用于激光增材的激光熔覆加工头用保护镜模块的制作方法
1.本实用新型涉及激光增材制造技术领域,具体而言涉及用于激光增材的激光熔覆加工头用保护镜模块。
背景技术:
2.激光增材制造技术作为一种新兴的制造技术,随着现代工业的发展,在近年来得到越来越广泛的应用。在制造的过程中,金属粉末或丝材会在激光的高温作用下熔化,产生大量的烟尘漂浮在激光头周围。这些烟尘一旦进入到激光头的光学系统中,会对光学镜片造成污染并损坏。所以,保护镜对激光头的作用至关重要。
3.而现有的保护镜模块经常会出现密封性不好或更换保护镜时操作不够简便的问题,尤其是处于手套箱内的在激光增材环境,更换保护镜耗时长,步骤繁琐,一般包括:释放手套箱内的气体-解除手套箱和焊接头的连接-使用工具更换保护镜-连接焊接头和手套箱-向手套箱内充气的步骤,严重影响增材制造过程的连续性。
技术实现要素:
4.本实用新型提出一种用于激光增材的激光熔覆加工头用保护镜模块,包括:
5.保护镜上盖,沿激光光路方向,从保护镜上盖第二端向内构造出抽屉腔,且所述抽屉腔延伸至所述保护镜上盖的侧壁;
6.保护镜抽屉,由所述抽屉腔的开放端被装配到所述抽屉腔内,所述保护镜抽屉上设有保护镜;
7.其中,所述保护镜上盖设有导向杆,所述保护镜抽屉上设有锁止销,所述锁止销被设置成能相对于所述保护镜抽屉转动,且所述锁止销的外壁固定带有导向槽的导向套;
8.所述导向杆被设置成当所述保护镜抽屉滑入抽屉腔时,进入所述导向槽的第一端,并在所述锁止销转动预定角度后,移动至所述导向槽的第二端,使所述保护镜抽屉与抽屉腔贴紧且相对固定。
9.优选的,所述导向槽的路径被设置成一段螺旋线,使所述锁止销转动时,被所述导向杆驱动沿所述锁止销轴向运动。
10.优选的,所述保护镜抽屉包括托盘和固定在所述托盘一端的把手,所述托盘内设有双层台阶,所述保护镜被设置到第一层台阶,第二层台阶设有镜片压环。
11.优选的,所述镜片压环的外壁设有v型槽,所述托盘在第二层台阶内壁设有球头顶丝,当所述镜片压环安装到所述第二层台阶时,所述球头顶丝卡在所述v型槽中。
12.优选的,所述托盘靠近所述把手的一端设有凹槽,所述锁止销的第一端贯穿所述把手并转动连接在所述凹槽中,且所述锁止销的转动轴线平行于所述托盘的抽出方向,所述凹槽与所述导向杆的位置对应。
13.优选的,所述把手与所述保护镜上盖贴触的端面设有密封环。
14.优选的,还包括水冷环,从保护镜上盖第一端向内部构造出第二环形台阶和第一
环形台阶,所述水冷环由所述保护镜上盖的第一端装配到所述第二环形台阶内壁,且抵触到所述第一环形台阶,使所述水冷环、保护镜上盖之间形成环形的水冷通道,所述保护镜上盖的侧壁上设有两个通孔,两个所述通孔均与所述水冷通道连通。
15.优选的,所述水冷环包括水冷腔环和压环,所述水冷腔环的底部连接在所述第一环形台阶的上端,所述水冷腔环的上部连接在所述第二环形台阶的上端面,所述压环螺纹连接到所述第二环形台阶的侧壁,使所述水冷腔环压紧在所述第一环形台阶和第二环形台阶。
16.优选的,所述水冷通道与所述抽屉腔之间通过所述第一环形台阶分隔,所述托盘的高度与所述抽屉腔的高度相同,当所述托盘进入到所述抽屉腔后,所述托盘的上端面与所述第一环形台阶的下端面贴合,且当所述托盘进入到所述抽屉腔后,所述镜片压环的上端面与所述第一环形台阶的下端面贴合。
17.优选的,所述保护镜上盖的第二端端面设有保护镜下盖,所述保护镜下盖设有对应所述保护镜分布的圆槽,所述保护镜下盖的侧壁设有与所述圆槽连通的导气孔,所述导气孔用于向所述圆槽中输入同轴保护气。
18.与现有技术相比,本实用新型的优点在于:
19.本实用新型保护镜抽屉与保护镜上盖之间通过导向杆以及导向槽配合的方式完成两者之间的相对位置固定,且保护镜本身与保护镜抽屉采用卡合压盖的方式固定,整个保护镜更换时不需使用工具,也不需要解除手套箱的惰性保护气氛围,在手套箱内佩戴手套即可完成更换,以提高增材加工的连续性。
附图说明
20.附图不意在按比例绘制。在附图中,在各个图中示出的每个相同或近似相同的组成部分可以用相同的标号表示。为了清晰起见,在每个图中,并非每个组成部分均被标记。现在,将通过例子并参考附图来描述本实用新型的各个方面的实施例,其中:
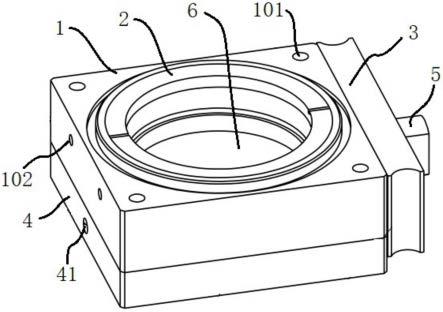
21.图1是本实用新型所示的用于激光增材的激光熔覆加工头用保护镜模块的结构示意图;
22.图2是本实用新型所示的用于激光增材的激光熔覆加工头用保护镜模块的剖视图;
23.图3是图2的立体图;
24.图4是本实用新型所示的水冷环结构的爆炸图;
25.图5是本实用新型所示的保护镜抽屉的结构示意图;
26.图6是本实用新型所示的保护镜的装配示意图。
具体实施方式
27.为了更了解本实用新型的技术内容,特举具体实施例并配合所附图式说明如下。
28.由于激光增材加工时所产生的烟气会污染保护镜,造成保护镜升温甚至破碎,尤其是在短焦距的激光增材加工中,更换频率通常是一天一次,而目前的保护镜一般是使用螺栓装配的方式,当保护镜处于手套箱内加工时,保护镜的更换过程一般包括:释放手套箱内的气体-解除手套箱和焊接头的连接-使用工具更换保护镜-连接焊接头和手套箱-向手
套箱内充气的步骤,严重影响增材制造过程的连续性。
29.【用于激光增材的激光熔覆加工头用保护镜模块】
30.结合图1-2所示,本实用新型提出一种用于激光增材的激光熔覆加工头用保护镜模块,主要包括保护镜上盖1、水冷环2和保护镜抽屉,为了满足保护镜抽屉的快拆,水冷结构和抽屉腔103被构造成相对独立的空间,如此,更换保护镜时,对于水冷结构没有影响。
31.保护镜上盖
32.保护镜上盖1沿激光光路方向,从保护镜上盖1第一端向内部构造出第二环形台阶12和第一环形台阶11,从保护镜上盖1第二端向内构造出抽屉腔103,且抽屉腔103延伸至保护镜上盖1的侧壁。
33.如此,在满足快拆的基础上,申请人希望水冷结构能对保护镜具有较优的热交换效率,且利于工件的加工和装配。
34.在具体的实施例中,结合图2-3所示,保护镜上盖1整体被构造成矩形块状,从保护镜上盖1的上方向下依次加工形成第二环形台阶12和第一环形台阶11,其中,第一环形台阶11的直径小于第二环形台阶12,形成双层台阶面,抽屉腔103由保护镜上盖1的下部加工形成圆筒形空间,并再从保护镜上盖1的侧壁端面与圆筒形空间连通,形成抽屉腔103。
35.其中,保护镜上盖1在第二环形台阶12的周围开设有螺栓孔,用于通过螺栓装配到场镜的下方,更换保护镜6时,只需要水平的抽出抽屉腔103内的保护镜抽屉即可。
36.水冷环
37.进一步的,水冷环2由保护镜上盖1的第一端装配到第二环形台阶12内壁,且抵触到第一环形台阶11,使水冷环2、保护镜上盖1之间形成环形的水冷通道201。
38.如此,通过水冷环2装配到第二环形台阶12和第一环形台阶11的方式,在抽屉腔103的上方构造处环形的水冷通道201,可对抽屉腔103的一周进行持续的热交换,且水冷通道201与抽屉腔103之间仅通过第一环形台阶11分隔,可保证较高的热交换能力,通过针对保护镜6外缘以及较短的隔离介质,整体上达到好的冷却性能。
39.在具体的实施例中,结合图4所示,水冷环2包括水冷腔环22和压环21,水冷腔环22的底部连接在第一环形台阶11的上端,水冷腔环22的上部连接在第二环形台阶12的上端面,压环21螺纹连接到第二环形台阶12的侧壁,使水冷腔环22压紧在第一环形台阶11和第二环形台阶12。
40.如此,当水冷腔环22压紧在第一环形台阶11和第二环形台阶12后,水冷腔环22与第一环形台阶11、第二环形台阶12之间形成密封的水冷通道201,当水冷通道201内填充流动的冷却液后,通过与周围的结构热交换,尤其是第一环形台阶11进行热交换,可快速带走抽屉腔103方向产生的热量。
41.其中,保护镜上盖1的侧壁上设有两个通孔102,两个通孔102均与水冷通道201连通,在使用时,将两个通孔102分别连接到冷却液进液管和冷却液排液管,使水冷通道201内的冷却液形成环流持续流动。
42.结合图4所示,可选的,水冷腔环22包括环形筒壁、上层环形板和下层环形板,上层环形板和下层环形板分别连接到环形筒壁的上端和下端,上层环形板的宽度大于下层环形板的宽度,上层环形板连接到第二环形台阶12的上端面,下层环形板连接到第一环形台阶12的上端面。
43.如此,水冷腔环22的环形筒壁内侧形成截面为矩形的环形水冷通道201,且环形水冷通道201分布在保护镜6边缘的外围,通过热传导的方式将热量传递到环形水冷通道201中的冷却液中,并通过冷却液的循环流动带走热量,保持对保护镜6的冷却。
44.优选的,第一环形台阶11、第二环形台阶12的上端面设有密封圈,通过密封圈的设置使环形水冷通道201形成可靠的密封腔体,避免渗漏,尤其是将压环21通过螺纹连接到第二环形台阶12内壁后,可使水冷腔环22与密封圈紧密接触。
45.保护镜抽屉
46.保护镜抽屉由抽屉腔103的开放端被装配到抽屉腔103内,保护镜抽屉上设有保护镜6,保护镜6的轴线与第一环形台阶11、第二环形台阶12的轴线重合。
47.保护镜6设置在激光的光路上,当金属粉末被激光照射而融化时,产生的烟气向上附着在保护镜6表面,由此,保护镜6形成对激光头其他光学透镜的保护效果,随着烟气的附着量增多,激光在保护镜6表面聚集的能量越多,使保护镜6升温。
48.在短焦距的激光增材加工应用中,由于保护镜6距离加工表面距离近,温度上升快,更换频繁,因此,保护镜6倍设置成装配在保护镜抽屉中,保护镜抽屉与抽屉腔103滑动连接,通过抽出的方式更换保护镜6,使更换过程更快速便捷。
49.进一步的,结合图3-4所示,水冷通道201与抽屉腔103之间通过第一环形台阶11分隔,如此,即保证保护镜抽屉的抽出不会对水冷结构造成干涉,同时,可保证水冷结构可对保护镜6形成良好的冷却效果。
50.可选的,保护镜抽屉包括托盘31和固定在托盘31一端的把手3,托盘31的高度与抽屉腔103的高度相同,当托盘31进入到抽屉腔103后,托盘31的上端面与第一环形台阶11的下端面贴合。
51.优选的,托盘31和保护镜上盖1由导热性好的金属加工形成,例如不锈钢,托盘31与第一环形台阶11保持贴合,能提高热传导能力,使保护镜6快速散热。
52.快拆结构
53.结合图1、图3和图5所示,为了在手套箱内能不解除手套箱惰性保护气氛围的条件下完成保护镜6的更换,保护镜上盖1设有导向杆52,保护镜抽屉上设有锁止销5,锁止销5被设置成能相对于保护镜抽屉转动,且锁止销5的外壁固定带有导向槽54的导向套53;
54.导向杆52被设置成当保护镜抽屉滑入抽屉腔103时,进入导向槽54的第一端,并在锁止销5转动预定角度后,移动至导向槽54的第二端,使保护镜抽屉与抽屉腔103贴紧且相对固定。
55.如此,在抽出和放入保护镜抽屉时,不需要使用辅助工具,也不需要破坏手套箱内的保护气状态,可以佩戴手套箱内的手套手动操作完成。
56.其中,结合图2所示,保护镜上盖1中设有卡槽104,卡槽104中固定有一段导向杆52,导向杆52的最下端位置高处抽屉腔103的最高点,并处于导向槽54的移动路径上。
57.进一步的,结合图5-6所示,托盘31靠近把手3的一端设有凹槽,锁止销5的第一端贯穿把手3并转动连接在凹槽中,且锁止销5的转动轴线平行于托盘31的抽出方向,凹槽与卡槽104的位置对应。
58.并且,导向槽54的路径被设置成一段螺旋线,使锁止销5转动时,被导向杆52驱动沿锁止销5轴向运动。
59.具体的,当托盘31装配到抽屉腔103中并逐渐向内滑动时,导向杆52进入到导向槽54的第一端,由于导向槽54是一段螺旋线,此时,托盘31无法被继续塞入,锁止销5的末端设有旋钮51,顺时针转动旋钮51时,导向套53转动,导向槽54与导向杆52发生相对滑动,将导向套53旋转运动变为锁止销5的轴向运动,使托盘31在进入抽屉腔103的末段行程被导向套53所控制,同时,托盘31从抽屉腔103抽出的初段行程也被导向套53所控制。
60.进一步的,托盘31内设有双层台阶,保护镜6被设置到第一层台阶,第二层台阶设有镜片压环61,当托盘31进入到抽屉腔103后,镜片压环61的上端面与第一环形台阶11的下端面贴合。
61.如此,保护镜6以简单可靠的方式装配到托盘31内,通过盖上镜片压环61的方式对保护镜6进行轴向定位,且当托盘31塞入到抽屉腔103中后,镜片压环61抵触到第一环形台阶11,形成对镜片压环61的限位,另一方面,也实现了镜片压环61和第一环形台阶11之间的热传导。
62.在优选的实施例中,镜片压环61的外壁设有v型槽,托盘31在第二层台阶内壁设有球头顶丝311,当镜片压环61安装到第二层台阶时,球头顶丝311卡在v型槽中。如此,镜片压环61与托盘31之间通过球头顶丝311形成卡合结构,方便手动装配和拆除。
63.保护镜的更换过程
64.保护镜6的更换过程为:逆时针转动旋钮51九十度,使导向槽54与导向杆52相对滑动,由于导向槽54的螺旋形路径,托盘31向外移动一段距离,此时导向杆52从导向槽54中移出,拉拽把手3使保护镜抽屉从抽屉腔103中抽出,然后手指从下方将保护镜6和镜片压环61同时从托盘31中顶出,更换新的保护镜6;将保护镜6放置到托盘31的双层台阶的下层台阶,再将镜片压环61压在保护镜6表面,使装配好镜片压环61和保护镜6的托盘31塞入到抽屉腔103,直至导向杆52进入到导向槽54第一端,此时,顺时针转动旋钮51,在导向杆52与导向槽54的相对滑动作用下,使托盘31继续进入抽屉腔103中,直至把手3压紧在保护镜上盖1表面。
65.在优选的实施例中,把手3与保护镜上盖1贴触的端面设有密封环32。如此,可保证增材加工时,金属粉末不会进入到抽屉腔103中污染保护镜。
66.保护镜下盖
67.进一步的,结合图1-3所示,当设备处于非保护气环境下,为了在短焦距加工下降低设备轴向的体积,保护镜上盖1的第二端端面设有保护镜下盖4,保护镜下盖4设有对应保护镜6分布的圆槽,保护镜下盖4的侧壁设有与圆槽连通的导气孔41。
68.如此,导气孔41可连接惰性保护气喷头,可通过导气孔41用于向圆槽中输入同轴保护气,不需要增加单独的保护气设备,缩小轴向尺寸。
69.【用于激光增材的激光熔覆加工头】
70.本实用新型第二方面提出一种技术方案,一种用于激光增材的激光熔覆加工头,使用上述保护镜模块,还包括激光准直模块、扫描振镜和场镜,其中激光准直模块与扫描振镜的进光口连接,场镜与扫描振镜的出光口连接,保护镜模块通过螺栓固定的方式连接在场镜的下方。
71.保护镜模块通过螺栓装配到场镜的下方后,更换保护镜6只需要手动操作即可,不需要使用工具拆卸,极大的缩减了增材加工的中断时间,且水冷结构、保护气通入机构集成
的设置到保护镜模块,可降低轴向尺寸,适合激光短焦距加工。
72.【保护镜更换方法】
73.本实用新型第三方面提出一种技术方案,一种保护镜更换方法,使用上述的保护镜模块,包括以下步骤:
74.步骤1、使锁止销5转动九十度,导向杆52从导向槽54中退出;
75.步骤2、沿抽屉腔103开口方向抽出保护镜抽屉,手指由保护镜6远离镜片压环61的一侧将保护镜6和镜片压环61同时从托盘31中顶出;
76.步骤3、更换新的保护镜6到托盘31中,并将镜片压环61盖在保护镜6表面,沿抽屉腔103开口方向放入保护镜抽屉,使导向杆52进入到导向槽54第一端;
77.步骤4、使锁止销5转动复位,导向杆52在导向槽54中滑动,使保护镜抽屉与保护镜上盖1贴紧。
78.具体的,保护镜6的更换过程为:逆时针转动旋钮51九十度,使导向槽54与导向杆52相对滑动,由于导向槽54的螺旋形路径,托盘31向外移动一段距离,此时导向杆52从导向槽54中移出,拉拽把手3使保护镜抽屉从抽屉腔103中抽出,然后手指从下方将保护镜6和镜片压环61同时从托盘31中顶出,更换新的保护镜6;将保护镜6放置到托盘31的双层台阶的下层台阶,再将镜片压环61压在保护镜6表面,使装配好镜片压环61和保护镜6的托盘31塞入到抽屉腔103,直至导向杆52进入到导向槽54第一端,此时,顺时针转动旋钮51,在导向杆52与导向槽54的相对滑动作用下,使托盘31继续进入抽屉腔103中,直至把手3压紧在保护镜上盖1表面。
79.在优选的实施例中,保护镜处于手套箱内;手套箱内设有隔离空间和加工空间,隔离空间和加工空间被密封门隔离,保护镜以及操作手套被设置在手套箱的隔离空间,进行保护镜更换时,使用操作手套打开密封门,并进行步骤1-4。
80.可选的,密封门是推拉式密封门,防止增材加工过程中金属粉末污染操作手套和放置在隔离空间内的备用保护镜6。
81.结合以上实施例,本实用新型在保护镜上盖中独立的构造处保护镜抽屉腔和水冷腔,使抽屉腔中的保护镜抽屉在快速更换保护镜时不受其他零部件装配关系的影响,保护镜抽屉与保护镜上盖之间通过导向杆以及导向槽配合的方式完成两者之间的相对位置固定,且保护镜本身与保护镜抽屉采用卡合压盖的方式固定,整个保护镜更换时不需使用工具,也不需要解除手套箱的惰性保护气氛围,在手套箱内佩戴手套即可完成更换,以提高增材加工的连续性。
82.虽然本实用新型已以较佳实施例揭露如上,然其并非用以限定本实用新型。本实用新型所属技术领域中具有通常知识者,在不脱离本实用新型的精神和范围内,当可作各种的更动与润饰。因此,本实用新型的保护范围当视权利要求书所界定者为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1