一种医疗器械用弹簧尖角成型装置的制作方法
1.本实用新型涉及弹簧加工技术领域,尤其是指一种医疗器械用弹簧尖角成型装置。
背景技术:
2.医疗器械是指直接或者间接用于人体的仪器、设备、器具、体外诊断试剂及校准物、材料以及其他类似或者相关的物品,包括医疗器械用弹簧。医疗器械的弹簧加工时,需要对加工完成的弹簧产品进行打磨,形成一尖角,打磨至符合弹簧产品形状以满足不同产品使用所需。现有技术中,由于医疗用弹簧体积非常小,难以加工,对弹簧加工设备定位效果差,成型、打磨精度低,无法达到医疗器械的标准。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种医疗器械用弹簧尖角成型装置,能够自动生产异形的医疗器械弹簧,定位效果好,对弹簧打磨尖角,打磨精度高、效率高,提高加工效率,良品率高。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.一种医疗器械用弹簧尖角成型装置,其包括支撑背板、金属丝旋转出料机构、金属丝顶弯机构、第一夹持槽块机构、第二夹持槽块机构、尖角打磨机构以及下料机构,所述金属丝旋转出料机构转动设置于所述支撑背板,所述金属丝旋转出料机构用于将直线形的金属丝旋转出料,所述金属丝顶弯机构滑动设置于所述支撑背板,所述金属丝顶弯机构设有顶弯槽,所述顶弯槽用于对金属丝进行弯折处理,所述第一夹持槽块机构和所述第二夹持槽块机构均滑动设置于所述支撑背板,所述第一夹持槽块机构设有第一夹持槽,所述第二夹持槽块机构设有第二夹持槽和金属丝弯折端定位槽,所述尖角打磨机构滑动设置于所述支撑背板并与所述金属丝弯折端定位槽相对应设置,所述下料机构滑动设置于所述支撑背板并用于对成型的弹簧下料。
6.进一步地,所述金属丝旋转出料机构包括旋转底盘和四分之一圆支柱,所述旋转底盘转动安装于所述支撑背板,所述四分之一圆支柱安装于所述旋转底盘,所述四分之一圆支柱设有料孔,所述料孔用于导出金属丝。
7.进一步地,所述第一夹持槽块机构包括第一滑轨、第一驱动部件、第一载移底座和第一夹持槽块,所述第一夹持槽块安装于所述第一载移底座,所述第一滑轨安装于所述支撑背板,所述第一载移底座滑动安装于所述第一滑轨,所述第一驱动部件设置于所述支撑背板,所述第一驱动部件的输出端与所述第一载移底座连接,所述第一夹持槽设置于所述第一夹持槽块的端部。
8.进一步地,所述第二夹持槽块机构包括第二滑轨、第二驱动部件、第二载移底座和第二夹持槽块,所述第二夹持槽块安装于所述第二载移底座,所述第二滑轨安装于所述支撑背板,所述第二载移底座滑动安装于所述第二滑轨,所述第二驱动部件设置于所述支撑
背板,所述第二驱动部件的输出端与所述第二载移底座连接,所述第二夹持槽和所述金属丝弯折端定位槽设置于所述第二夹持槽块的端部。
9.进一步地,所述尖角打磨机构包括第三滑轨、第三驱动部件、打磨电机和打磨砂轮,所述第三滑轨安装于所述支撑背板,所述打磨电机滑动安装于所述第三滑轨,所述打磨砂轮设置于所述打磨电机的输出端,所述第三驱动部件安装于所述支撑背板,所述第三驱动部件的输出端与所述打磨电机连接,所述打磨砂轮与所述金属丝弯折端定位槽相对应设置。
10.进一步地,所述下料机构包括弧形导料铲、第四驱动部件和集料托槽,所述第四驱动部件安装于所述支撑背板,所述弧形导料铲设置于所述第四驱动部件的输出端,所述集料托槽安装于所述支撑背板,所述集料托槽的开口端与所述弧形导料铲相对应设置。
11.本实用新型的有益效果:本技术的直线形的金属丝通过金属丝旋转出料机构出料,金属丝顶弯机构对金属丝的一端折弯,形成金属丝的弯折端,第一夹持槽块机构和第二夹持槽块机构均移动靠近金属丝,第一夹持槽和第二夹持槽夹住金属丝的本体,金属丝的弯折端位于金属丝弯折端定位槽内,尖角打磨机构靠近金属丝的弯折端,弯折端分为尖端和磨削端,尖角打磨机构磨削掉磨削端,形成金属丝尖端,金属丝旋转出料机构继续出料,金属丝顶弯机构继续对金属丝进行弯折处理,最终形成成品弹簧,本技术结构设计合理,能够自动生产异形的医疗器械弹簧,定位效果好,对弹簧打磨尖角,打磨精度高、效率高,提高加工效率,良品率高。
附图说明
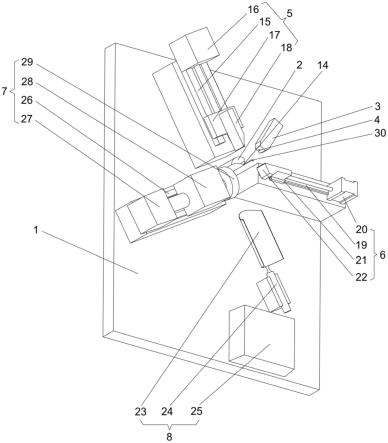
12.图1为本实用新型的第一视角的整体结构示意图。
13.图2为本实用新型的第二视角的整体结构示意图。
14.图3为本实用新型的金属丝弯折端打磨前的状态结构示意图。
15.图4为本实用新型的金属丝弯折端打磨后的状态结构示意图。
16.图5为本实用新型的成品弹簧的结构示意图。
具体实施方式
17.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
18.如图1至图5所示,本实用新型提供的一种医疗器械用弹簧尖角成型装置,其包括支撑背板1、金属丝旋转出料机构2、金属丝顶弯机构3、第一夹持槽块机构5、第二夹持槽块机构6、尖角打磨机构7以及下料机构8,金属丝旋转出料机构2转动设置于支撑背板1,金属丝旋转出料机构2用于将直线形的金属丝30旋转出料,金属丝顶弯机构3滑动设置于支撑背板1,金属丝顶弯机构3设有顶弯槽4,顶弯槽4用于对金属丝30进行弯折处理,第一夹持槽块机构5和第二夹持槽块机构6均滑动设置于支撑背板1,第一夹持槽块机构5设有第一夹持槽9,第二夹持槽块机构6设有第二夹持槽10和金属丝弯折端定位槽11,尖角打磨机构7滑动设置于支撑背板1并与金属丝弯折端定位槽11相对应设置,下料机构8滑动设置于支撑背板1并用于对成型的弹簧33下料。
19.实际运用中,直线形的金属丝30通过金属丝旋转出料机构2出料,金属丝顶弯机构
3对金属丝的一端折弯,形成金属丝的弯折端,第一夹持槽块机构5和第二夹持槽块机构6均移动靠近金属丝,第一夹持槽9和第二夹持槽10夹住金属丝的30本体,金属丝的弯折端位于金属丝弯折端定位槽11内,尖角打磨机构7靠近金属丝的弯折端,弯折端分为尖端31和磨削端32,尖角打磨机构7磨削掉磨削端32,形成金属丝尖端,金属丝旋转出料机构2继续出料,金属丝顶弯机构3继续对金属丝进行弯折处理,最终形成成品弹簧33,本技术结构设计合理,能够自动生产异形的医疗器械弹簧,定位效果好,对弹簧打磨尖角,打磨精度高、效率高,提高加工效率,良品率高。
20.本实施例中,金属丝旋转出料机构2包括旋转底盘12和四分之一圆支柱13,旋转底盘12转动安装于支撑背板1,四分之一圆支柱13安装于旋转底盘12,四分之一圆支柱13设有料孔14,料孔14用于导出金属丝。四分之一圆支柱13通过旋转不同的角度,能够实现避位的效果,不影响其它机构的加工动作。
21.本实施例中,第一夹持槽块机构5包括第一滑轨15、第一驱动部件16、第一载移底座17和第一夹持槽块18,第一夹持槽块18安装于第一载移底座17,第一滑轨15安装于支撑背板1,第一载移底座17滑动安装于第一滑轨15,第一驱动部件16设置于支撑背板1,第一驱动部件16的输出端与第一载移底座17连接,第一夹持槽9设置于第一夹持槽块18的端部。第一驱动部件16可以选用气缸、电缸或电机。
22.本实施例中,第二夹持槽块机构6包括第二滑轨19、第二驱动部件20、第二载移底座21和第二夹持槽块22,第二夹持槽块22安装于第二载移底座21,第二滑轨19安装于支撑背板1,第二载移底座21滑动安装于第二滑轨19,第二驱动部件20设置于支撑背板1,第二驱动部件20的输出端与第二载移底座21连接,第二夹持槽10和金属丝弯折端定位槽11设置于第二夹持槽块22的端部。第二驱动部件20可以选用气缸、电缸或电机。
23.本实施例中,尖角打磨机构7包括第三滑轨26、第三驱动部件27、打磨电机28和打磨砂轮29,第三滑轨26安装于支撑背板1,打磨电机28滑动安装于第三滑轨26,打磨砂轮29设置于打磨电机28的输出端,第三驱动部件27安装于支撑背板1,第三驱动部件27的输出端与打磨电机28连接,打磨砂轮29与金属丝弯折端定位槽11相对应设置。打磨电机28用于驱使打磨砂轮29高速转动,第三驱动部件27可以选用气缸、电缸或电机。
24.本实施例中,下料机构8包括弧形导料铲23、第四驱动部件24和集料托槽25,第四驱动部件24安装于支撑背板1,弧形导料铲23设置于第四驱动部件24的输出端,集料托槽25安装于支撑背板1,集料托槽25的开口端与弧形导料铲23相对应设置。弧形导料铲23具有导料的作用,产品弹簧通过弧形导料铲23滑落至集料托槽25内,便于收集成品弹簧,第四驱动部件24可以选用气缸、电缸或电机。
25.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
26.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1