一种用于连续铸造模具的冷却装置的制作方法
1.本实用新型涉及有色金属铸造技术领域,具体涉及一种用于连续铸造模具的冷却装置。
背景技术:
2.在有色金属金属加工领域,特别是铜及铜合金的铸造加工方面,水平连续铸造技术是当前有色金属行业采用的主要铸造技术;
3.该项技术主要依赖于水冷结晶组合模具装置进行铸造生产,该装置分一次冷却和二次冷却,一次冷却主要的作用是把液态金属转为固态金属,二次冷却主要是把固态金属冷却降温至常温,便于后期加工处理和安全操作。
4.其中,一次冷却装置主要由石墨模具、合金铜套、水冷套、进出水管路、流量计、水压继电器和阀门组成。连续铸造的结晶冷却是通过石墨模具和合金铜套的热传递,再通过冷却水的热交换把金属的热量置换出去,从而达到结晶和凝固的目的。
5.在使用中发现,采用传统的间接水冷方式对高温金属溶液的结晶和凝固进行铸造时,石墨模具的内表面与铸造件的外表面产生摩擦变得粗糙,致使铸件表面产生磨损,同时金属溶液开始结晶后的一次凝固层的厚度和强度随着热传递效果的变化,以及铸造件外表面与石墨模具接触表面因频繁摩擦而越来越粗糙,一次凝固层的厚度和强度也越来越小和降低,能够在铸件表面产生拉道、拉疤、凹坑、裂纹等铸造缺陷。
6.同时,石墨模具内表面与铸造件表面不断地产生 摩擦而变得越来越粗糙,内表面一旦出现磨就导致容易产生大量废料,造成能源浪费,频繁的更换石墨模具虽然能够解决该问题,但是设备成本和人工成本较高,同时更换模具的操作安全隐患较大,提供维护工期较长。
技术实现要素:
7.本实用新型的目的就是针对现有技术存在的缺陷,提供一种用于连续铸造模具的冷却装置,其具有更高的冷却效率,同时冷却气体与铸造件外表面直接接触还能够使铸造件的外圆快速收缩,并与石墨模具的内表面之间形成细微间距,减小石墨模具与铸造件之间的摩擦力,进而使铸造件的表面光滑平整,提高铸造件连续生产时的稳定性。
8.本实用新型的技术方案是:
9.一种用于连续铸造模具的冷却装置,包括一次冷却水套和位于冷却水套腔内的石墨模具,所述一次冷却水套的后端设有与石墨模具端部贴合的法兰盘;
10.所述法兰盘的中部设有同轴布置的环空腔,所述法兰盘上沿径向开设有与环空腔连通的进气口,所述法兰盘的后端设有与环空腔连通的出气口;
11.所述石墨模具的外周面上开设有环形的导流槽,所述导流槽内间隔开设有多个与石墨模具内腔连通的导流孔,所述石墨模具壁上沿轴向方向开设有集气流道,所述集气流道的前端与导流槽连通,所述集气流道的后端与所述出气口连通。
12.优选的,所述集气流道为多条,并且间隔环绕开设在石墨模具的壁上,所述法兰盘的出气口为多个,并且与石墨模具上的多条集气流道一一对应。
13.优选的,所述石墨模具的外部成圆筒形结构,并且石墨模具与法兰盘同轴布置。
14.优选的,所述石墨模具的外周面上沿轴线方向间隔开设有多条所述导流槽。
15.优选的,所述法兰盘的出气口处设有插入所述集气流道内并与集气流道连通的气嘴。
16.优选的,所述法兰盘上的进气口通过管道连接有储气罐,所述管道上还连接有气体流量计、气体截止阀和气体减压阀。
17.本实用新型与现有技术相比较,具有以下优点:
18.1.本实用新型通过法兰盘的进气口接入冷却气体,冷却气体采用惰性气体氮气,冷却气体依次流经环空腔、出气口、集气流道、导流槽和导流孔后进入石墨模具的腔内,使冷却气体直接的作用于铸造件的外表面,具有更高的冷却效率;
19.2.冷却气体进入石墨模具腔内直接作用于铸造件外表面的冷却方式,还能够使铸造件的外圆能够快速收缩,并与石墨模具的内表面形成细微间距,从而减小石墨模具与铸造件之间的摩擦力,进而使铸造件的表面光滑平整,提高铸造件连续生产时的稳定性。
附图说明
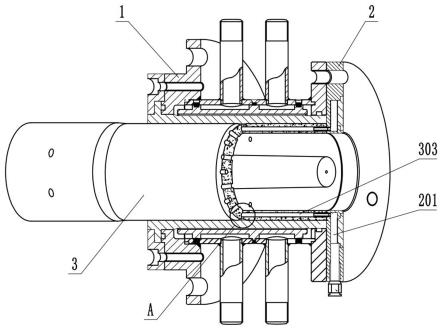
20.图1为本实用新型的结构示意图;
21.图2为法兰盘的结构示意图;
22.图3为图1中a处放大图的结构示意图;
23.图4为石墨模具的结构示意图;
24.图5为储气罐的装配示意图;
25.图中:1、一次冷却水套,2、法兰盘,3、石墨模具,4、储气罐,5、气体减压阀,6、气体截止阀,7、气体流量计,8、管道,201、环空腔,202、出气口,203、进气口,204、气嘴,301、导流槽,302、连通孔,303、集气流道,304、导流孔。
具体实施方式
26.下面是结合附图和实施例对本实用新型进一步说明。
27.实施例1
28.参见图1至图4所示,一种用于连续铸造模具的冷却装置,包括一次冷却水套1和位于一次冷却水套1腔内的石墨模具3,石墨模具3的外部成圆筒形结构。
29.一次冷却水套1的后端设有与石墨模具3端部贴合的法兰盘2,法兰盘2与石墨模具3同轴布置。
30.法兰盘2的中部设有同轴布置的环空腔201,法兰盘2上沿径向开设有与环空腔201连通的进气口203,法兰盘2的后端设有出气口202。
31.石墨模具3的外周面上开设有环形的导流槽301,导流槽301与一次冷却水套1的内周面之间形成环空的气体通道,导流槽301内间隔开设有多个与石墨模具3内腔连通的导流孔304。
32.石墨模具3壁上沿轴向方向开设有集气流道303,集气流道303的前端开设有与导
流槽301连通的连通孔302,集气流道303的后端与出气口202的位置对应,并且出气口202处设有插入集气流道303内并与集气流道303连通的气嘴204,其中气嘴204和集气流道303可采用过盈配合进行密封连通。
33.通过法兰盘2的进气口203接入冷却气体,冷却气体采用惰性气体氮气,冷却气体依次流经环空腔201、出气口202、集气流道303、导流槽301和导流孔304后进入石墨模具3的腔内,使冷却气体直接的作用于铸造件的外表面,具有更高的冷却效率;
34.同时,冷却气体进入石墨模具3腔内直接作用于铸造件外表面的冷却方式,使铸造件的外圆能够快速收缩,并与石墨模具3的内表面形成细微间距,从而减小石墨模具3与铸造件之间的摩擦力,进而使铸造件的表面光滑平整,提高铸造件连续生产时的稳定性,同时提高了石墨模具3的使用寿命。
35.另外,在采用惰性气体直接作用于铸造件表面进行冷却的过程中,还可以通过调整惰性气体的流量,适时改善铸造件的冷却效果,从而能够使铸造件一次凝固层的厚度和强度在可控范围内变化。
36.实施例2
37.本实施例是在实施例1的基础上进一步优化,具体是:
38.石墨模具3上的集气流道303为多条,并且间隔环绕开设在石墨模具3的壁上,法兰盘2的出气口202为多个,并且与石墨模具3上的多条集气流道303一一对应。
39.石墨模具3的外周面上沿轴线方向间隔开设有多条导流槽301。
40.通过在石墨模具3上开设多条集气流道303和多条导流槽301的设计,能够使冷却气体在多个位置更加均匀的进入石墨模具3的腔内,进一步提高对铸造件的冷却效率。
41.实施例3
42.本实施例是在实施例1或实施例2的基础上进一步优化,具体是:
43.参见图5,法兰盘2上的进气口203通过管道8连接有存储冷却气体的储气罐4,管道8上还连接有气体流量计7、气体截止阀6和气体减压阀5。
44.通过增加储气罐4、气体流量计7以及各个阀门,能够使冷却气体更加稳定的输送至石墨模具3内,进一步提高连续生产时的稳定性。
45.本实用新型并不限于上述的实施方式,在本领域技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化,变化后的内容仍属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1