一种用于全自动粉末冷压成型机的制动机构的制作方法
1.本实用新型属于全自动粉末冷压成型机设备技术领域,具体涉及一种用于全自动粉末冷压成型机的制动机构。
背景技术:
2.粉末冷压成型机能够一次性自动且连接压制出精度高、光洁度较好的粉末冶金零件,不仅为切削加工节约了大量的原材料和加工时间,而且适用范围广泛,深受企业的青睐。
3.当粉末冷压成型机的送料机构出现故障时,虽然可以关闭粉末冷压成型机的运动,但是其中从关闭到完全停止运行之间存在时间差,为了减少这段的时间差,一些用于全自动粉末冷压成型机的制动机构直接对主动齿轮进行制动,但是由于主动齿轮的转速较快,直接对主动齿轮进行制动会影响其使用寿命。
技术实现要素:
4.本实用新型提供了一种用于全自动粉末冷压成型机的制动机构,具有当制动卡柱在制动垫圈的带动下与主动转轴相接触后,通过制动卡柱与主动转轴之间的摩擦力逐渐减少主动转轴的转速,然后直至主动转轴停止转动,当主动转轴停止时,主动齿轮同时也停止转动,进而通过主动齿轮啮合传动下进行转动的从动齿轮也停止转动,从而实现对成型机本体自身配套设置送料机构的制动,同时在此过程中不再对需要对主动齿轮进行直接的制动,进而提高主动齿轮的使用寿命的特点。
5.本实用新型提供如下技术方案:一种用于全自动粉末冷压成型机的制动机构,包括成型机本体、地面,所述成型机本体的内侧设置有主动齿轮,所述主动齿轮的内圈通过固定连接设置有主动转轴,所述成型机本体的内侧设置有在主动齿轮啮合传动下进行转动的从动齿轮,所述从动齿轮的内圈通过固定连接设置有从动转轴,所述地面的上端对称设置有固定底座,所述固定底座的上端设置有起到支撑作用的支撑侧板,所述支撑侧板靠近成型机本体的一端设置有液压缸,所述液压缸的外圈设置有加固筋板,所述液压缸的输出端设置有移动端板,所述移动端板不与液压缸相连接的自由端设置有制动侧板,所述制动侧板不与移动端板相连接的自由端设置有制动垫圈,所述制动垫圈不与制动侧板相连接的自由端设置有制动卡柱,所述支撑侧板不与液压缸相连接的自由端设置有控制面板。
6.其中,所述主动齿轮、主动转轴均为成型机本体自身配套设置的部件,所述主动转轴与成型机本体自身配套设置的动力部件相连接,所述主动转轴不与动力部件相连接的自由端设置有第一轴承座;当成型机本体在进行工作时,主动转轴在动力部件的带动下进行转动,进而实现带动主动齿轮的转动。
7.其中,所述从动齿轮、从动转轴均为成型机本体自身配套设置的部件,所述从动转轴左、右两端的外圈对称设置有第二轴承座,所述从动齿轮与成型机本体自身配套设置的送料机构啮合传动连接;当主动齿轮在主动转轴的带动下进行转动时,主动齿轮通过啮合
传动带动从动齿轮的转动,进而实现带动从动转轴的同步转动。
8.其中,所述固定底座为长方形结构设置,所述固定底座与支撑侧板为一体成型结构设置;通过固定底座与支撑侧板的设置,用于对液压缸的固定。
9.其中,所述液压缸与控制面板电性连接,所述加固筋板的横截面为直角等边三角形设置,所述加固筋板每四块为一组;通过加固筋板的设置,用于提高液压缸与支撑侧板连接的稳固性,通过液压缸的设置,用于带动制动侧板的移动,进而实现对成型机本体的制动。
10.其中,所述移动端板与液压缸相连接的端面为长方形结构设置,所述移动端板与制动侧板相连接的端面为弧形结构设置;当通过控制面板开启液压缸的运行后,液压缸的输出端带动移动端板进行水平方向的移动,进而带动移动端板逐渐接近主动转轴,然后用于对成型机本体的制动。
11.其中,所述制动侧板的前视横截面为弧形结构设置,所述制动侧板的长度与移动端板的长度相同;当移动端板在液压缸的作用下进行移动时,制动侧板与移动端板进行同步的移动。
12.其中,所述制动垫圈为弧形结构的橡胶垫圈,所述制动垫圈与制动卡柱为一体成型结构设置,所述制动卡柱的前视横截面为弧形结构设置,所述制动卡柱依次相连的设置于制动垫圈不与制动侧板相连接的自由端面;当制动卡柱在制动垫圈的带动下与主动转轴相接触后,通过制动卡柱与主动转轴之间的摩擦力逐渐减少主动转轴的转速,然后直至主动转轴停止转动,当主动转轴停止时,主动齿轮同时也停止转动,进而通过主动齿轮啮合传动下进行转动的从动齿轮也停止转动,从而实现对成型机本体自身配套设置送料机构的制动,同时在此过程中不再对需要对主动齿轮进行直接的制动,进而提高主动齿轮的使用寿命。
13.本实用新型的有益效果是:当通过控制面板开启液压缸的运行后,液压缸的输出端带动移动端板进行水平方向的移动,进而带动移动端板逐渐接近主动转轴,然后用于对成型机本体的制动,当制动卡柱在制动垫圈的带动下与主动转轴相接触后,通过制动卡柱与主动转轴之间的摩擦力逐渐减少主动转轴的转速,然后直至主动转轴停止转动,当主动转轴停止时,主动齿轮同时也停止转动,进而通过主动齿轮啮合传动下进行转动的从动齿轮也停止转动,从而实现对成型机本体自身配套设置送料机构的制动,同时在此过程中不再对需要对主动齿轮进行直接的制动,进而提高主动齿轮的使用寿命。
14.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
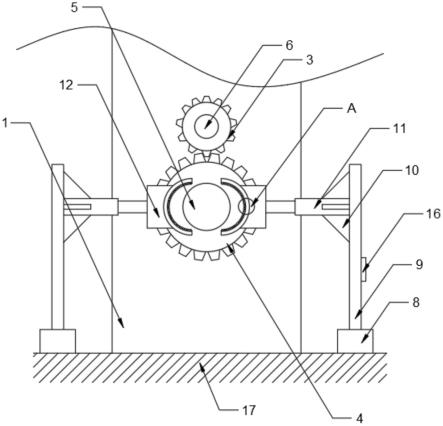
15.图1为本实用新型的前视剖面结构示意图;
16.图2为图1中a处的放大结构示意图;
17.图3为本实用新型的前视结构示意图;
18.图4为本实用新型的侧视剖面结构示意图;
19.图5为本实用新型中制动侧板的立体结构示意图;
20.图中:1、成型机本体;2、主动齿轮;3、从动齿轮;4、主动转轴;5、第一轴承座;6、从动转轴;7、第二轴承座;8、固定底座;9、支撑侧板;10、加固筋板;11、液压缸;12、移动端板;
13、制动侧板;14、制动垫圈;15、制动卡柱;16、控制面板;17、地面。
具体实施方式
21.请参阅图1-图5,本实用新型提供以下技术方案:一种用于全自动粉末冷压成型机的制动机构,包括成型机本体1、地面17,所述成型机本体1的内侧设置有主动齿轮2,所述主动齿轮2的内圈通过固定连接设置有主动转轴4,所述成型机本体1的内侧设置有在主动齿轮2啮合传动下进行转动的从动齿轮3,所述从动齿轮3的内圈通过固定连接设置有从动转轴6,所述地面17的上端对称设置有固定底座8,所述固定底座8的上端设置有起到支撑作用的支撑侧板9,所述支撑侧板9靠近成型机本体1的一端设置有液压缸11,所述液压缸11的外圈设置有加固筋板10,所述液压缸11的输出端设置有移动端板12,所述移动端板12不与液压缸11相连接的自由端设置有制动侧板13,所述制动侧板13不与移动端板12相连接的自由端设置有制动垫圈14,所述制动垫圈14不与制动侧板13相连接的自由端设置有制动卡柱15,所述支撑侧板9不与液压缸11相连接的自由端设置有控制面板16。
22.本实施方案中:所述主动齿轮2、主动转轴4均为成型机本体1自身配套设置的部件,所述主动转轴4与成型机本体1自身配套设置的动力部件相连接,所述主动转轴4不与动力部件相连接的自由端设置有第一轴承座5;当成型机本体1在进行工作时,主动转轴4在动力部件的带动下进行转动,进而实现带动主动齿轮2的转动。
23.所述从动齿轮3、从动转轴6均为成型机本体1自身配套设置的部件,所述从动转轴6左、右两端的外圈对称设置有第二轴承座7,所述从动齿轮3与成型机本体1自身配套设置的送料机构啮合传动连接;当主动齿轮2在主动转轴4的带动下进行转动时,主动齿轮2通过啮合传动带动从动齿轮3的转动,进而实现带动从动转轴6的同步转动。
24.所述固定底座8为长方形结构设置,所述固定底座8与支撑侧板9为一体成型结构设置;通过固定底座8与支撑侧板9的设置,用于对液压缸11的固定。
25.所述液压缸11与控制面板16电性连接,所述加固筋板10的横截面为直角等边三角形设置,所述加固筋板10每四块为一组;通过加固筋板10的设置,用于提高液压缸11与支撑侧板9连接的稳固性,通过液压缸11的设置,用于带动制动侧板13的移动,进而实现对成型机本体1的制动。
26.所述移动端板12与液压缸11相连接的端面为长方形结构设置,所述移动端板12与制动侧板13相连接的端面为弧形结构设置;当通过控制面板16开启液压缸11的运行后,液压缸11的输出端带动移动端板12进行水平方向的移动,进而带动移动端板12逐渐接近主动转轴4,然后用于对成型机本体1的制动。
27.所述制动侧板13的前视横截面为弧形结构设置,所述制动侧板13的长度与移动端板12的长度相同;当移动端板12在液压缸11的作用下进行移动时,制动侧板13与移动端板12进行同步的移动。
28.所述制动垫圈14为弧形结构的橡胶垫圈,所述制动垫圈14与制动卡柱15为一体成型结构设置,所述制动卡柱15的前视横截面为弧形结构设置,所述制动卡柱15依次相连的设置于制动垫圈14不与制动侧板13相连接的自由端面;当制动卡柱15在制动垫圈14的带动下与主动转轴4相接触后,通过制动卡柱15与主动转轴4之间的摩擦力逐渐减少主动转轴4的转速,然后直至主动转轴4停止转动,当主动转轴4停止时,主动齿轮2同时也停止转动,进
而通过主动齿轮2啮合传动下进行转动的从动齿轮3也停止转动,从而实现对成型机本体1自身配套设置送料机构的制动,同时在此过程中不再对需要对主动齿轮2进行直接的制动,进而提高主动齿轮2的使用寿命。
29.本实用新型的工作原理及使用流程:当成型机本体1在进行工作时,主动转轴4在动力部件的带动下进行转动,进而实现带动主动齿轮2的转动,当主动齿轮2在主动转轴4的带动下进行转动时,主动齿轮2通过啮合传动带动从动齿轮3的转动,进而实现带动从动转轴6的同步转动,当需要对成型机本体1进行制动时,通过控制面板16开启液压缸11的运行,然后液压缸11的输出端带动移动端板12进行水平方向的移动,进而带动移动端板12逐渐接近主动转轴4,当移动端板12在液压缸11的作用下进行移动时,制动侧板13与移动端板12进行同步的移动,当制动卡柱15在制动垫圈14的带动下与主动转轴4相接触后,通过制动卡柱15与主动转轴4之间的摩擦力逐渐减少主动转轴4的转速,然后直至主动转轴4停止转动,当主动转轴4停止时,主动齿轮2同时也停止转动,进而通过主动齿轮2啮合传动下进行转动的从动齿轮3也停止转动,从而实现对成型机本体1自身配套设置送料机构的制动,同时在此过程中不再对需要对主动齿轮2进行直接的制动,进而提高主动齿轮2的使用寿命,通过固定底座8与支撑侧板9的设置,用于对液压缸11的固定,通过加固筋板10的设置,用于提高液压缸11与支撑侧板9连接的稳固性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1