一种亚克力板加工用砂铣机的制作方法
1.本实用新型属于竹木机械设备技术领域,具体为一种亚克力板加工用砂铣机。
背景技术:
2.亚克力又称特殊处理的有机玻璃,是有机玻璃换代产品,用亚克力制作的灯箱具有透光性能好、颜色纯正、色彩丰富、美观平整、兼顾白天夜晚两种效果、使用寿命长、不影响使用等特点。亚克力板在加工过程中,经常需要对其进行铣削和砂磨处理,现有的亚克力板在生产时,铣削和砂磨在不同设备上进行处理,不仅增加了工序而且降低了加工效率。
技术实现要素:
3.针对以上问题,本实用新型提供了一种亚克力板加工用砂铣机,通过设置砂磨和铣削机构实现对加工件进行同步砂磨和铣削处理,减少对板材的加工工序同时提高加工效率。
4.本实用新型的目的可以通过以下技术方案实现:一种亚克力板加工用砂铣机,包括主体机架,所述主体机架上端中心位置设置有铣砂底座,铣砂底座通过伺服电机驱动进行转动,主体机架前端安装有上料机构,上料机构用于将板材送入到铣砂底座上;主体机架顶部安装有压料组件,压料组件用于将板材压紧在铣砂底座上;主体机架两侧均设置有驱动组件,其中一组驱动组件上安装有铣削组件,另一组驱动组件上安装有砂磨组件。
5.本实用新型的进一步技术改进在于:所述压料组件包括压料气缸,压料气缸的输出端连接有驱动杆,驱动杆的端部转动安装有连接座,连接座的底部固定连接有压料头。
6.本实用新型的进一步技术改进在于:所述驱动组件包括驱动气缸和支板,铣削组件和砂磨组件通过驱动轴转动安装在支板上,驱动气缸转动安装在铣削组件和砂磨组件上,驱动气缸的输出端通过驱动支座转动连接在主体机架上。
7.本实用新型的进一步技术改进在于:所述铣削组件包括铣削支架,铣削支架上安装有铣削电机和轴承座,轴承座上转动安装有铣削轴,铣削电机的输出轴上安装有主动带轮一,铣削轴上部安装有从动带轮一,铣削轴下部安装有铣刀。
8.本实用新型的进一步技术改进在于:所述砂磨组件包括砂磨支架,砂磨支架上转动安装有两组砂磨轴,两组砂磨轴分别安装有砂磨轮和传动轮,砂磨轮和传动轮之间通过砂磨带传动连接。
9.本实用新型的进一步技术改进在于:所述砂磨支架上固定安装有砂磨电机,砂磨电机的输出轴上固定安装有主动带轮二,安装有砂磨轮的砂磨轴上固定安装有与主动带轮二相配合的从动带轮二。
10.本实用新型的进一步技术改进在于:所述铣削组件和砂磨组件上均安装有吸尘罩,吸尘罩与外部吸尘风机相连。
11.与现有技术相比,本实用新型的有益效果是:
12.1、本实用新型在使用时,通过驱动气缸带动铣削组件和砂磨组件绕着连接驱动轴
进行转动,从而实现调节铣削组件和砂磨组件相对于加工件的位置,实现对不同规格加工件或者加工件不同位置进行铣削和砂磨加工。
13.2、压料气缸带动连接座和压料头升降移动,通过压料头对板材进行压紧,同时连接座转动安装可以随着铣砂底座一起转动,从而确保对板材进行周向铣砂加工。
14.3、通过设置砂磨和铣削机构实现对加工件进行同步砂磨和铣削处理,减少对板材的加工工序同时提高加工效率。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
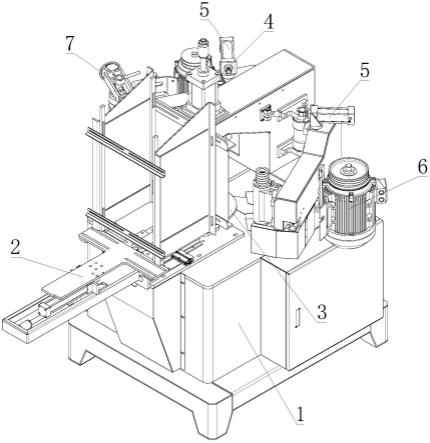
16.图1为本实用新型一种亚克力板加工用砂铣机整体立体结构示意图;
17.图2为本实用新型一种亚克力板加工用砂铣机整体轴测结构示意图;
18.图3为本实用新型一种亚克力板加工用砂铣机压料组件的结构示意图;
19.图4为本实用新型一种亚克力板加工用砂铣机铣削组件的结构示意图;
20.图5为本实用新型一种亚克力板加工用砂铣机砂磨组件的结构示意图。
21.图中:1、主体机架;2、上料机构;3、铣砂底座;4、压料组件;41、压料气缸;42、驱动杆;43、连接座;44、压料头;5、驱动组件;51、驱动气缸;52、支板;53、驱动支座;54、驱动轴;6、铣削组件;61、铣削支架;62、铣削电机;63、主动带轮一;64、轴承座;65、铣削轴;66、从动带轮一;67、铣刀;7、砂磨组件;71、砂磨支架;72、砂磨电机;73、主动带轮二;74、砂磨轴;75、从动带轮二;76、砂磨轮;77、传动轮;78、砂磨带;8、吸尘罩。
具体实施方式
22.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
23.请参阅图1-5所示,一种亚克力板加工用砂铣机,包括主体机架1,所述主体机架1上端中心位置设置有铣砂底座3,铣砂底座3通过伺服电机驱动进行转动,主体机架1前端安装有上料机构2,上料机构2用于将板材送入到铣砂底座3上;主体机架1顶部安装有压料组件4,压料组件4用于将板材压紧在铣砂底座3上;主体机架1两侧均设置有驱动组件5,其中一组驱动组件5上安装有铣削组件6,另一组驱动组件5上安装有砂磨组件7。
24.具体的,所述压料组件4包括压料气缸41,压料气缸41的输出端连接有驱动杆42,驱动杆42的端部转动安装有连接座43,连接座43的底部固定连接有压料头44,压料气缸41带动连接座43和压料头44升降移动,通过压料头44对板材进行压紧,同时连接座43转动安装可以随着铣砂底座3一起转动,从而确保对板材进行周向铣砂加工。
25.具体的,所述驱动组件5包括驱动气缸51和支板52,铣削组件6和砂磨组件7通过驱动轴54转动安装在支板52上,驱动气缸51转动安装在铣削组件6和砂磨组件7上,驱动气缸
51的输出端通过驱动支座53转动连接在主体机架1上,通过驱动气缸51带动铣削组件6和砂磨组件7绕着连接驱动轴54进行转动,从而实现调节铣削组件6和砂磨组件7相对于加工件的位置,实现对不同规格加工件或者加工件不同位置进行铣削和砂磨加工。
26.具体的,所述铣削组件6包括铣削支架61,铣削支架61上安装有铣削电机62和轴承座64,轴承座64上转动安装有铣削轴65,铣削电机62的输出轴上安装有主动带轮一63,铣削轴65上部安装有从动带轮一66,铣削轴65下部安装有铣刀67,铣削电机62带动铣削轴65转动,铣削轴65带动铣刀67转动,从而实现对加工件的铣削加工。
27.具体的,所述砂磨组件7包括砂磨支架71,砂磨支架71上转动安装有两组砂磨轴74,两组砂磨轴74分别安装有砂磨轮76和传动轮77,砂磨轮76和传动轮77之间通过砂磨带78传动连接。
28.具体的,所述砂磨支架71上固定安装有砂磨电机72,砂磨电机72的输出轴上固定安装有主动带轮二73,安装有砂磨轮76的砂磨轴74上固定安装有与主动带轮二73相配合的从动带轮二75。
29.具体的,所述铣削组件6和砂磨组件7上均安装有吸尘罩8,吸尘罩8与外部吸尘风机相连,通过设置吸尘罩8用于将铣削和砂磨加工产生的碎屑吸走,有效防止在加工中产生的碎屑飞散污染环境,同时可以方式碎屑在设备上堆积,不利于清理。
30.工作原理:本实用新型在使用时,通过上料机构2将需要加工的亚克力板加工件推送到铣砂底座3上,随后压料气缸41带动连接座43和压料头44升降移动,通过压料头44对板材进行压紧,同时连接座43转动安装可以随着铣砂底座3一起转动,从而确保对板材进行周向铣砂加工,通过驱动气缸51带动铣削组件6和砂磨组件7绕着连接驱动轴54进行转动,从而实现调节铣削组件6和砂磨组件7相对于加工件的位置,实现对不同规格加工件或者加工件不同位置进行铣削和砂磨加工,铣削电机62带动铣削轴65转动,铣削轴65带动铣刀67转动,从而实现对加工件的铣削加工,砂磨电机72带动砂磨轴74转动,利用砂磨轮76带动砂磨带78转动对加工件进行砂磨加工,通过设置砂磨和铣削机构实现对加工件进行同步砂磨和铣削处理,减少对板材的加工工序同时提高加工效率。
31.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本实用新型的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
32.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作
的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1