一种圆盘侧面打磨装置的制作方法
1.本实用新型涉及打磨装置领域,尤指一种圆盘侧面打磨装置。
背景技术:
2.在木材加工中,木材经常需要进行打磨,以便均匀的进行涂料或者上漆。为满足大量木材家具、日用品等的需要,常常采用机械的方式进行木材的批量打磨处理,即采用打磨装置对木材进行快速打磨。
3.随着社会的发展,家具、日用品等行业对木材的要求越来越高。目前在对圆盘的打磨装置中,只能一次对单个圆盘进行上料以及对单个的圆盘进行打磨,这大大降低了打磨的效率。
技术实现要素:
4.为解决上述问题,本实用新型提供一种圆盘侧面打磨装置,其中上料块组件可以一次性将多个位于存料舱底部的圆盘推送至输送皮带组件上;故可以大大提高其上料速度;可以实现同时对两个圆盘实现打磨,其加工效率可大大提高。
5.为实现上述目的,本实用新型采用的技术方案是:一种圆盘侧面打磨装置,包括输送皮带组件、上料装置、拨料装置、打磨组件、推磨组件;上料装置包括上料块组件、位于输送皮带组件入料口一侧的多个存料舱,其中上料块组件将多个存料舱底部的圆盘推送至输送皮带组件上;打磨组件包括位于输送皮带组件出料口一侧的第一打磨通道、位于输送皮带组件出料口另一侧的第二打磨通道、位于第一打磨通道与第二打磨通道之间的打磨砂轮组件;所述拨料装置包括拨料驱动装置以及拨料块组件,该拨料驱动装置驱动拨料块组件并将输送皮带组件上的圆盘拨送至第一打磨通道或第二打磨通道;推料组件包括位于第一打磨通道一侧且用于将圆盘推向打磨砂轮组件的第一推料装置、位于第二打磨通道一侧用于将圆盘推向打磨砂轮组件的第二推料装置。
6.作为优选方案,其中存料舱侧面底部开设有一条形开口,所述推块组件包括上料气缸、上料块,所述上料气缸的驱动端与上料块连接,并驱动上料块穿出条形开口将圆盘推出。
7.作为优选方案,所述上料块的一侧设置有多个对应圆盘的弧形槽位。
8.作为优选方案,打磨组件还包括位于输送皮带组件出料口与第一打磨通道之间的第一存料位、位于输送皮带组件出料口与第二打磨通道之间的第二存料位、设在第一存料位一侧且用于将圆盘推入第一打磨通道的第一入料气缸、设在第二存料位一侧且用于将圆盘推入第二打磨通道的第二入料气缸。
9.作为优选方案,所述拨料装置还包括固定支架,其中固定支架上设置有垂直于输送皮带组件传送方向的拨料导轨,其中拨料块组件包括拨料滑块、拨料块,拨料滑块套设在拨料导轨上,且所述拨料驱动装置驱动拨料滑块沿拨料导轨移动,且拨料块固定在拨料滑块的末端并位于输送皮带组件表面。
10.作为优选方案,推料导轨的两端延伸出固定支架并构成两推料导轨,所述第一推料装置与第二推料装置的结构一致,且第一推料装置与第二推料装置呈对称放置;其中第一推料装置包括固定设置在固定支架上的第一推料气缸、滑动套设在推料导轨上的回弹块组件、滑动套设在推料导轨上的推料块组件、套设在推料导轨上且位于位于固定支架与回弹块组件之间的回位弹簧;其中第一推料气缸驱动推料块组件,且使得推料块组件推动圆盘往打磨砂轮组件移动,同时圆盘推动回弹块组件并使得回位弹簧处于压缩状态。
11.作为优选方案,所述推料块组件包括滑动套设在推料导轨上的推料固定块、固定设置在推料固定块表面的推料板,推料板的末端设置有与圆盘侧面接触的第一滚轮。
12.作为优选方案,回弹块组件包括滑动套设在推料导轨上的回弹固定块、固定设置在回弹固定块表面的回弹块,该回弹块末端设置有与圆盘侧面接触的第二滚轮。
13.作为优选方案,第一打磨通道以及第二打磨通道上设置有用于压紧圆盘的圆盘压片。
14.本实用新型的有益效果在于:相对传统技术中的单个上料,本技术中上料装置包括上料块组件、位于输送皮带组件入料口一侧的多个存料舱,其中上料块组件可以一次性将多个位于存料舱底部的圆盘推送至输送皮带组件上;故可以大大提高其上料速度;另外在本技术中设置有拨料装置,其中该拨料驱动装置驱动拨料块组件并将输送皮带组件上的圆盘拨送至第一打磨通道或第二打磨通道;然后在本技术还设有位于第一打磨通道一侧且用于将圆盘推向打磨砂轮组件的第一推料装置、位于第二打磨通道一侧用于将圆盘推向打磨砂轮组件的第二推料装置,故可以实现同时对两个圆盘实现打磨,其加工效率可大大提高。
附图说明
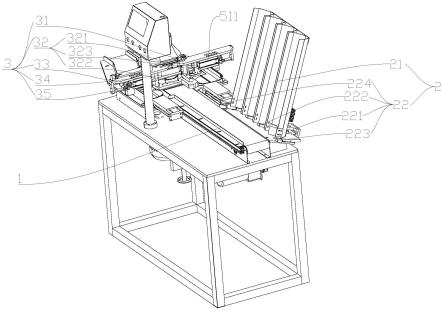
15.图1是本实用新型的立体结构示意图。
16.图2是本实用新型置省略上料装后的结构示意图。
17.图3是本实用新型置省略上料装后的另一视角结构示意图。
18.图4是本实用新型置省略上料装后的俯视结构示意图。
19.附图标号说明:输送皮带组件1、上料装置2、存料舱21、上料块组件22、上料气缸221、上料块222、缺料传感器223、上料传感器224、拨料装置3、拨料驱动装置31、拨料块组件32、拨料滑块321、拨料块322、到位传感器323、固定支架33、拨料导轨34、推料导轨35、打磨组件4、第一打磨通道41、第二打磨通道42、打磨砂轮组件43、第一存料位44、第二存料位45、第一入料气缸46、第二入料气缸47、推磨组件5、第一推料装置51、第一推料气缸511、回弹块组件512、回弹固定块5121、回弹块5122、第二滚轮5123、推料块组件513、推料固定5131、推料板5132、第一滚轮5133、圆盘压片514、第二推料装置52。
具体实施方式
20.请参阅图1-4所示,本实用新型关于一种圆盘侧面打磨装置,其特征在于:包括输送皮带组件1、上料装置2、拨料装置3、打磨组件4、推磨组件5;上料装置2包括上料块组件22、位于输送皮带组件1入料口一侧的多个存料舱21,其中上料块组件22将多个存料舱21底部的圆盘推送至输送皮带组件1上;打磨组件4包括位于输送皮带组件1出料口一侧的第一
打磨通道41、位于输送皮带组件1出料口另一侧的第二打磨通道42、位于第一打磨通道41与第二打磨通道42之间的打磨砂轮组件43;所述拨料装置3包括拨料驱动装置31以及拨料块组件32,该拨料驱动装置31驱动拨料块组件32并将输送皮带组件1上的圆盘拨送至第一打磨通道41或第二打磨通道42;推料组件包括位于第一打磨通道41一侧且用于将圆盘推向打磨砂轮组件43的第一推料装置51、位于第二打磨通道42一侧用于将圆盘推向打磨砂轮组件43的第二推料装置52。
21.相对传统技术中的单个上料,本技术中上料装置2包括上料块组件22、位于输送皮带组件1入料口一侧的多个存料舱21,其中上料块组件22可以一次性将多个位于存料舱21底部的圆盘推送至输送皮带组件1上;故可以大大提高其上料速度;另外在本技术中设置有拨料装置3,其中该拨料驱动装置31驱动拨料块组件32并将输送皮带组件1上的圆盘拨送至第一打磨通道41或第二打磨通道42;然后在本技术还设有位于第一打磨通道41一侧且用于将圆盘推向打磨砂轮组件43的第一推料装置51、位于第二打磨通道42一侧用于将圆盘推向打磨砂轮组件43的第二推料装置52,故可以实现同时对两个圆盘实现打磨,其加工效率可大大提高。
22.关于输送皮带组件1,由于在本技术中使用的输送皮带组件1为常规技术中的皮带组件,故对其其他结构不再具体论述。
23.作为优选方案,其中存料舱21侧面底部开设有一条形开口,所述推块组件包括上料气缸221、上料块222,所述上料气缸221的驱动端与上料块222连接,并驱动上料块222穿出条形开口将圆盘推出。作为优选方案,所述上料块222的一侧设置有多个对应圆盘的弧形槽位。而且在本具体实施例中,设置有4列的存料舱21,故可以通过驱动上料块222穿出条形开口,即可实现一次性将4个圆盘推出至输送皮带组件1上,可见相对传统设备,可以大大提高其上料速度。
24.在本具体实施例中,存料舱21为后倾状态,可以避免圆盘跌落,同时可以使得圆盘的侧面贴紧上料块222上的弧形槽位,方便上料块222将其推出;而且在存料舱21的底部的一侧还设置有缺料传感器223,该缺料传感器223可以检测存料舱21底部位置是否存在圆盘,当不能检测到圆盘即提示用户需要添加圆盘至存料舱21内。同时还设置有对齐输送皮带组件1的上料传感器224,用于检测齐输送皮带组件1上是否存在圆盘,当不存在圆盘时,即控制上料块222将存料舱21内的圆盘推出。
25.作为优选方案,打磨组件4还包括位于输送皮带组件1出料口与第一打磨通道41之间的第一存料位44、位于输送皮带组件1出料口与第二打磨通道42之间的第二存料位45、设在第一存料位44一侧且用于将圆盘推入第一打磨通道41的第一入料气缸46、设在第二存料位45一侧且用于将圆盘推入第二打磨通道42的第二入料气缸47。在本具体实施例中,通过其中该拨料驱动装置31驱动拨料块组件32并将输送皮带组件1上的圆盘拨送至第一存料位44或者第二存料位45,然后再由第一入料气缸46将第一存料位44的圆盘推入第一打磨通道41内,同时由第二入料气缸47将第二存料位45的圆盘推入第二打磨通道42内。
26.作为优选方案,所述拨料装置3还包括固定支架33,其中固定支架33上设置有垂直于输送皮带组件1传送方向的拨料导轨34,其中拨料块组件32包括拨料滑块321、拨料块322,拨料滑块321套设在拨料导轨34上,且所述拨料驱动装置31驱动拨料滑块321沿拨料导轨34移动,且拨料块322固定在拨料滑块321的末端并位于输送皮带组件1表面。在本具体实
施例中,是通过拨料驱动装置31驱动拨料滑块321沿拨料导轨34移动,同时拨料滑块321带动拨料块322在输送皮带组件1表面作左右推动的动作,故可以将圆盘分别推动第一存料位44或者第二存料位45内,可以大大提高其加工效率;同时在固定支架33上还设置有用于检测圆盘是否到位的到位传感器323,到到位传感器323检测到圆盘到位,即可以控制拨料驱动装置31带动拨料块322移动。
27.作为优选方案,推料导轨35的两端延伸出固定支架33并构成两推料导轨35,所述第一推料装置51与第二推料装置52的结构一致,且第一推料装置51与第二推料装置52呈对称放置;其中第一推料装置51包括固定设置在固定支架33上的第一推料气缸511、滑动套设在推料导轨35上的回弹块组件512、滑动套设在推料导轨35上的推料块组件513、套设在推料导轨35上且位于位于固定支架33与回弹块组件512之间的回位弹簧;其中第一推料气缸511驱动推料块组件513,且使得推料块组件513推动圆盘往打磨砂轮组件43移动,同时圆盘推动回弹块组件512并使得回位弹簧处于压缩状态。作为优选方案,所述推料块组件513包括滑动套设在推料导轨35上的推料固定5131块、固定设置在推料固定5131块表面的推料板5132,推料板5132的末端设置有与圆盘侧面接触的第一滚轮5133。作为优选方案,回弹块组件512包括滑动套设在推料导轨35上的回弹固定块5121、固定设置在回弹固定块5121表面的回弹块5122,该回弹块5122末端设置有与圆盘侧面接触的第二滚轮5123。
28.在本具体实施例中,通过第一推料气缸511带动推料固定5131块,然后通过推料固定5131块在带动推料板5132往打磨砂轮组件43移动,同时推料板5132末端第一滚轮5133的与圆盘远离打磨砂轮组件43的侧面接触,而且圆盘被推动的过程中,圆盘大概直径位置的两端与第二滚轮5123接触,圆盘推动回弹块5122沿推料导轨35移动,此时回位弹簧处于压缩状态;当打磨完成后,第一推料气缸511带动推料板5132往远离打磨砂轮组件43移动,而且在回位弹簧的作用下,第二滚轮5123会将圆盘往远离打磨砂轮组件43推动,故圆盘被下一个进入的圆盘推出第一打磨通道41。
29.作为优选方案,第一打磨通道41以及第二打磨通道42上设置有用于压紧圆盘的圆盘压片514。为了避免在打磨过程中,圆盘出现跳动的情况,故在本具体实施例中设置有圆盘压片514,确保打磨过程的正常进行。
30.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1