一种可更换密封套的压射冲头的制作方法
1.本实用新型涉及压铸设备技术领域,特别是涉及一种可更换密封套的压射冲头。
背景技术:
2.在航空航天、汽车工业中等众多行业中,通过使用模具采用压铸工艺生产成型产品,以其生产效率、材料利用率高、对操作工人的技术水平要求低等特点被广大生产厂家所采用,尤其是铝压铸部件尤为众多。在压铸成型过程时,铝液在一定的压力和速度下通过压射冲头被挤压到模具的型腔中,使产品成型达到设计使用要求。
3.目前行业内的压射冲头多为合金钢材料或铸铁材料,合金钢材料虽然使用寿命高,但其价格昂贵、且模具的加工费用也较高;铸铁材料的价格低廉,加工费用也较低,因此其应用范围更广。
4.但无论是用合金钢材料还是铸铁材料制造的压射冲头,在压铸过程中铝液都必然会填充到压射冲头和熔杯的间隙中,并在它们的表面形成氧化铝硬化层,这就很容易导致压射冲头在往返的压射过程中被氧化铝的硬化层所磨损,压射冲头被磨损至一定程度之后需要及时更换。
5.然而,现有的压射冲头为圆柱形的一体化冲头结构,虽然压射冲头被磨损的部位只是在其圆周外壁和前端,但在更换时只能将压射冲头整体替换,这不仅需要重新制造新的压射冲头,还需要停机冷却,更换过程也至少需耗时30分钟以上,更换后的压射冲头还需整体预热至和铝液的温度基本一致才能压铸出合格的产品,进一步浪费了时间。
技术实现要素:
6.有鉴于此,本实用新型提供了在压射冲头本体上装有可拆卸的密封套、密封套的前端设置保护冲头本体端面的锁紧套,并在密封套的外圆周面上设置存储废料的储存槽及增加密封套耐磨性的耐磨层的一种可更换密封套的压射冲头。
7.为此,本技术提供了以下技术方案:包括圆柱形阶梯状的冲头本体,所述冲头本体一侧与压铸机的压射杆可拆卸地连接;所述压射杆侧冲头本体的外圆面上设有环形凸台,所述环形凸台另一侧的冲头本体上间隙配合地装有圆管状的密封套,所述密封套的外径大于环形凸台的外径;所述密封套的外圆面装有耐磨层。
8.进一步地,所述密封套的外圆周面上设有一个或多个将压铸过程中料筒筒壁上粘有的废料刮削掉并储存在槽内的储存槽。
9.进一步地,所述储存槽是v形的。
10.进一步地,所述v形储存槽的两侧夹角为α,α=80-90
°
。
11.进一步地,所述储存槽槽口宽度为b1,b1=5-10mm,两个所述储存槽的间隔为b2,b2=20-60mm。
12.进一步地,所述耐磨层为焊接在所述密封套外圆周面上的铍铜材料。
13.进一步地,所述密封套另一侧冲头本体的端面上设有螺柱,所述螺柱上螺装有防
止密封套滑动的锁紧盖,所述锁紧盖外端的外圆面上对称地设有一对或多对平行的平面二,两个平行的所述平面二形成一个便于用扳手将锁紧盖从螺柱上拆卸下来的安装扁。
14.进一步地,所述锁紧盖和密封套的抵接面处装有防止锁紧盖松动的防松垫圈。
15.进一步地,所述螺柱的圆心处设有便于轴承拔子顶杆定位的中心孔。
16.进一步地,所述环形凸台端面的圆心处设有螺孔,所述压射杆通过螺孔与冲头本体螺纹连接在一起;所述环形凸台的圆周面上对称地设有一对或多对平行的平面一,两个平行的所述平面一形成一个便于用扳手将冲头本体从压射杆上拆卸下来的安装扁。
17.本实用新型具有以下优点:
18.本技术的优点和积极效果:
19.1、将压铸模具最易被氧化铝拉伤的冲头本体的外圆周面上装有可拆卸的密封套,当密封套磨损后只需更换它既可,大大延长了冲头本体的使用寿命,经济效益显著。
20.2、在冲头本体与铝液直接接触的前端面上装有的锁紧盖,不仅保护了冲头本体,还对密封套的轴向起到加强固定的作用。
21.3、在密封套的外圆周处设置的储存槽,可将压铸过程中料筒筒壁上粘有的废料刮削掉储存在槽内,减少铝屑对熔杯的拉伤,进一步提高了密封套的使用寿命。
22.4、密封套外圆周面上焊接的铍铜材料耐磨层,其硬度可达hv500-600,进一步提高了密封套的使用寿命。
23.5、在冲头本体和锁紧盖上都设有由相互平行的平面构成的安装扁,可实现冲头本体从压射杆、以及锁紧盖从冲头本体上的快速拆卸,相应地减少了冲头本体再次进行压铸工作时的预热时间,经济效益显著。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
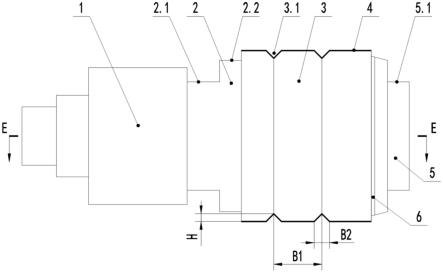
25.图1是本实用新型的外形图。
26.图2是图1的e-e剖面图。
27.图3是图2的f-f剖面图。
28.图4是图3中冲头本体的主视图。
29.图5图1的侧视图。
30.图中:1、压射杆;2、冲头本体;2.1、平面一;2.2、环形凸台;2.3、螺孔;2.4、螺柱;2.5、中心孔;3、密封套;3.1、储存槽;4、耐磨层; 5、锁紧盖;5.1、平面二;6、防松垫圈。
具体实施方式
31.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
32.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描
述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
34.本实用新型公开了一种可更换密封套的压射冲头,如图1所示,包括圆柱形阶梯状的冲头本体2,在冲头本体2左侧的圆心处设有螺孔2.3,冲头本体2通过螺孔2.3与压铸机的压射杆1螺纹连接在一起。
35.如图4所示,在冲头本体2左侧的外圆面上设有环形凸台2.2,环形凸台 2.2的圆周面上对称地设有一对或多对平行的平面一2.1,两个平行的平面一 2.1形成一个便于用扳手将冲头本体2从压射杆1上拆卸下来的安装扁。
36.如图1、2所示,在环形凸台2.2右侧的冲头本体2上间隙配合地装有用合金钢制成的圆管状的密封套3,由于密封套3在反复使用的过程中,会处于频繁加热、冷却的状态,且在此状态时还会受到铝液的压力,因此非常容易发生形变而难以拆卸,因此密封套3的外径需大于环形凸台2.2的外径,以便于当密封套3磨损量超出预订值时可以使用轴承拔子将其拆卸下来;在密封套3的外圆面上焊接有1-2mm厚的由铍铜材料制成的耐磨层4;铍铜耐磨层4的hv硬度可达500-600,铍铜的耐磨性能远优于一般的合金钢,使密封套3更耐磨,耐磨层4和密封套3结合处的抗剪切强度超过400mpa。
37.如图3、4、5所示,在密封套3右侧冲头本体2的端面上设有螺柱2.4,在螺柱2.4上螺纹安装有防止密封套3滑动的锁紧盖5,为保证锁紧盖5能很好地与密封套3的端面贴合,密封套3的端面应略超出冲头本体2的端面;进一步地,可以在锁紧盖5和密封套3的抵接面处装有防止锁紧盖5松动的防松垫圈6;在锁紧盖5右端的外圆面上对称地设有一对或多对平行的平面二5.1,其中两个平行的平面二5.1会形成一个便于用扳手将锁紧盖5从螺柱 2.4上实现快速拆卸下来的安装扁;当耐磨层4磨损到超出预订值的程度时,用轴承拔子的顶杆顶在螺柱2.4的外端面上,拔爪扣住密封套3的端面将密封套3从冲头本体2上取下。
38.作为一种优选的实施方式,如图3所示,所述密封套3的外圆周面上设有一个或多个储存槽3.1,储存槽3.1能够将压铸过程中料筒筒壁上粘有的废料刮削掉储存在槽内,减少铝屑对熔杯的拉伤;储存槽3.1槽口宽度b1均为 5-10mm,当有多个储存槽3.1时,两个储存槽3.1的间隔为b2, b2=30-60mm,具体需根据冲头本体2的外径和长度去选取b2的值,原则是冲头本体2的外径和长度越大,相应地b2的值越大;储存槽3.1可以是v形的,v形槽的两侧夹角为α,α=80-90
°
。
39.作为一种优选的实施方式,所述螺柱2.4的圆心处设有中心孔2.5,当需将密封套3从冲头本体2上将取下时,轴承拔子的顶杆顶在中心孔2.5处,使几个拔爪能更均布地卡在密封套3的端面,拔子的力量更均衡,拆卸的效率更高。
40.下面以具体四个具体的实施例进行阐述:
41.实施例1
42.冲头本体2的外径为80mm,长度为90mm,现有的使用寿命约为4500 模次。
43.采用本方案:冲头本体2的外径为70mm,密封套3的外径78mm、长度为55mm,铍铜耐磨层4单边的厚度为1mm、硬度为hv500、在密封套3的外圆周面上设有一个v形槽,其中α=80
°
、b1=5mm,采用本方案后,密封套3的使用寿命为7500模次,按可更换十次密封套3计算,冲头本体2的使用寿命可高达75000模次。
44.实施例2
45.冲头本体2的外径为80mm,长度为110mm,现有的使用寿命约为5000 模次。
46.采用本方案:冲头本体2的外径为67mm,密封套3的外径为77mm、长度为75mm,铍铜耐磨层4单边的厚度为1.5mm、硬度为hv500、在密封套3的外圆周面上设有三个v形槽,其中α=90
°
、b1=8mm、b2=30,采用本方案后,密封套3的使用寿命为8000模次,按可更换十次密封套3计算,冲头本体2的使用寿命可高达80000模次。
47.实施例3
48.冲头本体2的外径为120mm,长度为150mm,现有的使用寿命约为 5500模次。
49.采用本方案:冲头本体2的外径为107mm,密封套3的外径为117mm、长度为100mm,铍铜耐磨层4单边的厚度为1.5mm、硬度为hv600、在密封套3的外圆周面上设有两个v形槽,其中α=85
°
、b1=7.5mm、b2=40,采用本方案后,密封套3的使用寿命为9000模次,按可更换十次密封套3计算,冲头本体2的使用寿命可高达90000模次。
50.实施例4
51.冲头本体2的外径为150mm,长度为190mm,现有的使用寿命约为 5000模次。
52.采用本方案:冲头本体2的外径为135mm,密封套3的外径为146mm、长度为130mm,铍铜耐磨层4单边的厚度为2mm、硬度为hv600、在密封套3的外圆周面上设有三个v形槽,其中α=90
°
、b1=10mm、b2=50,采用本方案后,密封套3的使用寿命为9500模次,按可更换十次密封套3计算,冲头本体2的使用寿命可高达95000模次。
53.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1