所述ti过渡涂层通过在所述基底表面磁控溅射ti形成。
11.进一步地,所述tizrn涂层通过在n2环境下对所述ti过渡涂层表面使用tizr复合靶磁控溅射形成。
12.进一步地,所述tizrn-ag涂层通过在n2环境下对所述tizrn涂层表面使用tizr复合靶和ag靶双靶磁控共溅射形成。
13.进一步地,所述tizrn-ag涂层经过喷砂处理后形成所述医用牙科车针,所述喷砂处理包括,对所述tizrn-ag涂层使用白玉刚进行喷砂处理,喷砂处理后的所述tizrn-ag涂层表面粗糙度为2.5μm。
14.进一步地,所述基底经过预处理后再形成所述过渡层,所述预处理包括,对所述基底使用丙酮、石油醚溶液超声波清洗去除杂质。
15.本实用新型的有益效果在于:本实用新型所提供的医用牙科车针,其在基底表面制备与基底结合力强的ti层,之后在ti层表面构筑功能层,功能层为tizrn涂层和形成在tizrn涂层表面的tizrn-ag涂层。其中涂层中的tizrn具有高硬度、优异的耐腐蚀性,而ag纳米颗粒具有良好的杀菌和抑菌效果,可防止菌落生长。具有功能层涂层的医用牙科车针具有理想的硬度、耐磨性、耐腐蚀性以及抑菌性能,从而有效提升医用牙科车针的使用寿命、调磨质量以及使用安全性。
16.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
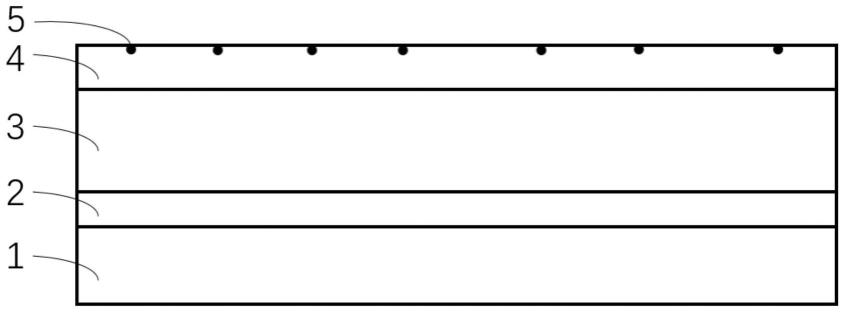
17.图1为本实用新型所示的医用牙科车针的结构示意图。
18.其中,1-不锈钢基底;2-ti过渡涂层;3-tizrn涂层;4-tizrn-ag涂层;5-ag纳米粒子。
具体实施方式
19.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
21.请参见图1,本实用新型所示的医用牙科车针,包括基底1、形成在基底1表面的过渡层、以及形成在过渡层表面的功能层。
22.其中,基底1为不锈钢材质的医用牙科车针,需要说明的是,此处的医用牙科车针的形状不进行限定,所有形式的医用牙科车针都可以在其表面形成过渡层和功能层。由于医用牙科车针的主要材质为不锈钢,再此限定为不锈钢材质或含不锈钢成分的医用牙科车针。基底1需经过预处理后才可以在基底1表面形成过渡层,预处理包括,对基底1使用丙酮、石油醚溶液超声波清洗去除杂质。
23.过渡层为ti过渡涂层2,厚度为1-2μm。需要说明的是,使用磁控溅射法在不锈钢基底1表面制备ti过渡涂层2,ti过渡涂层2与不锈钢结合力强,可以使得最后形成的医用牙科结构涂层结合紧密。需要注意的是,磁控溅射法为现有技术,在此不进行赘述,需要说明的是,ti过渡涂层2与基底1之间的连接方式,对本技术形成的医用牙科车针没有影响,在此也不做限定,还可以使用其他方式制备得到,比如将ti过渡涂层2粘连在基底1上,本实施方式中使用磁控溅射方式,可提高ti过渡涂层2和基底1的连接稳定性。
24.功能层包括形成在过渡层表面的tizrn涂层3和形成在tizrn涂层3表面的tizrn-ag涂层4。其中,tizrn涂层3的厚度为5-10μm,所述tizrn-ag涂层4的厚度为1-2μm。其中,
tizrn涂层3通过在n2环境下对ti过渡涂层2表面使用tizr复合靶磁控溅射形成;tizrn-ag涂层4通过在n2环境下对tizrn涂层3表面使用tizr复合靶和ag靶双靶磁控共溅射形成。
25.需要说明的是,tizrn涂层3中的主要成分为tin和zrn。tin拥有面心立方结构,具有熔点高、硬度高的特点,常被用作涂层材料。tin涂层有着良好的硬性和韧性,以及具有良好的耐磨性能,因此tin涂层作为硬质防护涂层被广泛应用。zrn亦为面心立方结构,具有优异的耐腐蚀和热强性能、硬度高,同时兼顾有良好的热传导性能。另外,tizrn-ag涂层4中还含有ag纳米粒子5,ag纳米粒子5具有杀菌和抑菌效果,可防止菌落生长,被广泛应用于抑菌材料中。而本领域的技术人员为了获得具有耐磨损性能和抗菌性的涂层,将ag纳米粒子5和tizrn复合以获得相应的功能性涂层也是本领域常用的技术手段。在其他实施例中,也可以使用具有相同功能的其他涂层形成在医用牙科车针外表面。
26.需要注意的是,ti过渡涂层2与功能层之间的连接方式,对本技术形成的医用牙科车针没有影响,在此也不做限定,还可以使用其他方式制备得到,比如将功能层粘连在ti过渡涂层2上,本实施方式中使用磁控溅射方式,可提高功能层粘和ti过渡涂层2的连接稳定性。同理,功能层层间结构的连接方式也不受限定,tizrn涂层3和tizrn-ag涂层4在本实施例中采用磁控溅射方法进行连接,是为了提高tizrn涂层3和tizrn-ag涂层4的连接稳定性,连接方式对形成的医用牙科车针的功能不会造成决定性影响,即不同连接方式连接形成的医用牙科车针都具有高硬度和高防腐蚀性。
27.呈上述,不锈钢基底1、ti过渡涂层2、tizrn涂层3以及tizrn-ag涂层4各涂层之间不会发生反应,且tizrn涂层3以及tizrn-ag涂层4内的成分不会相互反应。
28.最后,需要对tizrn-ag涂层4进行喷砂处理后形成所述医用牙科车针,喷砂处理包括,对tizrn-ag涂层4使用白玉刚进行喷砂处理,喷砂处理后的tizrn-ag涂层4表面粗糙度为2.5μm。形成的具有复合涂层的不锈钢医用牙科车针可以有效提高车针的耐磨性、耐腐蚀性,进而提高调磨速率和调磨质量以及安全性,从而延长车针的使用寿命,降低牙科就医成本。
29.制备上述医用牙科车针的方法,下面以具体实施例进行说明。
30.步骤一、对不锈钢车针基底1进行表面预处理,分别用石油醚、丙酮和酒精进行超声清洗,超声清洗三次。
31.步骤二、利用高真空磁控与离子束复合溅射设备,在预处理后的不锈钢基底1表面制备ti过渡涂层2。具体为:将设备抽真空至4
×
10-5
pa,同时进行加热,加热温度400℃。通入纯度为99.999%的氩气(ar),室内气压达到0.5pa,打开偏压电源,对不锈钢车针进行离子刻蚀15min,离子刻蚀采用的偏压电压为900v。然后调节ar流量,选取99.9at.%的ti靶,室内气压达到0.5pa时,ti靶电流70a,沉积偏压-30v,在不锈钢车针基底1表面沉积ti过渡涂层2,沉积时间15min,并且调节靶材和样品直接的距离为7cm,转盘转述为2rpm。
32.步骤三、在ti过渡涂层2表面磁控溅射形成tizrn涂层3:在真空腔抽真空至4
×
10-5
pa,在400℃下通入纯度99.999%氮气(n2)。选取ti:zr为2:1的含量为99.9at.%的tizr复合靶材。将石墨靶设定为恒定溅射功率100w,沉积气压0.5pa,沉积时间120min。
33.步骤四、在tizrn涂层3表面磁控溅射形成tizrn-ag涂层4:采用ti:zr为2:1的含量为99.9at.%的tizr复合靶材和ag靶,通入99.999%的氮气(n2)。沉积气压0.5pa,沉积时间15min,形成tizrn-ag涂层4。
34.步骤五、使用白玉刚对tizrn-ag涂层4进行喷砂处理至表面粗糙度为2.5μm。
35.使用上述制备方法制备得到的医用牙科车针具有tizrn/tizrn-ag硬质复合涂层,该功能层的厚度大约为8μm,该功能层与基体结合力为47.23n,车针表面硬度352.68gpa,磨损率为10-6
mm-3
/nm数量级,并且电化学测试表面具有tizrn/tizrn-ag复合涂层的医用牙科车针具有极低的腐蚀电流密度。由此说明,tizrn/tizrn-ag涂层具有理想的硬度、耐磨性、耐腐蚀性。
36.综上,本实用新型所提供的医用牙科车针,其在基底表面制备与基底结合力强的ti层,之后在ti层表面构筑功能层,功能层为tizrn涂层和形成在tizrn涂层表面的tizrn-ag涂层。涂层中的tizrn具有高硬度、优异的耐腐蚀性,而ag纳米颗粒具有良好的杀菌和抑菌效果,可防止菌落生长。具有功能层涂层的医用牙科车针具有理想的硬度、耐磨性、耐腐蚀性以及抑菌性能,从而有效提升医用牙科车针的使用寿命、调磨质量以及使用安全性。
37.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
38.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1