一种系泊钩及转环的铸造模具的制作方法
1.本实用新型属于系泊钩及转环制造技术领域,尤其是一种系泊钩及转环的铸造模具。
背景技术:
2.系泊钩及转环用于船舶的码头停泊,系泊钩的结构如图5所示,系泊钩具有两个钩尖14 和15以及一个连接两个钩尖的a部,转环的结构如图6所示,包括一个弧形端部16和用于卡住系泊钩的另一侧端部。在停船时,转环转动一定方向后,将系泊钩钩住,由此使船舶不能随意移动。由于系泊钩受力较大,传统工艺采用铸造工艺进行制造,该工艺中存在以下问题:1.横浇口在侧面,浇口温度比较高,铸件在浇注位置比较厚,温度叠加,使该处容易产生缩孔/缩松缺陷;2.系泊钩尖端之间在浇铸时没有加强结构,铸件容易变形;3.原有的面砂采用石英砂,沙子中含泥量比较高,铸件表面容易包砂;4.原有的气眼比较随意,有的扎的深,有的扎的浅,下面的砂子不硬化,间距也常常大于220毫米,容易造成局部吹不硬,个别地方过吹,使砂子强度降低,浇注时易产生冲砂、皮下气孔等铸造缺陷。同样的,转环也存在上述第1、3、4的问题。在实际生产制造中,由于上述问题的存在,在经过超声波探伤检测后,废品率达到10-20%,不仅提高了生产成本,还导致工作效率的低下,急需一种能够解决上述问题的铸造模具以及铸造方法。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足之处,提供一种系泊钩及转环的铸造模具及铸造方法。该方法中,在模具上增加的浇道可以起到拉筋的作用,有利于顺序凝固,降低缩孔倾向;面砂采用纯度更高的石英砂,水玻璃加入量小于现有配方,防止铸件产生气孔的缺陷;气眼间距和深度合理,既能使砂子完全硬化,又保证了铸造的表面质量。
4.本实用新型解决技术问题所采用的技术方案是:
5.一种系泊钩及转环的铸造模具,其特征在于:包括系泊钩铸造模具,系泊钩铸造模具的砂箱内填充的铸造砂内设置有系泊钩型腔;
6.所述型腔两侧钩尖之间的铸造砂内设置有连通两个钩尖的浇道,与该浇道对位的铸造砂内设置浇口管;
7.所述型腔两侧的铸造砂内设置横浇道,与每个横浇道外侧端部对位的铸造砂内设置有冒口;
8.浇口管和冒口旁侧的铸造砂内设置有气眼。
9.进一步的:转环铸造模具的砂箱内填充的铸造砂内设置有转环型腔;
10.所述型腔一侧的弧形端部对位的铸造砂内设置有冒口;所述型腔的另一侧端部旁侧的铸造砂内设置横浇道,该横浇道外侧端部对位的铸造砂内设置有浇口管;
11.浇口管和冒口旁侧的铸造砂内设置有气眼。
12.进一步的:所述浇口管的内径为40-50毫米;
13.所述系泊钩铸造模具的冒口为内径在160-200毫米的圆形;
14.所述转环铸造模具的冒口为长轴200-220毫米且短轴160-180毫米的椭圆形。
15.进一步的:相邻的两个气眼的圆心的间距为180-220毫米。
16.进一步的:所述气眼距离型腔30-50毫米。
17.本实用新型取得的技术效果是:
18.本实用新型中,系泊钩铸造模具内设置的浇道形成了铸件的拉筋,保证系泊钩的两个钩尖端部不易变形,新的浇口的位置和浇道相互结合,有利于顺序凝固,降低了缩孔的倾向;面砂使用纯度更高的石英砂,而且减少了水玻璃的添加量,解决了因系泊钩和转环铸件较厚出现的包砂的问题;气眼采用了一定的间距和深度,保证了吹碳气硬化时的均匀硬化,提高了砂子的强度,避免了冲砂、皮下气孔等铸造缺陷。成品经过超声波探伤检测,避免了缩孔/ 缩松的缺陷,保证了铸件的强度,使废品率降低到1-2%,极大的降低了生产制造成本,提高了工作效率。
附图说明
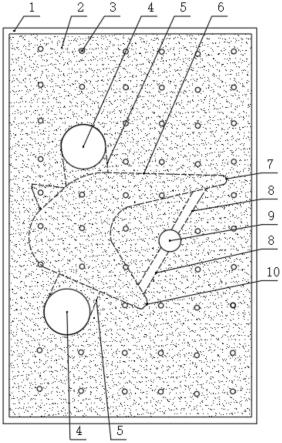
19.图1是本实用新型的系泊钩铸造模具的结构示意图;
20.图2是图1的截面图;
21.图3是本实用新型的转环铸造模具的结构示意图;
22.图4是图3的截面图;
23.图5是系泊钩的立体图;
24.图6是转环的立体图。
具体实施方式
25.下面通过具体实施例对本实用新型作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
26.一种系泊钩及转环的铸造模具,本实用新型的创新在于:包括如图1、2所示的系泊钩铸造模具,系泊钩铸造模具的砂箱1内填充的铸造砂2内设置有系泊钩型腔6,型腔两侧钩尖端7和10之间的铸造砂内设置有连通两个钩尖的浇道8,与该浇道对位的铸造砂内设置浇口管9,型腔两侧的铸造砂内分别设置一个横浇道5,与每个横浇道外侧端部对位的铸造砂内设置有冒口4,浇口管和冒口旁侧的铸造砂内设置有气眼3。
27.转环铸造模具如图3、4所示,砂箱内填充的铸造砂内设置有转环型腔11,型腔一侧的弧形端部13对位的铸造砂内设置有冒口,型腔的另一侧端部旁侧的铸造砂内设置横浇道12,该横浇道外侧端部对位的铸造砂内设置有浇口管,浇口管和冒口旁侧的铸造砂内设置有气眼。
28.系泊钩铸造模具和转环铸造模具使用的浇口管的内径为40-50毫米,深度为220-240毫米。系泊钩铸造模具的冒口为内径在160-200毫米的圆形,转环铸造模具的冒口为长轴 200-220毫米且短轴160-180毫米的椭圆形。
29.两个铸造模具内的相邻的两个气眼的圆心的间距为180-220毫米。气眼下端部距离型腔 30-50毫米。
30.上述系泊钩及转环的铸造方法包括以下步骤:
31.⑴
在两个砂箱内分别放置系泊钩和转环的模型,放置好浇口管和冒口;
32.放好被砂和面砂,用工具捶实,用被砂将浇口管和冒口覆盖好,将表面紧实、刮平;
33.面砂的二氧化硅的含量大于等于99%,水玻璃添加量为面砂重量的5-6%;
34.⑵
按照间距和深度扎出吹气的气眼,然后吹碳气使其硬化;
35.⑶
硬化后,起出模型,涂刷含锆英粉90%以上的涂料,点燃,喷枪烘烤,时间约为3-5分钟,使涂料充分干燥;
36.清理干净型腔内的砂子,合箱,检查合箱缝隙不大于1毫米,然后锁箱,放置浇口盆;
37.⑷
将原材料熔化,炉前加入硅锰铁调整成分,取样,用光谱仪检测炉前成分,确认成分在目标范围内时,调整温度至1580-1620℃时,扒渣出炉;
38.出炉时包内需加入0.2%纯铝丝或纯铝块进行脱氧;
39.从浇口管浇注;
40.⑸
脱箱及清理;
41.浇注后,保温12小时,脱箱,清理表面砂子;
42.打砂,切割浇冒口,用电弧气刨清理浇冒口切割后的根部残留及凸起不平,对于表面缺肉位置,用二氧化碳气体保护焊焊补;
43.⑹
退火处理;
44.将产品放置在热处理炉内进行退火处理,退火温度850-900℃,保温时间2.5-3小时;
45.⑺
退火后的产品,表面进行砂轮打砂,打砂清理后制得成品;
46.⑻
用超声波探伤仪进行检测。
47.本实用新型中,系泊钩铸造模具内设置的浇道形成了铸件的拉筋,保证系泊钩的两个钩尖端部不易变形,新的浇口的位置和浇道相互结合,有利于顺序凝固,降低了缩孔的倾向;面砂使用纯度更高的石英砂,而且减少了水玻璃的添加量,解决了因系泊钩和转环铸件较厚出现的包砂的问题;气眼采用了一定的间距和深度,保证了吹碳气硬化时的均匀硬化,提高了砂子的强度,避免了冲砂、皮下气孔等铸造缺陷。成品经过超声波探伤检测,避免了缩孔/ 缩松的缺陷,保证了铸件的强度,使废品率降低到1-2%,极大的降低了生产制造成本,提高了工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1