一种刀具厚度加工设备的制作方法
1.本实用新型涉及刀具厚度加工技术领域,具体是一种刀具厚度加工设备。
背景技术:
2.刀具是机械制造中用于切削加工的工具,又称切削工具,绝大多数的刀具是机用的,但也有手用的,由于机械制造中使用的刀具基本上都用于切削金属材料,刀具在加工过程中为了保证刀具的适用性,需要对其的厚度进行研磨加工,因此需要使用刀具研磨设备。
3.现有的刀具厚度加工设备在使用过程中大多采用单一面研磨的方法,研磨效率低下,浪费了时间和人工成本,而且精度也不高。
4.因此,针对上述问题提出一种刀具厚度加工设备。
技术实现要素:
5.为了弥补现有技术的不足,解决现有的刀具厚度加工设备在使用过程中大多采用单一面研磨的方法,研磨效率低下,浪费了时间和人工成本,而且精度也不高的问题,本实用新型提出一种刀具厚度加工设备。
6.本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种刀具厚度加工设备,包括脚架和夹具旋转控制按键,所述脚架的上方安装有底座,且底座的内部安装有液位计,所述液位计的上方安装有切削污液出口,且切削污液出口的右侧设置有控制口,所述夹具旋转控制按键安装于底座的上方,且切削液入口的上方固定有下部主轴,所述下部主轴的左右两侧均安装有托架驱动轴,且托架驱动轴的上方连接有水管,所述下部主轴的上方安装有上部主轴,且上部主轴的上方安装有升降高频率带动装置,所述升降高频率带动装置的右侧安装有磨削液确认口,且磨削液确认口的上方安装有循环确认键,所述升降高频率带动装置的左右两侧安装有手压泵,且手压泵的上方安装有圆筒轨道,所述升降高频率带动装置的上方安装有装置主体,且装置主体的上方设置有驱动装置,所述圆筒轨道的右侧安装有压力表,且压力表的底部连接有操作控制面板,所述装置主体的后方安装有电力箱,且电力箱的下方安装有空气连接口。
7.优选的,所述脚架在底座的底部均匀分布,且脚架的高度为100mm,且底座的长宽高分别为87.5cm、117.08cm、260.42cm。
8.优选的,所述下部主轴包括托台、驱动电机、外齿轮、大齿轮、磨台、内齿轮、置物孔、固定轴和固定轴,所述托台的上方安装有驱动电机,且驱动电机的上方连接有外齿轮,所述外齿轮的后方安装有大齿轮,且大齿轮的内部安装有磨台,所述磨台的上方安装有内齿轮,且内齿轮的内部开设有置物孔,所述内齿轮的边侧啮合有固定轴。
9.优选的,所述大齿轮与通过外齿轮与驱动电机之间构成转动结构,且大齿轮与外齿轮之间相互啮合,并且外齿轮在大齿轮的外部均匀分布。
10.优选的,所述内齿轮通过大齿轮构成转动结构,且内齿轮与大齿轮相互啮合,并且内齿轮在大齿轮的内部均匀分布,并且内齿轮与固定轴之间相互啮合,而且内齿轮之间不
相互接触。
11.优选的,所述水管通过托架驱动轴构成转动结构,且水管在装置的内部均匀分布。
12.优选的,所述上部主轴包括连接座、压台和定位轴,所述连接座的底部安装有压台,且压台的底部连接有定位轴,所述压台与大齿轮之间的圆心相互重合,且定位轴与固定轴之间的尺寸相互吻合。
13.优选的,所述升降高频率带动装置通过手压泵与圆筒轨道之间的配合构成升降结构,且圆筒轨道之间关于升降高频率带动装置的竖直中心线对称,并且升降高频率带动装置与上部主轴之间为固定连接。
14.本实用新型的有益之处在于:
15.1.本实用新型通过设置有上部主轴通过升降高频率带动装置进行升降,从而使得升降高频率带动装置能够通过手压泵和圆筒轨道相互配合在装置的内部进行升降,从而能够带动上部主轴在装置的内部进行升降,方便上部主轴与下部主轴相互接触对物料进行厚度的研磨加工,对物料的厚度进行调节,然后在上部主轴与下部主轴相互接触之后就能够对放置在下部主轴内部的物料进行研磨以及厚度的加工,并且手压泵安装在升降高频率带动装置的两侧能够提高装置在升降过程中的稳定性,避免在升降过程中不够稳定导致研磨不够精确,也方便装置进行操作;
16.2.本实用新型通过设置有大齿轮通过外齿轮进行转动,从而使得大齿轮能够被外齿轮带动进行转动,由于内齿轮与大齿轮相互啮合,因此大齿轮在转动过程中就能够带动内部的内齿轮进行转动,在使用过程中将需要研磨的物料放置在内齿轮内部的置物孔内部,因此内齿轮在转动时就会带动置物孔在装置的内部进行移动,由于内齿轮的底部安装有磨台,因此需要研磨的物料也与磨台相互接触,因此就能够对底部进行研磨,从而能够控制装置对物料研磨的厚度,同时内齿轮之间不相互接触就能够提高装置稳定性,避免内齿轮之间相互影响阻止装置行动
17.3、本实用新型通过下部主轴和上部主轴同时对刀片进行加工,采用上下双端面研磨技术,可达往复速度70~140min
-1
,精度可达到0.0000μ级,设备采用可上下双向旋转功能,逆向双面旋转研磨性能,不仅精度性能得到提升并且满足了节能降耗,上下同时研磨优化提升了加工时效,精密高效的满足端面研磨的功能,也可同时上下双向旋转,降低研磨损耗,高效快速的加工方式不仅提高产量还降低人力成本,双驱动研磨运动,能达到高精度的平行度和表面粗糙度,自动运行结束时通过轻磨削加工去除毛刺、翘边,可获得其他磨床难以实现的高精度平面度。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
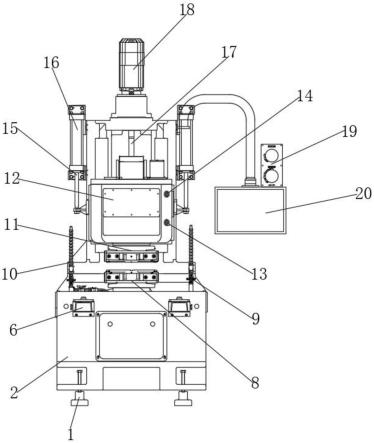
19.图1为实施例一正视的结构示意图;
20.图2为实施例一左视的结构示意图;
21.图3为实施例一右视的结构示意图;
22.图4为实施例二下部主轴和上部主轴立体结构示意图;
23.图5为实施例二下部主轴和上部主轴剖视结构示意图。
24.图中:1、脚架;2、底座;3、液位计;4、切削污液出口;5、控制口;6、夹具旋转控制按键;7、切削液入口;8、下部主轴;801、托台;802、驱动电机;803、外齿轮;804、大齿轮;805、磨台;806、内齿轮;807、置物孔;808、固定轴;9、托架驱动轴;10、水管;11、上部主轴;1101、连接座;1102、压台;1103、定位轴;12、升降高频率带动装置;13、磨削液确认口;14、循环确认键;15、手压泵;16、圆筒轨道;17、装置主体;18、驱动装置;19、压力表;20、操作控制面板;21、电力箱;22、空气连接口。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
26.实施例一
27.请参阅图1-3所示,一种刀具厚度加工设备,包括脚架1和夹具旋转控制按键6,脚架1的上方安装有底座2,且底座2的内部安装有液位计3,液位计3的上方安装有切削污液出口4,且切削污液出口4的右侧设置有控制口5,夹具旋转控制按键6安装于底座2的上方,且切削液入口7的上方固定有下部主轴8,下部主轴8的左右两侧均安装有托架驱动轴9,且托架驱动轴9的上方连接有水管10,下部主轴8的上方安装有上部主轴11,且上部主轴11的上方安装有升降高频率带动装置12,升降高频率带动装置12的右侧安装有磨削液确认口13,且磨削液确认口13的上方安装有循环确认键14,升降高频率带动装置12的左右两侧安装有手压泵15,且手压泵15的上方安装有圆筒轨道16,升降高频率带动装置12的上方安装有装置主体17,且装置主体17的上方设置有驱动装置18,圆筒轨道16的右侧安装有压力表19,且压力表19的底部连接有操作控制面板20,装置主体17的后方安装有电力箱21,且电力箱21的下方安装有空气连接口22。
28.脚架1在底座2的底部均匀分布,且脚架1的高度为100mm,且底座2的长宽高分别为87.5cm、117.08cm、260.42cm,从而使得脚架1能够提高装置的稳定性,同时也能够避免装置与地面直接接触导致装置漏电等情况发生,提高装置的安全性,并且脚架1在装置的底部还方便装置调节各个位置的高度,然后底座2的长宽度高度能够使装置更加美观,同时也能够使装置操作台面积更加合理。
29.水管10通过托架驱动轴9构成转动结构,且水管10在装置的内部均匀分布。从而使得水管10能够在装置的内部调节角度,方便水管10对下部主轴8和上部主轴11处加工的部位进行冲洗,避免装置厚度加工之后的碎屑导致装置堵塞,同时也能够降低下部主轴8和上部主轴11在加工过程中的的温度,提高装置在加工的过程中稳定性,避免下部主轴8和上部主轴11在装置的内部损坏,同时水管10在装置的内部均匀分布能够在不同的角度对下部主轴8和上部主轴11进行冲洗,提高水管10对装置降温的的效率。
30.升降高频率带动装置12通过手压泵15与圆筒轨道16之间的配合构成升降结构,且圆筒轨道16之间关于升降高频率带动装置12的竖直中心线对称,并且升降高频率带动装置
12与上部主轴11之间为固定连接,从而使得升降高频率带动装置12能够通过手压泵15和圆筒轨道16相互配合在装置的内部进行升降,从而能够带动上部主轴11在装置的内部进行升降,方便上部主轴11与下部主轴8相互接触对物料进行厚度的研磨加工,对物料的厚度进行调节,然后在上部主轴11与下部主轴8相互接触之后就能够对放置在下部主轴8内部的物料进行研磨以及厚度的加工,并且手压泵15安装在升降高频率带动装置12的两侧能够提高装置在升降过程中的稳定性,避免在升降过程中不够稳定导致研磨不够精确,也方便装置进行操作。
31.实施例二
32.请参阅图4-5所示,对比实施例一,作为实施例一的补充实施方式,下部主轴8包括托台801、驱动电机802、外齿轮803、大齿轮804、磨台805、内齿轮806、置物孔807、固定轴808和固定轴808,托台801的上方安装有驱动电机802,且驱动电机802的上方连接有外齿轮803,外齿轮803的后方安装有大齿轮804,且大齿轮804的内部安装有磨台805,磨台805的上方安装有内齿轮806,且内齿轮806的内部开设有置物孔807,内齿轮806的边侧啮合有固定轴808。
33.大齿轮804与通过外齿轮803与驱动电机802之间构成转动结构,且大齿轮804与外齿轮803之间相互啮合,并且外齿轮803在大齿轮804的外部均匀分布,从而使得外齿轮803能够被驱动电机802带动进行转动,由于外齿轮803与大齿轮804之间相互啮合,因此驱动电机802在转动的过程中带动大齿轮804进行转动,并且外齿轮803均匀安装在大齿轮804的外部能够提高大齿轮804在被外齿轮803带动的过程中稳定性,避免大齿轮804滑轨导致装置损坏。
34.内齿轮806通过大齿轮804构成转动结构,且内齿轮806与大齿轮804相互啮合,并且内齿轮806在大齿轮804的内部均匀分布,并且内齿轮806与固定轴808之间相互啮合,而且内齿轮806之间不相互接触,从而使得大齿轮804能够被外齿轮803带动进行转动,由于内齿轮806与大齿轮804相互啮合,因此大齿轮804在转动过程中就能够带动内部的内齿轮806进行转动,在使用过程中将需要研磨的物料放置在内齿轮806内部的置物孔807内部,因此内齿轮806在转动时就会带动置物孔807在装置的内部进行移动,由于内齿轮806的底部安装有磨台805,因此需要研磨的物料也与磨台805相互接触,因此就能够对底部进行研磨,从而能够控制装置对物料研磨的厚度,同时内齿轮806之间不相互接触就能够提高装置稳定性,避免内齿轮806之间相互影响阻止装置行动。
35.上部主轴11包括连接座1101、压台1102和定位轴1103,连接座1101的底部安装有压台1102,且压台1102的底部连接有定位轴1103,压台1102与大齿轮804之间的圆心相互重合,且定位轴1103与固定轴808之间的尺寸相互吻合,从而使得压台1102能够在升降高频率带动装置12下降的过程中重叠在大齿轮804的上方,使得压台1102能够将内齿轮806进行压紧,因此就能够对内齿轮806内部放置的物料进行加工研磨,就能够控制物料的厚度。
36.工作原理,首先,使用者将需要调节厚度控制的物料放置在内齿轮806内部的置物孔807中,然后升降高频率带动装置12通过手压泵15和圆筒轨道16相互配合在装置的内部进行升降,从而带动上部主轴11在装置的内部进行升降,方便上部主轴11与下部主轴8相互接触对物料进行厚度的研磨加工,对物料的厚度进行调节,然后在上部主轴11与下部主轴8相互接触之后就对放置在下部主轴8内部的物料进行研磨以及厚度的加工,并且手压泵15
安装在升降高频率带动装置12的两侧提高装置在升降过程中的稳定性,避免在升降过程中不够稳定导致研磨不够精确,也方便装置进行操作,然后外齿轮803被驱动电机802带动进行转动,由于外齿轮803与大齿轮804之间相互啮合,因此驱动电机802在转动的过程中带动大齿轮804进行转动,并且外齿轮803均匀安装在大齿轮804的外部提高大齿轮804在被外齿轮803带动的过程中稳定性,避免大齿轮804滑轨导致装置损坏,之后大齿轮804被外齿轮803带动进行转动,由于内齿轮806与大齿轮804相互啮合,因此大齿轮804在转动过程中就带动内部的内齿轮806进行转动,在使用过程中将需要研磨的物料放置在内齿轮806内部的置物孔807内部,因此内齿轮806在转动时就会带动置物孔807在装置的内部进行移动,由于内齿轮806的底部安装有磨台805,因此需要研磨的物料也与磨台805相互接触,因此就对底部进行研磨,从而控制装置对物料研磨的厚度,同时内齿轮806之间不相互接触就提高装置稳定性,避免内齿轮806之间相互影响阻止装置行动,之后压台1102在升降高频率带动装置12下降的过程中重叠在大齿轮804的上方,使得压台1102将内齿轮806进行压紧,因此就对内齿轮806内部放置的物料进行加工研磨,就控制物料的厚度,装置在加工的过程中就水管10通过托架驱动轴9在装置的内部调节角度,方便水管10对下部主轴8和上部主轴11处加工的部位进行冲洗,避免装置厚度加工之后的碎屑导致装置堵塞,同时也降低下部主轴8和上部主轴11在加工过程中的的温度,提高装置在加工的过程中稳定性,避免下部主轴8和上部主轴11在装置的内部损坏,同时水管10在装置的内部均匀分布在不同的角度对下部主轴8和上部主轴11进行冲洗,提高水管10对装置降温的的效率,该设备采用上下双端面研磨技术,可达往复速度70~140min
-1
,精度可达到0.0000μ级,设备采用可上下双向旋转功能,逆向双面旋转研磨性能,不仅精度性能得到提升并且满足了节能降耗,上下同时研磨优化提升了加工时效,精密高效的满足端面研磨的功能,也可同时上下双向旋转,降低研磨损耗,高效快速的加工方式不仅提高产量还降低人力成本,双驱动研磨运动,能达到高精度的平行度和表面粗糙度,自动运行结束时通过轻磨削加工去除毛刺、翘边,可获得其他磨床难以实现的高精度平面度;
37.接下来脚架1提高装置的稳定性,同时也避免装置与地面直接接触导致装置漏电等情况发生,提高装置的安全性,并且脚架1在装置的底部还方便装置调节各个位置的高度,然后底座2的长宽度高度使装置更加美观,同时也使装置操作台面积更加合理,然后切削液入口7和切削污液出口4将冷却水排入装置然后再排出,操作控制面板20方便使用者对装置进行操作,电力箱21对装置进行供能,方便装置进行操作。
38.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
39.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1