一种差压铸造生产线砂型龙门水平驱动装置
1.本实用新型属于装备制造领域,具体为一种差压铸造生产线砂型龙门水平驱动装置。
背景技术:
2.目前,随着航空航天、轨道交通及风力发电等行业的快速发展,同时铸造生产过程中伴随高温,并产生各种有害气体、粉尘、烟雾和噪声等,因此提高铸造设备的自动化水平,即能提高铸造产品质量和稳定性,又能提高生产效率和操作人员的安全性,特别是对于差压铸造领域距离金属熔液近、体积大、重量大的关键部件的自动运输和安装越来越重要。
3.传统运送安装方法是操作人员现场操作行车或吊车进行吊装作业,不但费时费力,而且恶劣的工作环境影响操作人员健康。
技术实现要素:
4.为了解决上述问题,本实用新型提供一种差压铸造生产线砂型龙门水平驱动装置,实现差压铸造设备中关键部件砂型的自动化运送,提高铸造的生产效率、加快铸造工序节拍和保证操作人员安全健康。
5.为实现以上目的,本实用新型采用的技术方案是:
6.一种差压铸造生产线砂型龙门水平驱动装置,包括液压马达、法兰座、支座、左轴承、滚轮、转轴和右轴承;所述支座固定在龙门架底部,转轴两端通过左轴承和右轴承支撑在支座两端,法兰座固定在支座右端,液压马达固定在法兰座右端,且液压马达与转轴右端固定联接;滚轮安装在转轴上,且滚轮与导轨表面接触。
7.所述转轴左端设有卡簧和垫,右端设有压盖,隔套套装在转轴上并位于滚轮与右轴承之间。
8.所述滚轮通过键与转轴径向固定联接,轴向通过转轴轴肩、隔套、右轴承和压盖实现轴向定位。
9.所述转轴左端通过卡簧、垫和左轴承与支座轴向定位,右端通过压盖和右轴承与支座轴向定位。
10.所述液压马达带有止口,法兰座设有内止口和外止口。
11.所述转轴为阶梯轴,材质为40cr。
12.所述左轴承和右轴承为调心滚子轴承。
13.所述滚轮两侧设有轮沿,其材质为40cr,并淬火处理。
14.所述支座为铸钢件。
15.相对于现有技术,本实用新型具有以下有益效果:
16.本实用新型提供的差压铸造生产线砂型龙门水平驱动装置,工作时,液压马达带动转轴转动,滚轮通过键与转轴固定联接,滚轮转动与导轨形成滑动摩擦副,通过摩擦力驱动滚轮向前运动,进而带动整个砂型龙门架产生运动。在非工作状态,液压马达停止运转,
龙门架停止运动。本实用新型充分考虑差压铸造生产线中关键部件砂型体积大、重量大、运动冲击较大和保证运输效率的特点,同时考虑驱动装置所处的粉尘较多的工作环境,因此采用大扭矩、高转速的液压马达作为动力源进行驱动,驱动装置中调心滚子轴承额定动载荷和额定静载荷都足以满足支撑转轴的需要,同时对于轴承等重要部件采取一定的密封措施。本实用新型工作稳定、结构紧凑,节省设备占地空间,能够实现差压铸造设备中关键部件砂型的自动化运送,提高铸造的生产效率、加快铸造工序节拍和保证操作人员安全健康。
17.进一步的,本实用新型中液压马达和法兰座都设有止口,保证安装时定位准确;转轴的轴颈和轴头分别与轴承和滚轮配合,实现可靠的运动及动力传递;滚轮的材质为40cr,并淬火处理,增加滚轮硬度提高抗磨性,提高使用寿命,垫与支座孔径向间隙很小,保证密封性。
附图说明
18.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
19.在附图中:
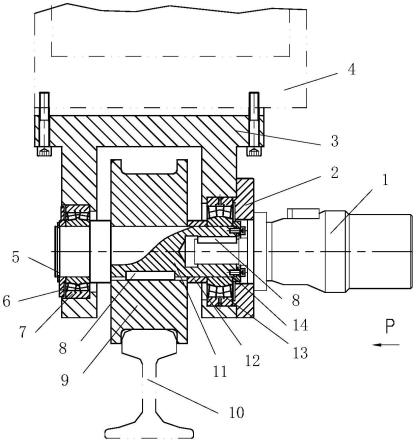
20.图1是本实用新型的剖视图;
21.图2是本实用新型的右视图;
22.其中:1为液压马达、2为法兰座、3为支座、4为龙门架、5为卡簧、6为垫、7为左轴承、8为键、9为滚轮、10为导轨、11为转轴、12为隔套、13为右轴承、14为压盖。
具体实施方式
23.下面参考附图对本实用新型作进一步详细说明。
24.本实用新型提供的差压铸造生产线砂型龙门水平驱动装置,主要解决砂型龙门水平大负载运动时驱动及导向问题,以及在大负载、较大冲击情况下运动可靠性问题。
25.如图1所示,本实用新型提供的差压铸造生产线砂型龙门水平驱动装置,包括液压马达1、法兰座2、支座3、卡簧5、垫6、左轴承7、键8、滚轮9、导轨10、转轴11、隔套12、右轴承13和压盖14。所述法兰座2设有内止口和外止口,法兰座2通过止口定位和螺钉固定在支座3右端;所述液压马达1带有止口,外形尺寸小、输出扭矩大、调速范围宽、耐冲击、惯量小;液压马达1安装在支座3右侧,并通过止口定位和螺钉固定在法兰座2右端,液压马达1通过键8与转轴11固定联接,产生旋转驱动力;所述转轴11为阶梯轴,材质为40cr,并经调制处理,设有轴颈、轴身和轴头等特征;所述转轴11两端通过左轴承7和右轴承13支撑在支座3两端,转轴11左端设有卡簧5和垫6,压盖14通过螺钉固定在转轴11右端,隔套12套装在转轴11上并位于滚轮9与右轴承13之间;所述转轴11左端通过卡簧5、垫6和左轴承7与支座3轴向定位,右端通过压盖14和右轴承13与支座3轴向定位,转轴11将动力由液压马达1传递给滚轮9。所述左轴承7和右轴承13采用调心滚子轴承,轴承额定静、动载荷承载能力大。所述滚轮9通过键8与转轴11径向固定联接,轴向通过转轴11轴肩、隔套12、右轴承13和压盖14实现轴向定位,且滚轮9与预埋在地基中的导轨10表面接触;所述滚轮9两侧设有轮沿,其材质为40cr,并淬火处理。所述支座3为铸钢件,支座3通过螺钉固定在龙门架4底部,支撑龙门架4并将重量通过滚轮9卸荷给导轨10。
26.如图2所示,本实用新型中滚轮9直接与导轨10表面接触,并在滚轮9两侧轮沿的导向作用下,沿着导轨10长向运动。由于导轨10预埋在地基中,导轨10具有左右扭曲及上下起伏形状偏差,因此水平驱动装置具有耐冲击、爬坡能力及容纳导轨10扭曲变形的能力。
27.本实用新型的工作原理如下。
28.支座3通过螺钉固定在龙门架4底部,并与法兰座2以及左轴承7和右轴承13的外圈构成支撑组件,其相对龙门架4静止;滚轮9与转轴11通过键8固定联接,并与隔套12、左轴承7和右轴承13的内圈以及压盖14等构件形成回转组件,龙门架4及砂型等的重量通过支撑组件传递给回转组件,然后由滚轮9卸荷给导轨10。工作时,转轴11是连接动力源和执行部件的传动装置,其两端以大承载轴承为支撑,右端连接液压马达1,中部连接滚轮9,液压马达1将液压系统产生的液压力能转变为其输出轴旋转的机械能,并带动转轴11同时旋转。液压马达1输出轴通过转轴11带动回转组件转动,滚轮9与导轨10形成滑动摩擦副,通过摩擦力驱动滚轮9向前运动,进而带动整个砂型龙门架4产生运动。在非工作状态,液压系统停止对液压马达1供送液压力能,液压马达1停止运转,回转组件也停止转动,龙门架4停止运动。
29.本实用新型中滚轮9沿着导轨10长向运动时,由于导轨10预埋在基础中,导轨10在全长范围直线度为
±
5mm范围内,导轨10表面高低起伏在
±
5mm范围内,本实用新型采用调心滚子轴承支撑转轴11,因此能够抵抗冲击、弥补转轴11刚性不足的功能。
30.另外,本实用新型采用滚轮导向技术,即在滚轮9两侧设有轮沿,能够防止龙门架4行进过程中滚轮9脱离轨道10,同时具有容纳导轨10长向扭曲的功能。
31.因为本实用新型工作时,外部环境粉尘比较多,因此垫6能够对轴承起到密封作用。
32.为了使本实用新型的差压铸造生产线砂型龙门水平驱动装置的刚性好、强度大,转轴11和滚轮9等关键部件材质采用40cr,同时进行热处理。
33.本实用新型充分考虑差压铸造生产线中所运输的关键部件砂型的外形尺寸大、体积大、重量大和运动过程中冲击较大的特点,以及保证运输效率的要求,利用有限的空间合理布局,采用大扭矩、高转速的液压马达为动力源,关键构件采用合金钢和相应的热处理工艺,强度大、刚性好,其中轴承采用调心滚子轴承,其额定动载荷和额定静载荷都足以满足承载的需要,并对轴承采用密封措施。本实用新型整体结构承载能力大、运动功能可靠、工作稳定、结构紧凑,节省设备占地空间,并加快铸造工序节拍。
34.以上是结合具体实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型具体实施仅局限于此;对于本实用新型所属及相关技术领域的技术人员来说,在基于本实用新型技术方案思路前提下,所作的拓展以及操作方法、数据的替换,都应当落在本实用新型保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1