一种发动机缸体模具油道铸销结构的制作方法
1.本实用新型涉及压铸技术领域,特别是涉及一种发动机缸体模具油道铸销结构。
背景技术:
2.现有技术中,缸体模具的长油道铸销多为端面对碰结构,以获得产品形状需求。但是该结构在受铝液高速冲刷时,容易造成铸销弯曲,导致产品形状不符或铸销断裂。
技术实现要素:
3.为解决上述问题,本实用新型所采用的技术方案如下:
4.一种发动机缸体模具油道铸销结构,包括设置于模具内的两个或以上的铸销组件,其特征在于,所述模具的一侧设置有用于驱动铸销组件进入模具的型腔的铸销驱动机构;所述铸销驱动机构与铸销组件连接;所述铸销组件上设置有互锁结构和抗残留铝层黏附结构。
5.优选的,所述铸销组件包括分别设置于模具的上模和下模内的第一铸销和第二铸销;
6.所述第一铸销与第二铸销配合的配合面上设置有凹入结构;所述第二铸销与第一铸销配合的配合面上设置有凸出结构;所述第一铸销与第二铸销配合时,所述凹入结构与凸出结构形成所述互锁结构;
7.所述抗残留铝层黏附结构设置于凸出结构上;
8.所述第一铸销与第二铸销与铸销驱动机构连接。
9.优选的,所述凸出结构的侧面开设有若干个以第二铸销的轴心为中心圆周分布的圆底凹槽;所述圆底凹槽从凸出结构的上表面轴向延伸至第二铸销与凸出结构的连接面处;若干个所述圆底凹槽形成所述抗残留铝层黏附结构。
10.优选的,所述凹入结构和凸出结构的截面均为等边梯形状。
11.优选的,所述铸销驱动机构包括第一铸销驱动组件和第二铸销驱动组件。
12.优选的,所述第一铸销驱动组件包括上滑块和上滑块驱动器;所述第二铸销驱动组件包括下滑块和下滑块驱动器;
13.所述上滑块驱动器设置有两个,其驱动端分别与上滑块的两端连接,所述上滑块与第一铸销固定连接;所述下滑块驱动器设置有两个,其驱动端分别与下滑块的两端连接,所述下滑块与第二铸销固定连接。
14.优选的,所述第一铸销和第二铸销的外径大小向靠近配合面方向逐渐减小。
15.相比现有技术,本实用新型的有益效果在于:
16.该实用新型通过在铸销组件配合面上设置由凹入结构和凸出结构形成的互锁结构,提升配合面的连接强度,从而提升铸销组件的整体强度,避免铸销组件在铝液冲刷过程出现弯曲;同时在凸出结构的侧面设置由若干个圆底凹槽组成的抗残留铝层黏附结构,使铝液进入并填充圆底凹槽,形成较大面积的残留铝层,从而加强残留铝层与产品的连接强
度,避免残留铝层脱落黏附在铸销配合面上,防止下一个生产循环时铸销受挤压出现弯曲或断裂,延长了铸销组件的使用寿命。
附图说明
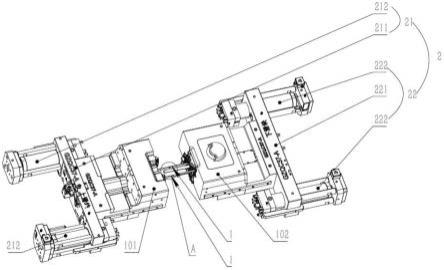
17.图1为本实用新型的整体结构示意图;
18.图2为图1中a处局部放大示意图;
19.图3为本实用新型中铸销组件的立体结构示意图;
20.图4为图3中b处局部放大示意图;
21.图5为本实用新型中第一铸销的立体结构示意图;
22.图6为本实用新型中第二铸销的立体结构示意图;
23.其中:铸销组件1、铸销驱动机构2、互锁结构3、抗残留铝层黏附结构4、第一铸销11、第二铸销12、第一铸销驱动组件21、第二铸销驱动组件22、上模101、下模102、凹入结构111、凸出结构121、上滑块211、上滑块驱动器212、下滑块221、下滑块驱动器222、圆底凹槽1211。
具体实施方式
24.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
25.需要说明的是,当元件被称为“固定在”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“前”、“后”、“左”、“右”、“上”、“下”以及类似的表述只是为了说明的目的。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
28.如图1-6所示,一种发动机缸体模具油道铸销结构,包括设置于模具内的两个或以上的铸销组件1,其特征在于,所述模具的一侧设置有用于驱动铸销组件1进入模具的型腔的铸销驱动机构2;所述铸销驱动机构2与铸销组件1连接;所述铸销组件1上设置有互锁结构3和抗残留铝层黏附结构4。
29.进一步的,如图2、3、4、5、6所示,所述铸销组件1包括分别设置于模具的上模101和下模102内的第一铸销11和第二铸销12;
30.所述第一铸销11与第二铸销12配合的配合面上设置有凹入结构111;所述第二铸销12与第一铸销11配合的配合面上设置有凸出结构121;所述第一铸销11与第二铸销12配合时,所述凹入结构111与凸出结构121形成所述互锁结构3;
31.所述抗残留铝层黏附结构4设置于凸出结构121上;
32.所述第一铸销11与第二铸销12与铸销驱动机构2连接。
33.在该实施例中,通过在第一铸销11和第二铸销12的配合面上设置由凹入结构111和凸出结构121组成的互锁结构3,提升第一铸销11和第二铸销12配合时配合面的连接强度,从而提升铸销组件1的整体强度,避免铸销组件1在铝液冲刷过程出现弯曲。
34.进一步的,如图4、6所示,所述凸出结构121的侧面开设有若干个以第二铸销12的轴心为中心圆周分布的圆底凹槽1211;所述圆底凹槽1211从凸出结构121的上表面轴向延伸至第二铸销12与凸出结构121的连接面处;若干个所述圆底凹槽1211形成所述抗残留铝层黏附结构4。
35.在该实施例中,铝液成型过程中,铝液会填冲凹入结构111与凸出结构121配合面的间隙,形成残留铝层,通过上述抗残留铝层黏附结构4的设置,铝液会进入并填充若干个所述圆底凹槽1211,形成较大面积的残留铝层,从而加强残留铝层与产品的连接强度,避免残留铝层脱落黏附在铸销配合面上,有效防止下一个生产循环时铸销受挤压出现弯曲或断裂。
36.进一步的,如图5、6所示,所述凹入结构111和凸出结构121的截面均为等边梯形状。
37.在该实施例中,通过该结构的设置,进一步提升互锁结构3的连接强度和稳定性。
38.进一步的,如图1所示,所述铸销驱动机构2包括第一铸销驱动组件21和第二铸销驱动组件22。
39.进一步的,所述第一铸销驱动组件21包括上滑块211和上滑块驱动器212;所述第二铸销驱动组件22包括下滑块221和下滑块驱动器222;
40.所述上滑块驱动器212设置有两个,其驱动端分别与上滑块211的两端连接,所述上滑块211与第一铸销11固定连接;所述下滑块驱动器222设置有两个,其驱动端分别与下滑块221的两端连接,所述下滑块221与第二铸销12固定连接。
41.在该实施例中,通过采用双上滑块驱动器212和双下滑块驱动器222分别驱动上滑块211和下滑块221动作,使第一铸销11和第二铸销12稳定的进入型腔,从而提升驱动第一铸销11和第二铸销12的稳定性和可控性。
42.进一步的,如图3、4、5、6所示,所述第一铸销11和第二铸销12的外径大小向靠近配合面方向逐渐减小。
43.工作原理:合模时,第一铸销驱动组件21和第二铸销驱动组件22同时动作,使第一铸销11和第二铸销12稳定的进入模具的型腔,然后凹入结构111与凸出结构121配合形成互锁结构3,提升第一铸销11和第二铸销12配合时配合面的连接强度,从而提升铸销组件1的整体强度,避免铸销组件1在铝液冲刷过程出现弯曲;另外铝液成型过程中,铝液会进入填冲凹入结构111与凸出结构121配合面的间隙,形成残留铝层,通过上述抗残留铝层黏附结构4的设置,铝液会进入并填充若干个所述圆底凹槽1211,形成较大面积的残留铝层,从而加强残留铝层与产品的连接强度,避免残留铝层脱落黏附在铸销配合面上,有效防止下一个生产循环时铸销受挤压出现弯曲或断裂。
44.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型专利权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1