不锈钢制品打磨设备的制作方法
1.本实用新型涉及打磨设备技术领域,特别涉及一种不锈钢制品打磨设备。
背景技术:
2.砂轮又称固结磨具,被广泛利于在打磨设备中,然而,在现有的砂轮技术中,砂轮通常直接与待打磨物品接触,若此时操作工人出现操作失误,或砂轮误触到坚硬物体,很容易对砂轮造成损坏,严重时甚至会损坏整个打磨设备。
技术实现要素:
3.本实用新型的主要目的是提供一种不锈钢制品打磨设备,旨在提供一种具有减震功能的砂轮结构。
4.为实现上述目的,本实用新型提出的不锈钢制品打磨设备,包括:
5.安装座;
6.至少两个磨削单元,沿周向活动设置在所述安装座上,且具有靠近和远离所述安装座的运动行程;
7.第一缓冲组件,设于所述安装座与所述磨削单元之间,用以为所述磨削单元提供缓冲,所述第一缓冲组件包括:
8.外壳,形成有缓冲腔;
9.活塞组件,包括活塞,所述活塞活动设于所述缓冲腔内,且具有沿所述缓冲腔滑动的运动行程,所述活塞上端面与所述磨削单元相连;
10.缓冲液,设于所述缓冲腔内,所述活塞没入所述缓冲液中。
11.可选地,所述活塞组件还包括第一弹簧,所述活塞上端面通过所述第一弹簧与所述磨削单元相连。
12.可选地,所述不锈钢制品打磨设备还包括液压泵,所述液压泵与所述缓冲腔相连通,用以向所述活塞提供恒定的抵推力。
13.可选地,所述缓冲腔从上至下横截面积逐渐减小。
14.可选地,所述磨削单元表面沿周向设置有多个渗液孔,所述渗液孔在所述磨削单元内部,形成有多个渗液通道;
15.所述缓冲腔上设置有与所述渗液通道相对应的过液孔;
16.所述不锈钢制品打磨设备还包括液压泵和软管,所述软管设置于所述过液孔与所述渗液通道之间;
17.所述液压泵用以通过所述软管,将所述缓冲液送入所述渗液通道内。
18.可选地,所述缓冲液采用磨削液。
19.可选地,所述渗液孔直径小于所述渗液通道直径。
20.可选地,所述活塞与所述缓冲腔的相对面上,还设置有第二缓冲组件,用以辅助所述第一缓冲组件,为所述磨削单元提供缓冲。
21.可选地,所述第二缓冲组件包括第二弹簧;
22.所述第二弹簧一端连接于所述活塞下端面相连,另一端与所述缓冲腔底部相连。
23.可选地,所述活塞通过密封件与所述缓冲腔内壁滑动连接。
24.本实用新型技术方案中,砂轮的砂面被分割为多个磨削单元,所述磨削单元与所述安装座之间,设置有第一缓冲组件,所述第一缓冲组件包括外壳和活塞组件,所述外壳形成有缓冲腔,所述缓冲腔中设置有缓冲液,所述活塞组件一端与所述磨削单元相连,另一端设于所述缓冲腔内,且没入所述缓冲腔的缓冲液中,当所述磨削单元受到强烈撞击时,所述磨削单元将在撞击的作用下,推动所述活塞杆组件沿缓冲腔底部移动,并挤压位于所述缓冲腔的缓冲液,如此,以为所述磨削组件提供缓冲,避免所述磨削组件与外界物体发生刚性碰撞,发生损坏。
附图说明
25.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
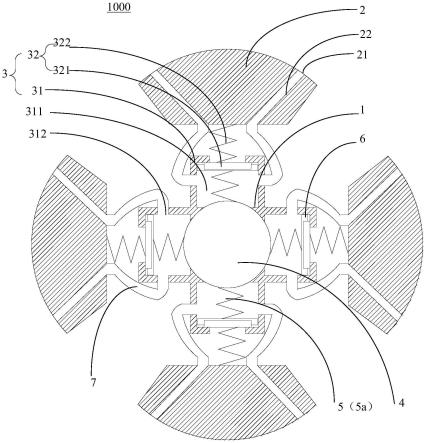
26.图1为本实用新型所提供的不锈钢制品打磨设备一实施例的剖视图。
27.附图标号说明:
28.标号名称标号名称1000不锈钢制品打磨设备32活塞组件1安装座321活塞2磨削单元322第一弹簧21渗液孔4液压泵22渗液通道5第二缓冲组件3第一缓冲组件5a第二弹簧31外壳6密封件311缓冲腔7软管312过液孔
ꢀꢀ
29.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
32.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解
为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
33.砂轮又称固结磨具,被广泛利于在打磨设备中,然而,在现有的砂轮技术中,砂轮通常直接与待打磨物品接触,若此时操作工人出现操作失误,或砂轮误触到坚硬物体,很容易对砂轮造成损坏,严重时甚至会损坏整个打磨设备。
34.为解决上述问题,本实用新型提出一种不锈钢制品打磨设备,旨在提供一种具有减震功能的砂轮结构,其中,图1为本实用新型所提供的不锈钢制品打磨设备一实施例的剖视图。
35.请参照图1,本实用新型提供的不锈钢制品打磨设备1000,包括安装座1、至少两个磨削单元2以及第一缓冲组件3,所述磨削单元2沿周向活动设置在所述安装座1上,且具有靠近和远离所述安装座1的运动行程,所述第一缓冲组件3设于所述安装座1与所述磨削单元2之间,用以为所述磨削单元2提供缓冲,其中,所述第一缓冲组件3包括外壳31、活塞321组件32以及缓冲液,所述外壳31形成有缓冲腔311,活塞321组件32包括活塞321,所述活塞321活动设于所述缓冲腔311内,且具有沿所述缓冲腔311滑动的运动行程,所述活塞321上端面与所述磨削单元2相连,所述缓冲液设于所述缓冲腔311内,所述活塞321没入所述缓冲液中。
36.本实用新型技术方案中,砂轮的砂面被分割为多个磨削单元2,所述磨削单元2与所述安装座1之间,设置有第一缓冲组件3,所述第一缓冲组件3包括外壳31和活塞321组件32,所述外壳31形成有缓冲腔311,所述缓冲腔311中设置有缓冲液,所述活塞321组件32一端与所述磨削单元2相连,另一端设于所述缓冲腔311内,且没入所述缓冲腔311的缓冲液中,当所述磨削单元2受到强烈撞击时,所述磨削单元2将在撞击的作用下,推动所述活塞321杆组件沿缓冲腔311底部移动,并挤压位于所述缓冲腔311的缓冲液,如此,以为所述磨削组件提供缓冲,避免所述磨削组件与外界物体发生刚性碰撞,发生损坏。
37.所述活塞321可与所述磨削单元2刚性相连,也可与所述磨削单元2弹性相连,本实用新型对此不作限制,为进一步提高所述砂轮的抗震性,在本实用新型的一实施例中,所述活塞321组件32还包括第一弹簧322,所述活塞321上端面通过所述第一弹簧322与所述磨削单元2相连,当所述磨削单元2受到刚性碰撞时,所述弹簧会向后压缩,吸收碰撞能量,为砂轮提供保护。
38.为进一步提高所述不锈钢制品打磨设备1000砂轮的抗撞击性,在本实用新型的一实施例中,所述活塞321与所述缓冲腔311的相对面上,还设置有第二缓冲组件5,用以辅助所述第一缓冲组件3,为所述磨削单元2提供缓冲。
39.所述第二缓冲组件5可以是设置于所述活塞321与所述缓冲槽底部之间的缓冲橡胶,也可以是设置在活塞321与缓冲槽之底部间的弹簧,在本实用新型的一实施例中,所述第二缓冲组件5包括第二弹簧5a,所述第二弹簧5a一端连接于所述活塞321下端面相连,另一端与所述缓冲腔311底部相连,当所述砂轮受到的冲击,超过第一缓冲组件3可承受范围时,所述第二弹簧5a将会为所述磨削单元2继续提供抗震所需的缓冲力,防止砂轮在碰撞中
受到损坏。
40.为提高所述第一缓冲组件3运行的平稳性,在本实用新型的一实施例中,所述缓冲腔311从上至下横截面积逐渐减小,通过改变缓冲腔311横截面积大小,以改变缓冲液对于所述活塞321的缓冲阻力,如此,以使所述活塞321所受缓冲阻力逐级递增,提高所述第一缓冲组件3运行的平稳性。
41.可以理解的,在上述实施例中,所述磨削单元2的磨削推力,全部来自于缓冲液对于所述活塞321的推力,当所述缓冲液对于所述活塞321推力不足时,所述活塞321可能直接与所述缓冲腔311的腔底接触,从而使所述第一缓冲组件3失去缓冲能力,同时,缓冲液带来的推抵力,也存在供力不稳定,可控性差等问题,为解决上述问题,在本实用新型的一实施例中,所述不锈钢制品打磨设备1000还包括液压泵4,所述液压泵4与所述缓冲腔311相连通,用以向所述活塞321提供恒定的抵推力,保证磨削单元2的磨削质量。
42.所述液压泵4还可向外输送磨削液,具体地,在本实用新型的一实施例中,所述缓冲液采用磨削液,所述磨削单元2表面沿周向设置有多个渗液孔21,所述渗液孔21在所述磨削单元2内部,形成有多个渗液通道22,所述缓冲腔311上设置有与所述渗液通道22相对应的过液孔312,所述不锈钢制品打磨设备1000还包括液压泵4和软管7,所述软管7设置于所述过液孔312与所述渗液通道22之间,所述液压泵4用以通过所述软管7,将所述缓冲液送入所述渗液通道22内。
43.在上述实施例中,磨削液储存在缓冲腔311内,当所述磨削单元2开始进行磨削工作时,所述磨削液将在液压泵4的驱动下,经过所述过液孔312,流入所述渗液通道22中,再经由所述渗液通道22在所述磨削单元2表面形成的渗液孔21,析出所述磨削单元2,相较于传统磨削液的浇注方式,本实用新型中磨削液由于是由磨削单元2表面析出,因此,与所述磨削单元2接触面积更大,冷却和润滑效果更好,同时,所述磨削液还可充当所述磨削单元2的缓冲液使用,进一步提高了所述磨削液的使用范围。
44.为提高所述磨削液的磨削效果,在本实用新型的一实施例中,所述渗液孔21直径小于所述渗液通道22直径,如此,以使磨削液在析出所述磨削单元2时,速度更快,动力更强,可覆盖所述磨削单元2表面积更大。
45.可以理解地,在上述实施例中,砂轮磨削单元2磨削时所需的径向力,全部由缓冲槽的侧壁提供,若所述活塞321与所述缓冲槽间隙过大,则会使所述磨削单元2在磨削时左右摇晃,从而影响所述磨削单元2的磨削效果,为解决上述问题,在本实用新型的一实施例中,所述活塞321通过密封件6与所述缓冲腔311内壁滑动连接,通过所述密封件6的设置,间隙所述活塞321与所述缓冲槽之间的配合间隙,同时,所述密封件6对于所述缓冲液,也能形成良好的密封效果,防止缓冲液由缓冲槽溢出。
46.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1