一种导轨滑块平侧面同步磨削磨床的制作方法
1.本实用新型涉及磨床技术,尤其是一种导轨滑块平侧面同步磨削磨床。
背景技术:
2.直线导轨滑块是保证导轨工作精度的重要依托,导轨滑块的磨削加工,目前主要是分工序先用平面磨磨上平面,然后以上平面为基准装夹磨侧基准面,再以上平面和侧基准面进行定位磨削沟道槽。现有公开技术主要有两种装备方式,一是单件滑块多次夹装,每次磨削一个目标位,这种传统的方式每次装夹对刀需花费许多时间,工作效率低,如专利公开号为cn112405241a,公开的一种滑块修整磨床,包括床身、基座、工作台、升降架和用于磨削待加工滑块及工作台基准面的磨削装置,基座通过纵向移动装置连接在床身的后侧,工作台通过横向移动装置连接在床身的前侧,工作台上设有用于固定待加工滑块的夹具,升降架通过竖向移动装置连接在基座上,磨削装置安装在升降架上,磨削装置包括主轴机头、连接主轴机头的主轴摆动座以及驱动主轴摆动座前后摆动的第一驱动机构。二是多刀具设置,如专利公开号为cn106002566a的一种直线导轨滑块的复合加工磨床,包括机床床身和在机床床身上沿x轴向移动的工作台,机床床身上还设有沿y轴向设置的横梁导轨副及安装在横梁导轨副上沿y轴移动的两个十字滑板,各十字滑板上均安装有沿z轴向滑动的磨头安装板,各磨头安装板上分别安装有端面大磨头和沟道槽磨头。滑块工件通过工作台装夹固定,通过端面大磨头完成滑块工件上的侧面基准面、上平面等待加工面的磨削加工。由于磨削时传动机构会承受来自各方向的力,造成震动,而这种十字滑板的磨头安装方式由于要承担多个磨头安装位,不仅自身结构复杂,要保证装置自身的精度就非常不容易,而且,使用一段时间之后要自行缓解磨削过程中的震动力会存在精度难以保证的现象。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中导轨滑块磨削效率低的问题,提供一种导轨滑块平侧面同步磨削磨床,它具有两个相互垂直方向的加工磨头,对导轨滑块的一个平面和一个侧面同步进行磨削,两个被加工面垂直度高,操作简单等特点。
4.本实用新型的上述技术问题主要是通过下述技术方案得以解决的:一种导轨滑块平侧面同步磨削磨床,包括磨床底座,与底座连为一体的工作台,其特征是底座上设有立梁,立梁上设有垂直拖板,垂直拖板上设有第一横向拖板和第二横向拖板;所述第一横向拖板上设有第一磨头,第二横向拖板上设有第二磨头;第一磨头水平安装,第二磨头垂直安装,第一磨头和第二磨头正相交于工作台上方。
5.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述第一横向拖板和第二横向拖板均由位于垂直拖板上的共同滑轨体定位。
6.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述垂直拖板由设置在立梁顶部的垂直动力丝杆驱动。
7.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述第一横向拖板由设
置在垂直拖板上的第一横向动力丝杆驱动;第二横向拖板由设置在垂直拖板上的第二横向动力丝杆驱动。
8.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述工作台设有与垂直拖板安装板面成直角的水平驱动机构。
9.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述工作台上设有电磁板,电磁板上设有工件定位块。
10.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述工件定位块固定在电磁板上,工件定位块位于头水平安装的第一磨头相对于被加工件导轨滑块的另一侧。
11.前述的一种导轨滑块平侧面同步磨削磨床中,作为优选,所述第一横向拖板和第二横向拖板之间设有活动式限位块。
12.本技术方案根据目标产品滑块的本体结构及被磨削面的特点,设计一种磨头主轴运动支撑和滑块定位工作台连为一体的磨床底座。以安装在工作台中的水平驱动机构提供被加工产品的x向动作。而立梁上的第一横向拖板带动第一磨头自身具备y、z向移动能力,实现对滑块侧面的磨削;立梁上的第二横向拖板带动第二磨头自身同样具备y、z向移动能力,实现对滑块平面的磨削。第一横向拖板和第二横向拖板的设计要求是使第一磨头和第二磨头具有相互配合的空间位置,能同时对滑块的顶面和侧面进行磨削而不发生干扰。
13.本装置中的平面、侧面两个工位磨头主轴运动支撑,除了自身具备的y、z向位移调整机构,其它均设计为共同机构体,如公共立梁、共用垂直拖板、共同滑轨体定位等,使整体结构简化,紧凑合理,符合人体工程学。
14.在实际配置横向拖板时,在第一横向拖板和第二横向拖板之间可设置活动式限位块,不仅可保证设备本身的操作安全,而且可满足不同规格滑块的磨削。
15.本方案中第一磨头水平安装,第二磨头垂直安装,并形成正相交于工作台上方,这种空间立体相交位置,在安装、对刀校准滑块时,具有充分的观察视角以及相互关联的参照效果。
16.进一步,针对滑块这种具有多面体的固定目标产品,工件定位块的设置使工件安装更具高效性,由于第一磨头和第二磨头对工件平面的垂直度属机床本身属性,因此当工件定位块在电磁板上一次调整完毕,即可进行滑块批量作业。
17.与现有技术相比,本实用新型的有益效果是:同一设备两个相互垂直方向的双砂轮加工磨头的设计,实现对导轨滑块的一个平面和一个侧面的同步磨削加工,减少安装校准时间,简化加工工序,提高了两个被加工面之间的垂直度,操作简单,生产效率高,且整体结构精度高、稳定性佳,适用范围广。
附图说明
18.图1是本实用新型的一种结构示意图。
19.图2是图1中的磨床底座及工作台部位结构示意图。
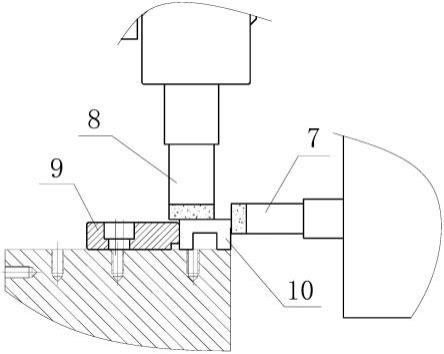
20.图3是图2中的m处局部放大结构示图。
21.图4是本实用新型的一种磨头走向布置及控制结构示意图。
22.图中:1.磨床底座,2.工作台,3.立梁,4.垂直拖板,5.电磁板,6.水平驱动机构,7.第一磨头,8.第二磨头,9.工件定位块,10.导轨滑块,11.垂直动力丝杆,12.第一横向拖板,
13.第一横向动力丝杆,14.第二横向拖板,15.第二横向动力丝杆。
具体实施方式
23.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
24.如图1所示,本实施例一种导轨滑块平侧面同步磨削磨床,包括磨床底座1,与底座1连为一体的工作台2,底座1和工作台2构成u形结构,其中u形中间部位的槽缺可作为两个磨头的对刀空间,也可作为冷却液流动槽,还方便了被加工件导轨滑块10的安装。
25.在底座1上设有立梁3,立梁3上通过竖直配置的滑轨安装垂直拖板4,垂直拖板4由设置在立梁3顶部的垂直动力丝杆11驱动。垂直拖板4上通过水平布置有滑轨并列安装第一横向拖板12和第二横向拖板14,如图3、4所示,第一横向拖板12的底端设有第一磨头7,第二横向拖板14朝第一横向拖板12方向的下角部位设置第二磨头8。其中第一磨头7水平安装,用来磨削导轨滑块10的侧面;第二磨头8垂直安装,用来磨削导轨滑块10的顶面,第一磨头7和第二磨头8正相交于工作台2上方,以保证磨削工件时的稳定性。
26.第一横向拖板12和第二横向拖板14均由位于垂直拖板4上的共同滑轨体来定位。且第一横向拖板12和第二横向拖板14之间设有活动式限位块。第一横向拖板12由设置在垂直拖板4上的第一横向动力丝杆13驱动;第二横向拖板14由设置在垂直拖板4上的第二横向动力丝杆15驱动。
27.工作台2中设有与垂直拖板4安装板面成直角的水平驱动机构6。如图2所示,工作台2上设有电磁板5,电磁板5上设有工件定位块9。工件定位块9用螺栓固定在电磁板5上,其位置可调整,工件定位块9位于头水平安装的第一磨头7相对于被加工件导轨滑块10的另一侧。工件定位块9的高度低于导轨滑块10的高度,但高于导轨滑块10的三分之二高度,以保证第一磨头7在侧面磨削工作时的稳定性。
28.工作时,先调整工件定位块9的位置,使导轨滑块10被加工的侧面处于电磁板5边缘之外,由于磨削尺寸在机加工中为较小尺寸,所以导轨滑块10露出电磁板5之外1-2mm即可;然后在第一磨头7、第二磨头8上安装cbn树脂砂轮,并对刀,使砂轮接近工作点;启动主轴电机,对导轨滑块10的上平面和一个侧面进行磨削。由本磨床加工的导轨滑块10,被加工的两个面具有较高的垂直度和平面度,后面的工序就能以该两个面作为基准进行加工。
29.上述实施例是对本实用新型的说明,不是对本实用新型的限定,在不脱离本技术方案原则下,任何对本实用新型的简单变换后的结构等均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1