一种汽轮机内缸件砂型的制作方法
1.本实用新型涉及汽轮机制造技术领域,具体为一种汽轮机内缸件砂型。
背景技术:
2.汽轮机是以蒸汽为工质并将蒸汽能转化为机械能的设备,汽轮机内缸件包括了转子和定子,转子上套设了叶轮,当蒸汽进入到汽轮机的内部时,通过叶轮带动转子旋转,来对蒸汽能进行转换,由于转子的尺寸较大,所以会使用到砂型铸造的工艺对汽轮机转子进行铸造。
3.目前的汽轮机内缸件砂型在对转子进行铸造的过程中,不便于使合金液稳定的进入到砂型内,容易导致合金液内部掺杂空气,影响转子成型后的质量。
技术实现要素:
4.本实用新型的目的在于提供一种汽轮机内缸件砂型,具备成型质量高的优点,解决了目前的汽轮机内缸件砂型在对转子进行铸造的过程中,不便于使合金液稳定的进入到砂型内,容易导致合金液内部掺杂空气,影响转子成型后的质量的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种汽轮机内缸件砂型,包括第一砂壳和第二砂壳,所述第一砂壳上固定连接有第一安装板,所述第二砂壳上固定连接有第二安装板,所述第一安装板与第二安装板通过螺栓固定连接,所述第二砂壳的顶部固定安装有盖板,所述第一砂壳的内腔设置有第一砂模,所述第二砂壳的内腔设置有第二砂模,所述第一砂模的内部分别开设有第一砂型腔和第一浇注孔,所述第二砂模的内部开设有第二砂型腔和第二浇注孔,所述第二砂模的顶部设置有排气砂管,所述排气砂管的顶部贯穿至盖板的顶部,所述排气砂管上开设有排气孔,所述排气孔与第二砂型腔连通。
6.为了便于对横置的第一砂壳进行支撑,作为本实用新型的一种汽轮机内缸件砂型优选的,所述第一砂壳的表面固定连接有支撑架。
7.为了便于对第一砂壳和第二砂壳进行对接,作为本实用新型的一种汽轮机内缸件砂型优选的,所述第二砂壳的右侧固定连接有定位销,所述第一砂壳的右侧固定连接有定位管,所述定位销的底部延伸至定位管的内腔并与其内壁滑动连接。
8.为了便于对第一砂壳和第二砂壳进行支撑,作为本实用新型的一种汽轮机内缸件砂型优选的,所述第一砂壳和第二砂壳的右侧均固定连接有连接柱,所述连接柱的右端固定连接有支撑座。
9.为了便于对合金液进行浇注,作为本实用新型的一种汽轮机内缸件砂型优选的,所述第一砂壳和第二砂壳的左侧均固定连接有浇注管。
10.为了便于对排水砂管进行限位避免其变形,作为本实用新型的一种汽轮机内缸件砂型优选的,所述盖板的顶部设置有与排气砂管配合使用的限位管。
11.与现有技术相比,本实用新型的有益效果如下:
12.1、本实用新型通过第一砂型腔、第一砂模、第一浇注孔、第二砂模、排气孔和排气
砂管的配合使用,解决了目前的汽轮机内缸件砂型在对转子进行铸造的过程中,不便于使合金液稳定的进入到砂型内,容易导致合金液内部掺杂空气,影响转子成型后的质量的问题。
13.2、本实用新型通过设置支撑架,能够当第一砂壳横置的时候对其进行支撑,通过定位销和定位管的配合使用,能够便于第一砂壳和第二砂壳进行对接,通过支撑座和连接柱的配合使用,能够便于当第一砂壳和第二砂壳立起时对其进行支撑,通过设置浇注管,能够便于把合金液浇注到第一浇注孔和第二浇注孔内。
附图说明
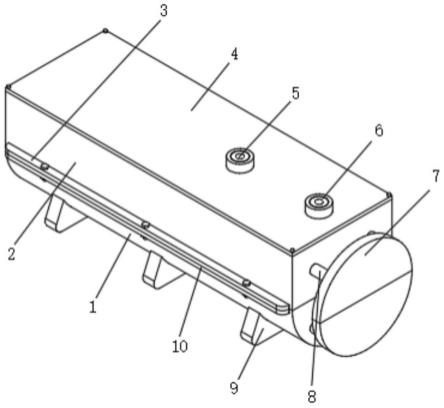
14.图1为本实用新型主视轴测图;
15.图2为本实用新型左视轴测图;
16.图3为本实用新型爆炸图;
17.图4为本实用新型第二砂模仰视图。
18.图中:1、第一砂壳;2、第二砂壳;3、第二安装板;4、盖板;5、排气孔;6、排气砂管;7、支撑座;8、连接柱;9、支撑架;10、第一安装板;11、浇注管;12、定位销;13、定位管;14、第一砂型腔;15、第一砂模;16、第一浇注孔;17、第二砂模;18、第二砂型腔;19、第二浇注孔。
具体实施方式
19.请参阅图1-图4,一种汽轮机内缸件砂型,包括第一砂壳1和第二砂壳2,第一砂壳1上固定连接有第一安装板10,第二砂壳2上固定连接有第二安装板3,第一安装板10与第二安装板3通过螺栓固定连接,第二砂壳2的顶部固定安装有盖板4,第一砂壳1的内腔设置有第一砂模15,第二砂壳2的内腔设置有第二砂模17,第一砂模15的内部分别开设有第一砂型腔14和第一浇注孔16,第二砂模17的内部开设有第二砂型腔18和第二浇注孔19,第二砂模17的顶部设置有排气砂管6,排气砂管6的顶部贯穿至盖板4的顶部,排气砂管6上开设有排气孔5,排气孔5与第二砂型腔18连通。
20.本实施例中:把第一砂模15放入到第一砂壳1的内腔,通过螺栓对第二安装板3和第一安装板10进行连接,把第二砂壳2固定在第一砂壳1的顶部,把第二砂模17放置在第二砂壳2内,在安装盖板4,安装完成后,立起第一砂壳1和第二砂壳2,支撑座7和连接柱8对第一砂壳1和第二砂壳2进行支撑,工作人员把合金液通过浇注管11浇注到第一浇注孔16和第二浇注孔19内,使合金液进入到第一砂型腔14和第二砂型腔18的内部成型,第一砂型腔14和第二砂型腔18内部的空气通过排气孔5排出,来使合金液稳定的进入到第一砂型腔14和第二砂型腔18内,当合金液浇注完成后,拆卸盖板4、第二砂壳2和第一砂壳1,取出第二砂模17和第一砂模15,破坏第二砂模17和第一砂模15取出冷却成型后的转子。
21.作为本实用新型的一种技术优化方案,第一砂壳1的表面固定连接有支撑架9。
22.本实施例中:在第一砂壳1的底部设置多个支撑架9,支撑架9对横置的第一砂壳1进行支撑,便于第一砂模15和第二砂模17的安装。
23.作为本实用新型的一种技术优化方案,第二砂壳2的右侧固定连接有定位销12,第一砂壳1的右侧固定连接有定位管13,定位销12的底部延伸至定位管13的内腔并与其内壁滑动连接。
24.本实施例中:在安装第二砂壳2时,第二砂壳2带动定位销12进入到定位管13的内部,定位销12和定位管13对第一砂壳1和第二砂壳2进行定位。
25.作为本实用新型的一种技术优化方案,第一砂壳1和第二砂壳2的右侧均固定连接有连接柱8,连接柱8的右端固定连接有支撑座7。
26.本实施例中:当第一砂壳1和第二砂壳2立起时,连接柱8和支撑座7对其的底部进行支撑,使合金液可以通过重力向下流动。
27.作为本实用新型的一种技术优化方案,第一砂壳1和第二砂壳2的左侧均固定连接有浇注管11。
28.本实施例中:设置浇注管11,能够避免浇注液洒出,对浇注人员进行辅助。
29.作为本实用新型的一种技术优化方案,盖板4的顶部设置有与排气砂管6配合使用的限位管。
30.本实施例中:限位管对排气砂管6进行限位,避免排气砂管6排完气,合金液进入排气砂管6后导致其弯曲,影响第二砂模17的取出。
31.工作原理:
32.使用时,把第一砂模15放入到第一砂壳1的内腔,通过螺栓对第二安装板3和第一安装板10进行连接,把第二砂壳2固定在第一砂壳1的顶部,把第二砂模17放置在第二砂壳2内,在安装盖板4,安装完成后,立起第一砂壳1和第二砂壳2,支撑座7和连接柱8对第一砂壳1和第二砂壳2进行支撑,工作人员把合金液通过浇注管11浇注到第一浇注孔16和第二浇注孔19内,使合金液进入到第一砂型腔14和第二砂型腔18的内部成型,第一砂型腔14和第二砂型腔18内部的空气通过排气孔5排出,来使合金液稳定的进入到第一砂型腔14和第二砂型腔18内,当合金液浇注完成后,拆卸盖板4、第二砂壳2和第一砂壳1,取出第二砂模17和第一砂模15,破坏第二砂模17和第一砂模15取出冷却成型后的转子。
33.综上所述:该汽轮机内缸件砂型,通过第一砂型腔14、第一砂模15、第一浇注孔16、第二砂模17、排气孔5和排气砂管6的配合使用,解决了目前的汽轮机内缸件砂型在对转子进行铸造的过程中,不便于使合金液稳定的进入到砂型内,容易导致合金液内部掺杂空气,影响转子成型后的质量的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1