一种汽车模具探测型表面处理装置的制作方法
1.本实用新型涉及汽车覆盖件模具表面处理技术领域,特别是指一种汽车模具探测型表面处理装置。
背景技术:
2.伴随汽车工业日益进步的质量和效率要求,汽车覆盖件模具制造的周期越来越短、精度和产品性能要求越来越高,而汽车覆盖件模具又具有以下特点:(1)属于单件定制化产品,其成型不确定性和单件定制性让汽车覆盖件模具制造具有大量的工匠手工操作内容;(2)产品毛坯应单件制造,形状复杂而存在较多铸造误差;(3)在实际汽车覆盖件模具制造过程中,铸造误差对汽车覆盖件模具过孔的影响需要靠去干涉加工来完成,但并非所有过孔均会产生干涉,产生几率较低,全面去干涉加工会造成大量的加工浪费;(4)因汽车覆盖件模具型面的复杂性、抛光力不均,汽车覆盖件模具型面的光洁度提升的传统方法,一直采用手工抛光完成,无法进行机械化操作。
3.为了提高汽车覆盖件模具型面的抛光效率,授权公告日为2020.06.09、授权公告号为cn 210704191 u的中国实用新型专利公开了一种汽车覆盖件模具加工用曲面抛光装置,包括箱体,所述箱体的上端固定连接有机械臂本体,所述转轴的中部固定连接有第一齿轮,所述第二齿轮的内侧固定连接在电机的输出端上,所述转轴的内侧贯穿连接有输导管,所述输导管的下端转动连接有固定块,所述固定块的上表面固定连接有储存箱,所述固定块下表面的中部固定连接有气囊,且固定块的下表面开设有卡槽,所述卡槽的内侧卡合连接有活动块,且活动块的上表面开设有槽孔,所述活动块的下端固定连接有抛光布。
4.上述专利所公开的技术方案相对传统的手工操作方法,虽然能够提高抛光效率,但是却无法检查铸造过孔的干涉情况,只是采用机械臂和电动件取代了一些手工操作,只能对外露的曲面区域进行抛光。而不能判断各个过孔的干涉情况,就需要对所有的过孔进行加工,抛光效率受抛光数量而无法进一步提高。
5.因此,如何开发一种能够机械化抛光汽车覆盖件模具表面同时又可以检查铸造过孔干涉情况的装置,来大幅度降低干涉加工的机床工作量和表面抛光的人工工作量,成为提升汽车覆盖件模具制造效率亟需解决的技术问题。
技术实现要素:
6.针对上述背景技术中的不足,本实用新型提出一种汽车模具探测型表面处理装置,解决了现有技术中汽车覆盖件模具抛光效率低的技术问题。
7.本技术的技术方案为:一种汽车模具探测型表面处理装置,包括与数控机床相配合的刀具卡头,所述刀具卡头连接有固定支撑杆,与所述固定支撑杆穿插配合有活动杆,所述活动杆后端部滑动插设在固定支撑杆的内部、前端部连接有钢丝抛光头,所述固定支撑杆的前端部与限制活动杆的后端部之间设置有轴向限位结构,所述钢丝抛光头与固定支撑杆的前端部之间设置有弹簧,所述固定支撑杆内设置有与活动杆相配合的行程开关,所述
行程开关连接在电源与报警部件之间。
8.进一步地,所述行程开关为常闭式开关或常开式开关。
9.进一步地,所述报警部件为蜂鸣器或报警灯。
10.进一步地,所述钢丝抛光头包括抛光头本体和钢丝刷毛,所述抛光头本体为一端封闭的筒状结构,所述钢丝刷毛均匀分布在筒状结构开口的端部,所述钢丝刷毛沿筒状结构侧壁的端面呈环状分布,所述活动杆与所述抛光头本体相连。
11.进一步地,所述活动杆的端部贯穿所述抛光头本体的封闭端,所述活动杆穿过抛光头本体的两侧均连接有调节螺母,所述活动杆前端部的伸出长度低于抛光头本体的前端面。
12.进一步地,所述固定支撑杆内设置有阶梯孔,所述活动杆为阶梯柱状,所述活动杆的大径段与阶梯孔的大径段滑动配合,所述活动杆的中径段与阶梯孔的小径段滑动配合,所述活动杆的小径段设置与调节螺母配合的螺纹。
13.进一步地,所述行程开关设置在阶梯孔的大径段内,所述阶梯孔的侧壁上设置有行程开关安装孔和报警部件安装孔,所述行程开关通过与行程开关安装孔配合的紧固螺钉定位在阶梯孔内,所述报警部件安装在报警部件安装孔内。
14.进一步地,所述活动杆的中径段设置有卡钳夹持面。
15.本实用新型所公开的一种汽车模具探测型表面处理装置与现有技术相比,具有以下有益效果:
16.(1)本实用新型实现了模具表面抛光和过孔干涉检查的数控机床程序化操作,大幅度降低过孔去干涉加工的工时,同时通过程序化数控机床表面抛光,大幅度降低模具制造的工匠手工抛光工作量,整体效率提升70%以上。
17.(2)本实用新型简单方便、成本低廉、机械式机构稳定性高,适合快速推广应用,同时有效避免因装饰电气化的稳定性问题带来的应用问题。
18.(3)本实用新型通过弹簧提供的预紧力来控制抛光时机械化抛光损伤模具型面的问题,做到便捷调整抛光力,同时钢丝抛光头本身具有弹性和持久抛光力,双重弹性控制让模具型面机械化随型抛光效果美观,且稳定性高,效率增幅明显,同时减少了大量的工匠低端长耗时劳动,解放工匠可以干更多高质量的技艺性工作。
附图说明
19.为了更清楚地说明本实用新型实施例,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
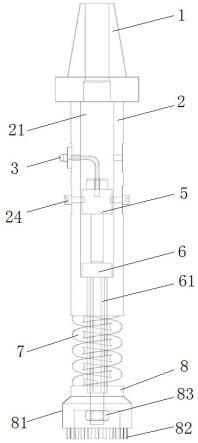
20.图1为本实用新型的装配示意图;
21.图2为图1中固定支撑杆的剖视图;
22.图3为图1中活动杆的结构示意图;
23.图4为图1中钢丝抛光头的结构示意图;
24.图5为钢丝抛光头的剖视图。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.一种汽车模具探测型表面处理装置,如图1所示,包括与数控机床相配合的刀具卡头1,使整个装置像数控机床的刀具一样,通过机床程序让机床带动而实现各个角度和位置的移动。所述刀具卡头1连接有固定支撑杆2,与所述固定支撑杆2穿插配合有活动杆6,所述活动杆6后端部滑动插设在固定支撑杆2的内部、前端部连接有钢丝抛光头8,所述固定支撑杆2的前端部与限制活动杆6的后端部之间设置有轴向限位结构,所述钢丝抛光头8与固定支撑杆2的前端部之间设置有弹簧7。即当钢丝抛光头8与过孔发生干涉时,钢丝抛光头8会在干涉力的作用下收缩,活动杆6插入固定支撑杆2内的深处。
27.所述固定支撑杆2内设置有与活动杆6相配合的行程开关5,所述行程开关5连接在电源与报警部件3之间。因8钢丝抛光头的直径与过孔内的安装柱直径一致,当过孔偏小或位置不良时,8钢丝抛光头会接触干涉位置,从而向内压缩,带动行程开关5运动,当运动超过限位时,开关联通或关闭,报警部件3的状态发生转变。此时可以判断该过孔存在干涉,可以进行去干涉加工,反之程序可以带动装置直接运动到位,从而按程序进入下一个过孔的检查,将全部过孔检查完成后,只需将当中个别触发报警的过孔进行去干涉加工,从而避免了不论是否有干涉,都需要全部加工一遍的加工浪费,提升加工效率。
28.在上述实施方式的基础上,作为一种优选的实施方式,所述行程开关5为常闭式开关或常开式开关。当行程开关5为常闭式开关时,钢丝抛光头8正常工作时,报警部件3持续报警,当钢丝抛光头8受到干涉时,报警部件3停止报警;当所述行程开关5为常开式开关时,钢丝抛光头8正常工作时,报警部件3不报警,当钢丝抛光头8受到干涉时,报警部件3开始报警。
29.在上述实施方式的基础上,作为一种优选的实施方式,所述报警部件3为蜂鸣器或报警灯。
30.在上述实施方式的基础上,作为一种优选的实施方式,如图4和图5所示,所述钢丝抛光头8包括抛光头本体81和钢丝刷毛82,所述抛光头本体81为一端封闭的筒状结构,所述钢丝刷毛82均匀分布在筒状结构开口的端部,所述钢丝刷毛82沿筒状结构侧壁的端面呈环状分布,所述活动杆6与所述抛光头本体81相连。
31.在上述实施方式的基础上,作为一种优选的实施方式,所述活动杆6的端部贯穿所述抛光头本体81的封闭端,所述活动杆6穿过抛光头本体81的两侧均连接有调节螺母83,所述活动杆6前端部的伸出长度低于抛光头本体81的前端面。因为弹簧7提供给活动杆6的压力是通过调节螺母83拧入深度来调节的,当8钢丝抛光头接触压力较大,可能损伤模具型面时,受弹簧7的弹性影响,活动杆6将在固定支撑杆2内旋转,从而钢丝抛光头8不旋转抛光,从而实现抛光力可控的情况下对模具型面进行粗抛光,解决模具型面抛光因型面复杂、抛光力不均造成的无法机械抛光问题,完成对模具型面的程序化随型抛光工作,减少工匠工时的浪费。
32.在实际操作中,编制符合模具型面形状且覆盖所有模具需抛光型面的数控机床程
序,将装置像机床安装刀具一样安装在数控机床上,数控机床执行程序按模具型面形状进行抛光,抛光过程中可以先查看型面状态,如果抛光较轻,钢丝抛光头8卡住现象较多,则拧紧调节螺母83,增大弹簧预紧力,从而达到良性抛光,如果抛光有轻微损伤型面情况,则放松调节螺母83,减小弹簧预紧力。
33.在上述实施方式的基础上,作为一种优选的实施方式,如图2和图3所示,所述固定支撑杆2内设置有阶梯孔21,所述活动杆6为阶梯柱状,所述活动杆6的大径段与阶梯孔21的大径段滑动配合,所述活动杆6的中径段与阶梯孔21的小径段滑动配合,所述活动杆6的小径段设置与调节螺母83配合的螺纹。
34.在上述实施方式的基础上,作为一种优选的实施方式,所述行程开关5设置在阶梯孔21的大径段内,所述阶梯孔21的侧壁上设置有行程开关安装孔22和报警部件安装孔23,所述行程开关5通过与行程开关安装孔22配合的紧固螺钉24定位在阶梯孔21内,所述报警部件3安装在报警部件安装孔23内。
35.在上述实施方式的基础上,作为一种优选的实施方式,所述活动杆6的中径段设置有卡钳夹持面61,便于安装时操作。
36.本实用新型的组装过程为:
37.1、先在固定支撑杆2内的阶梯孔中装入活动杆6,然后将报警部件3拧入报警部件安装孔23中,将报警部件的导线通过固定支撑杆内2的阶梯孔连接在行程开关5上,再将行程开关5放入2固定支撑杆2内的阶梯孔中,紧固螺钉24拧入行程开关安装孔22,紧固螺钉24的端部顶死行程开关5,即完成报警部件3、紧固螺钉24、行程开关5的安装;
38.2、将活动杆6的前端套上弹簧7,然后将钢丝抛光头8装活动杆6上,然后用卡钳卡住卡钳夹持面,拧紧调节螺母83,就可以将钢丝抛光头8安装在装置上,同时实现对弹簧7的预紧压紧;
39.3、将固定支撑杆2卡在刀具卡头1上,即完成了整体装置的安装。
40.本实用新型未详尽之处均为本领域技术人员所公知的常规技术手段。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1