一种缸盖芯盒的侧抽芯机构的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种缸盖芯盒的侧抽芯机构。
背景技术:
2.汽车发动机缸盖是汽车铸件中最复杂、铸造难度最大的一种,有特殊形状的配气燃烧室、有进气道、排气道还有冷却水套、润滑油道等。汽车发动机缸盖采用砂型铸造工艺浇注而成,缸盖的内腔及外形结构全部由砂芯形成,这些砂芯包括上、下盖板芯,进、排气道芯,上、下水套芯,各种砂芯的成品是由砂芯工艺设计、芯盒设计、芯盒制作、芯盒上机生产、制出砂芯,这五个工序完成的。
3.缸盖的水套砂芯是各种类砂芯中形状结构最为复杂的,且不规则曲面较多,芯盒设计时难度较大,既要符合工艺要求,还要保证水套砂芯能完整、顺利的脱模。用于缸盖水套芯生产的制芯机多采用水平分盒,砂芯也是采用水平上、下分盒工艺,个别缸盖的水套砂芯因产品结构原因,在局部形状垂直方向还需进行分盒,否则无法实现开模,导致砂芯不能完整脱模。
4.针对此类结构的水套砂芯,需要在芯盒上增加辅助的侧抽机构设计,来实现垂直方向的开模,使砂芯完整顺利脱模。例如,cn216126516u公开了的一种缸盖芯盒模具,包括定模、动模以及侧抽芯机构,定模和动模之间设有成型缸盖芯盒的型腔,动模上设有定位槽,定位槽连通型腔,侧抽芯机构安装于定位槽内,侧抽芯机构便于生产结构复杂的芯盒,且便于其进行脱模,侧抽芯机构包括第一气缸以及侧抽芯块,第一气缸连接侧抽芯块,侧抽芯块安装于所述定位槽内。该专利的芯盒,其侧抽芯机构通过设置气缸来控制侧抽芯块的安装和抽出,需要在合模后增加启动气缸安装侧抽芯块的工序,在开模前增加启动气缸抽出侧抽芯块的工序,增加了操作工序,影响生产效率。
技术实现要素:
5.为解决上述现有技术侧抽芯机构增加工序、影响生产效率的技术问题,本技术提供一种缸盖芯盒的侧抽芯机构,可随合模、开模动作自动完成侧抽芯块的安装、抽出动作。
6.本技术采用如下的技术方案,一种缸盖芯盒的侧抽芯机构,包括侧抽机构,所述侧抽机构包括活块、活块连接板、支座和弹性元件,所述活块安装在所述活块连接板的一侧,所述支座固定连接在定模外侧,所述弹性元件产生的弹力作用于支座与活块连接板;动模外侧固定连接有楔形回压块,动模向下运动合模时,所述楔形回压块使所述活块连接板带动所述活块位移到安装位置,并使所述弹性元件产生形变,动模向上运动开模时,所述弹性元件变形恢复,使所述活块连接板带动所述活块抽出。
7.进一步地,所述支座包括立板,立板与活块连接板平行设置,活块连接板在活块安装面的对面连接有导向杆,立板上对应设置有导向孔,导向杆穿入导向孔中,导向杆的自由端延伸到立板的外侧,弹性元件连接立板和导向杆的自由端。
8.进一步地,所述弹性元件为弹簧,导向杆的自由端端部凸出设有限位部,弹簧穿入
导向杆,一端连接限位部,另一端连接立板。
9.进一步地,所述导向孔中设置有导套。
10.进一步地,所述导套的端部凸出设有安装部,安装部上设有安装孔,立板上对应设置有螺纹孔,可以用螺丝将导套固定安装在立板上。
11.进一步地,所述楔形回压块作用于活块连接板使弹性元件产生形变,活块连接板在活块安装面的对面上部设置有锁紧块,锁紧块的上部为斜面,使楔形回压块与斜面面接触。
12.本实用新型还提供一种缸盖芯盒,使用上述侧抽芯结构。
13.本实用新型的有益效果是:通过侧抽机构和楔形回压块的配合,可随合模、开模动作自动完成侧抽芯块的安装、抽出动作,节省了工序,可以提升生产效率。
附图说明
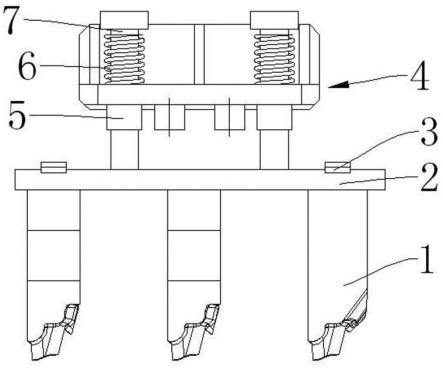
14.图1是本实用新型侧抽机构的结构示意图。
15.图2是本实用新型侧抽机构的分解示意图。
16.图3是本实用新型楔形回压块的俯视图。
17.图4是本实用新型楔形回压块的剖切正视图。
18.图5是本实用新型缸盖芯盒的结构示意图。
19.图6是图5的局部放大图。
20.图标:1、活块;2、活块连接板;3、锁紧块;4、支座;41、立板;411、导向孔;42、底板;5、导套;51、安装部;6、弹簧;7、导向杆,71、限位部;8、楔形回压块;9、定模;10、动模。
具体实施方式
21.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型的一种缸盖芯盒的侧抽芯机构做进一步详细的描述。
22.如图1-4所示,一种缸盖芯盒的侧抽芯机构,包括侧抽机构,侧抽机构包括活块1、活块连接板2、支座4和弹性元件,活块1安装在活块连接板2的一侧,支座4固定连接在定模9外侧,弹性元件产生的弹力作用于支座4与活块连接板2,可以使活块连接板2带动活块1相对于定模9运动,实现活块1的安装、抽出动作。动模10外侧固定连接有楔形回压块8,动模10向下运动合模时,楔形回压块8使活块连接板2带动活块1位移到安装位置,并使弹性元件产生形变,动模10向上运动开模时,弹性元件形变恢复,使活块连接板2带动活块1抽出。从而实现随合模、开模动作自动完成侧抽芯块的安装、抽出动作。
23.本实施例中,支座4包括立板41和垂直于立板41的底板42,底板42用于与定模9固定连接,立板41与活块连接板2平行设置,活块连接板2在活块1安装面的对面两端对称各连接一个导向杆7,立板41上对应设置有导向孔411,导向杆7的自由端端部凸出设有限位部71,限位部71与立板41之间设置有弹簧6,弹簧6的弹力通过导向杆7传递到活块连接板2上。
24.导向孔411中设置有导套5,可以避免导向杆7滑动对导向孔411的磨损,导套5的端部凸出设有安装部51,安装部51上设有安装孔,立板41上对应设置有螺纹孔,可以用螺丝将导套5固定安装在立板41上。
25.活块连接板2在活块1安装面的对面上部设置有锁紧块3,锁紧块3的上部为斜面,
使楔形回压块8与斜面面接触。锁紧块3用螺钉可拆卸的安装在活块连接板2上,便于更换。
26.在可选的实施例中,弹性元件可以设置在支座4与活块连接板2的中间,弹性元件可以使用弹簧6以外的能变形并恢复的弹性部件,楔形回压块8可以设置在导向杆7的自由端处,通过导向杆7推动活块连接板2位移。
27.如图5和图6所示,一种带有本技术侧抽芯机构的缸盖水套芯芯盒,在水套芯下芯盒的左、右两端垂直方向设置有侧抽机构,正常状态是打开的,同时在上芯盒侧抽机构对应位置设置有楔形回压块8,会随着上芯盒的上升、下落来完成侧抽机构的关闭、打开动作,楔形回压块8下落将侧抽机构上的活块推入芯盒型腔,楔形回压块8上升则侧抽机构上的活块退出芯盒型腔。
28.制芯动作流程:芯盒装机制芯
→
上芯盒下落与下芯盒合严
→
侧抽机构关闭
→
射砂、固化
→
上芯盒上升
→
侧抽机构打开
→
砂芯顶出。
29.本技术芯盒的侧抽芯机构无需人工操作,靠上芯盒楔形回压块8配合侧抽机构完成砂芯垂直面的合模、开模,解决了现有技术侧抽芯机构额外增加工序、影响生产效率的问题,制出的砂芯外形完整,脱模顺利,侧抽芯机构操作简便、设计合理,其它内腔结构复杂的砂芯在芯盒设计时可以借鉴和推广,为今后开发内腔结构更为复杂的缸盖产品提供有力保证。
30.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1