一种离心冲击颗粒熔覆添加装置的制作方法
1.本实用新型属于激光等热源熔覆表面处理技术,具体涉及一种离心冲击颗粒熔覆添加装置。
背景技术:
2.激光熔覆技术是一项新兴的零件加工于表面改型技术。具有较低稀释率、热影响区小、与基面形成冶金结合、熔覆件扭曲变形比较小、过程易于实现自动化等优点。激光熔覆技术应用到表面处理上,可以极大提高零件表面的硬度、耐磨性、耐腐蚀、耐疲劳等机械性能,可以极大提高材料的使用寿命。同时,还可以用于废品件的处理,大量节约加工成本,提高零件质量,广泛应用于航空、军事、石油、化工、医疗器械等各个方面。
3.激光熔覆是一个复杂的物理、化学冶金过程,熔覆过程中的参数对熔覆件的质量有很大的影响。激光熔覆中的过程参数主要有激光功率、光斑直径、离焦量、送粉速度、扫描速度、熔池温度等,他们的对熔覆层的稀释率、裂纹、表面粗糙度以及熔覆零件的致密性都有着很大影响。同时,各参数之间也相互影响,是一个非常复杂的过程。必须采用合适的控制方法将各种影响因素控制在溶覆工艺允许的范围内。
4.随着控制技术以及计算机技术的发展,激光熔覆技术越来越向智能化、自动化方向前进。国内外现有技术表明,从直线和旋转的一维激光熔覆,经过x和y两个方向同时运动的二维熔覆,到上世纪90年代初开始向三维同时运动熔覆构造金属零件发展。如今,已经把激光器、五轴联动数控激光加工机、外光路系统、自动化可调合金粉末输送系统(也可送丝)、专用cad/cam软件和全过程参数检测系统,集成构筑了闭环控制系统,直接制造出金属零件。标志着激光熔覆技术的发展登上了新的台阶。各国在激光控制方面的研究的新成果如高质量的同轴送粉熔覆系统以及闭环反馈控制系统等。除激光作为热源进行材料表面熔覆以外,电弧、等离子、电子束等热源也可以作为熔覆的热源,而熔覆合金材料可以是丝材,也可以是粉材,还可以是颗粒状。
5.熔覆材料仅仅为合金(基本材料)还不足以满足有些零件表面的硬度与耐磨性要求,往往在合金材料中添加硬质颗粒,用以提高表面硬度,如sic、aln、tic等颗粒,这些熔覆基本材料外的颗粒,如果颗粒较小80目以上,可以采用送分器进行吹送添加,但颗粒直径超过40目时,送粉器方式添加需要更多的惰性气体提供动力,而且当颗粒为不规则形状时,颗粒间构成摩擦而易造成送料管的阻塞。因此,针对较大颗粒需要采用一种新的添加方式,以确保熔覆质量,节约成本。
技术实现要素:
6.实用新型目的:针对熔覆技术工艺过程中大颗粒添加材料的运动添加方式使用过程中的不足,本实用新型提供一种离心冲击颗粒熔覆添加装置。
7.技术方案:一种离心冲击颗粒熔覆添加装置,该装置通过机械臂安装设置于激光熔覆设备上,包括机架,所述机架的上部可上下调节设置安装台,安装台用于固定熔覆材料
颗粒罐,熔覆材料颗粒罐的底部开口与传输带相接触,传输带由位于机架上的传动电机驱动,在传输带前沿端口下方设有砂轮,所述砂轮通过皮带连接位于机架一侧的皮带轮,熔覆材料颗粒罐中的熔覆颗粒在传输带的摩擦力下向前传输,然后掉落在砂轮上,由砂轮旋转产生的离心力将熔覆颗粒送达待熔覆位置。
8.进一步的,所述安装台与机架可移动连接,在其连接部设有刻度尺,用于控制熔覆材料颗粒罐底部开口至传输带的间隙。
9.优选的,所述的安装台通过滑动机构内嵌设置于机架的两侧滑槽内,滑动机构的两侧设有锁紧块,锁紧块在上下调解至所设定刻度处固定锁紧。
10.实施的一种优选,所述传输带的表面设有凹槽,所述的熔覆材料颗粒罐底部开口与传输带上表面相抵,熔覆材料颗粒罐底部开口处设有豁口实现熔覆颗粒在传输带摩擦力的作用下传输。
11.另一种实施的优选方式,所述的砂轮上设有梯槽,其径向截图为梯形,所述的梯槽底部为粗糙面,两侧斜面为光滑面。
12.更进一步的,所述装置中的传动电机和皮带轮设有调速控制器,且设有独立的控制电路。
13.为实现安装,所述机架的背面设置安装板与机械臂固定,在机械臂带动所述装置向待熔覆位置添加熔覆颗粒。
14.实施上述装置,下面提供一种离心冲击颗粒熔覆供给方法,所述方法首先通过传输带粗糙面与熔覆材料颗粒罐底部开口的摩擦力带出熔覆颗粒,熔覆颗粒再由砂轮的离心力定向甩出,抛射至待熔覆的电弧焊位置;
15.所述方法包括调节传输带粗糙面与熔覆材料颗粒罐底部开口的出料量大小、传动电机和皮带轮的转速以实现熔覆颗粒的均匀覆盖至待电弧焊位置。
16.有益效果:本实用新型所述装置实现了利用摩擦力和离心力完成颗粒熔覆材料的添加供给,并且该装置安装台位置可调,可实现熔覆材料颗粒罐底部开口至传输带间隙的调节,控制添加量,另外采用独立的电机控制传动,不同的速度配合下可调节以实现均匀的颗粒熔覆材料覆盖抛射,并且进一步的说明,在颗粒熔覆材料添加过程中,传输带与熔覆材料颗粒罐底部开口的摩擦还可以实现不同直径大小熔覆颗粒的研磨和筛选,结合其熔覆材料的供给方法,该方法利用了砂轮的磨削抛飞原理,将添加的颗粒输送到摩擦轮的圆面上,与摩擦轮圆弧实施冲击和碰撞,通过砂轮的转动带动大颗粒沿摩擦轮圆的切线方向飞出,飞出的颗粒通过摩擦轮的表面质量和转速控制其飞行动量,直接被冲击到熔覆表面位置,通过本实用新型,仅仅依靠机械传动的机械能使颗粒获得冲量,到达熔化层表面的颗粒能够深入到熔化层内部,由于没有惰性气体的驱动,不会由于气体干扰流动而造成熔化层过快冷却。可以调节颗粒的入射角,这样可调节颗粒在熔化层中的深度。
附图说明
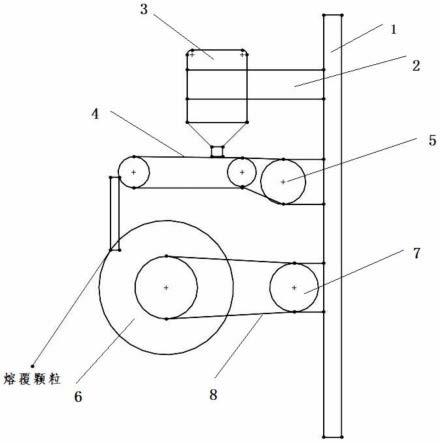
17.图1是本实用新型所述装置的结构示意图;
18.图2是本实用新型所述装置中安装台和机架之间设置滑动机构的一种实现方式;
19.图3是传输带表面开设凹槽实现熔覆颗粒材料供给的一种结构示意图;
20.图4是本实用新型所述装置中砂轮开设凹槽的一种结构示意图。
具体实施方式
21.为了详细的说明本实用新型公开的技术方案,下面结合说明书附图和具体实施例做进一步的阐述。
22.针对熔覆技术工艺过程中大颗粒添加材料的运动添加方式,本实用新型提供的是一种离心冲击颗粒熔覆添加装置及供给方法,它能够完成不规则大颗粒有效添加到熔化层表面的工艺过程。特别是针对于轻质颗粒的输送过程,可以提供较大的动量,致使颗粒深入到熔覆层内部,牢固定扎在熔覆层内部。
23.该方法主要是利用了砂轮的磨削抛飞原理,将添加的颗粒输送到摩擦轮的圆面上,与摩擦轮圆弧实施冲击和碰撞,通过砂轮的转动带动大颗粒沿摩擦轮圆的切线方向飞出,飞出的颗粒通过摩擦轮的表面质量和转速控制其飞行动量,直接被冲击到熔覆表面位置。
24.一种离心冲击颗粒熔覆添加装置的主体结构如图1所示。该装置采用机架来安装设计,并且优选设置于机架1的一侧,另一侧连接安装板,以此方便固定杂激光熔覆焊接设备的机械臂上,并且也方便现有设备上的安装,机械臂的下方还可以设置电弧焊焊枪或激光熔覆焊枪等,通过安装板固定于机械臂的连接臂侧面即可,该装置也包括采用封装的形式更好的使用,提高安全及智能化操作。
25.对于该装置,机架1的上部通过滑动的方式设置熔覆材料颗粒罐3,熔覆材料颗粒罐3通过安装台2安装,在安装台2上开设一个环形的圆孔进行安装或固定住即可,熔覆材料颗粒罐3的顶部可设置开口实现添加熔覆颗粒材料,然后安装台2通过滑动机构固定在机架1上。滑动机构,如图2所示,机架1采用双支柱的方式,支柱内侧开槽,槽内安装滑动机构201,滑动机构201包括配重以实现熔覆材料颗粒罐3的重力平衡,滑动机构201上下两端设置安装耳,可通过钢索连接,从而固定在机架1内,并且佐以上下的控制电机可以实现升降调节,精准的控制到位。可调节的活动范围设置有刻度尺,刻度尺范围包括两端点位置,即下限位和上限位,下限位是控制滑动机构201的移动不可低于传动电机5所在位滑动,也避免熔覆材料颗粒罐3与下端传输带4的抵毁,上限位不超过机架1高度即可,也可根据控制电机的量程和钢索长度设置。在滑动机构201上,两侧设置有锁紧块202,用于滑动机构201调节到位后锁紧,进一步有效防止重力变化或控制电机的误差带来的摩擦力变化,即出料不畅问题,锁紧块202直接插入机架1内部阻止下滑。
26.熔覆材料颗粒罐3底部开口的位置为传输带4所在的水平高度,传输带4通过支架安装固定在机架1上,且在机架1上设置传动电机5实现传输带4的传动,为了提高传输带4的承托力,包括设置若干转动辊提高支撑力,更好的控制传输带4贴合熔覆材料颗粒罐3底部开口处,控制摩擦力的大小。
27.具体的指出,对于熔覆材料颗粒罐3的投放量,即送料量,包括以下两种方式或其组合设置:
28.(1)与熔覆材料颗粒罐3底部开口相抵的传输带4中部设置凹槽401,凹槽为粗糙面实现送料,如图3所示;
29.(2)熔覆材料颗粒罐3底部开口处设置一定的豁口,方便熔覆颗粒在摩擦力的作用下沿传输带4进行传输。
30.随传输带4运动到图1所示左侧前沿端口处,熔覆颗粒自动坠落至下方的砂轮6上,
砂轮6的两侧凸台8采用皮带连接皮带轮7,结合图4所示的结构,皮带轮7由电机直接控制。为了更好的控制离心冲击力和定向抛射,熔覆颗粒坠落位置位于砂轮6的左半轮,砂轮6在接受熔覆颗粒坠落位置开设梯槽601,梯槽601的径向截面为梯形,中间的接触颗粒平面上有各种花纹增加摩擦力,两侧面光滑可实现熔覆颗粒迅速归为到底部的粗糙面上,完成均匀抛射。
31.该装置中的传动电机和皮带轮设有调速控制器,且设有独立的控制电路。为实现安装,所述机架的背面设置安装板与机械臂固定,在机械臂带动所述装置向待熔覆位置添加熔覆颗粒。
32.本实用新型所述的装置中,对于机架1的结构、电机在机架1上的安装方式、电机转速的控制电路、调节方式等为可通过现有技术可知,本领域技术人员结合现有技术显然得知本实用新型所述装置的主体结构。
33.结合该装置,本实用新型提供一种离心冲击颗粒熔覆供给方法,所述方法首先通过传输带粗糙面与熔覆材料颗粒罐底部开口的摩擦力带出熔覆颗粒,熔覆颗粒再由砂轮的离心力定向甩出,抛射至待熔覆的电弧焊位置;
34.本实用新型所述方法包括调节传输带粗糙面与熔覆材料颗粒罐底部开口的出料量大小、传动电机和皮带轮的转速以实现熔覆颗粒的均匀覆盖至待电弧焊位置。
35.进一步的说明其他实施例及基本操作,颗粒被盛放在一个瓶状容器中,容器口与传送皮带的间距可根据颗粒的粒径大小进行调整,颗粒能够在重力与传送带的摩擦力作用下被传输带输送出来。传输带的速度通过驱动电机可调,一般在30-200mm/s间。传输带的前端与摩擦轮摩擦面的位置关系调节装置可调,目的在于调整落下的颗粒与摩擦轮接触点的位置,用以确定接触点对应砂轮半径与水平线的夹角,这一夹角就是颗粒抛出轨迹切线与竖直垂线的夹角,可以调整颗粒输送到熔覆层的位置。砂轮的转速控制在100-2000r/min之间,半径在50-100mm之间。对于摩擦力的控制,包括其他的花纹调节摩擦力大小,包括在传输带上设置斗槽控制输送量,调节砂轮的梯槽面积控制冲击抛射面积,通过调试以获得砂轮转速和传动轮的配速,包括由此确定转速与砂轮抛射面积、行程的对应关系。因不影响本实用新型所述装置及方法的实现,本领域技术人员可通过装置的使用获得,在此不做赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1