一种激光增材制造用的粉料混合机的制作方法
1.本实用新型涉激光增材制造及技术领域,具体为一种激光增材制造用的粉料混合机。
背景技术:
2.为了保证激光增材制造多元金属材料零部件不同材料界面间的结合质量,通常需要实时的改变过渡层金属粉末的成分配比,进行材料成分的逐渐过渡,因此,多元金属激光增材制造过程中,基于过渡区域各层材料的成分设计,进行合金粉末实时、精确的调配是实现其高质量、高精度制造的基础。目前,利用选区激光熔化技术开展多元金属增材制造时,通常需要人工进行不同成分的合金粉末进行配比,放置在粉料混合机中混合,再放入不同的送粉舱,粉末配比的效率低,精确度差。
3.综上所述,本实用新型通过设计一种激光增材制造用的粉料混合机来解决存在的问题。
技术实现要素:
4.本实用新型的目的在于提供一种激光增材制造用的粉料混合机,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种激光增材制造用的粉料混合机,包括混合箱,所述混合箱的侧壁上通过支架连接有plc控制器,所述混合箱的端部设置有配料漏斗,所述配料漏斗的底部并且位于混合箱上安装有称量阀门组件,所述称量阀门组件的下方并且位于混合箱的内壁上设置有下料漏斗,所述下料漏斗的底部连通在螺旋输送机的进料口,其中螺旋输送机的下料口并且位于混合箱的外部设置有电动蝶阀,所述配料漏斗的内部通过隔板分成相互独立的四个分料漏斗,其中四个分料漏斗的侧壁上分别一一对应设置有报警器,每个分料漏斗的下料口处均对应设置有称量阀门组件;
7.所述称量阀门组件包括对应设置在分料漏斗下方的称重板,所述称重板底部中心处设置有称重传感器,所述称重传感器的底部安装在滑板的端面中心处,所述滑板通过两组导向杆连接在混合箱内部的侧壁上,所述混合箱的侧壁上并且与滑板对应设置有电缸,其中电缸的伸缩杆贯穿至混合箱的内部固定连接在滑板上。
8.作为本实用新型优选的方案,所述混合箱的底部设置支撑安装座,所述混合箱的侧壁上通过铰链连接有检修门,其中检修门的另一侧通过锁扣连接在混合箱内腔的侧壁上,所述检修门的外壁上并且靠近锁扣上设置有把手。
9.作为本实用新型优选的方案,所述螺旋输送机为电动螺旋输送机,其中电动螺旋输送机上的电机为步进电机,并且安装在混合箱的侧壁上,步进电机的驱动轴贯穿至混合箱的内部,其中步进电机的驱动轴与混合箱的连接方式为转动连接,步进电机通过导线电性连接在plc控制器。
10.作为本实用新型优选的方案,所述plc控制器分别通过导线电性连接在电动蝶阀、报警器和电缸上。
11.作为本实用新型优选的方案,所述电缸的伸缩杆与混合箱的连接方式为滑动连接,所述称重板位于混合箱的内部,其中混合箱内腔的顶部与称重板的端面相互滑动。
12.作为本实用新型优选的方案,所述混合箱的端面上并且与四个分料漏斗开设有投料孔,其中称重板的尺寸大于投料孔的尺寸,并且通过电缸的伸缩杆推动完全遮挡住投料孔。
13.与现有技术相比,本实用新型的有益效果是:
14.1、本实用新型中,通过设计在激光增材制造用的粉料混合机上设置有配料漏斗、称量阀门组件和螺旋输送机三者相互协同,实现了精确称重、下料和混合输送,并且报警预示提醒工作人员,达到了称重、下料和混合输送的一体化,使结构设计更加科学合理,进而有效的保证配比的精确度和提高了工作效率,有效的解决了利用选区激光熔化技术开展多元金属增材制造时,通常需要人工进行不同成分的合金粉末进行配比,放置在粉料混合机中混合,再放入不同的送粉舱,粉末配比的效率低,精确度差的问题。
附图说明
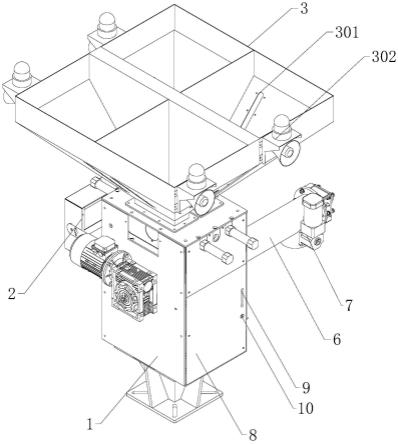
15.图1为本实用新型整体结构示意图;
16.图2为本实用新型图1部分结构示意图;
17.图3为本实用新型图2部分结构示意图;
18.图4为本实用新型图3部分结构示意图。
19.图中:1、混合箱;2、plc控制器;3、配料漏斗;4、称量阀门组件;5、下料漏斗;6、螺旋输送机;7、电动蝶阀;8、检修门;9、锁扣;10、把手;301、分料漏斗;302、报警器;401、称重板;402、称重传感器;403、滑板;404、导向杆;405、电缸。
具体实施方式
20.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述,给出了本实用新型的若干实施例,但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例,相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
22.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
23.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同,本文中在本实用新型的说明书中所使用的术语只是为
了描述具体的实施例的目的,不是旨在于限制本实用新型,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
24.实施例,请参阅图1-4,本实用新型提供一种技术方案:
25.一种激光增材制造用的粉料混合机,包括混合箱1,混合箱1的侧壁上通过支架连接有plc控制器2,混合箱1的端部设置有配料漏斗3,配料漏斗3的底部并且位于混合箱1上安装有称量阀门组件4,称量阀门组件4的下方并且位于混合箱1的内壁上设置有下料漏斗5,下料漏斗5的底部连通在螺旋输送机6的进料口,其中螺旋输送机6的下料口并且位于混合箱1的外部设置有电动蝶阀7,配料漏斗3的内部通过隔板分成相互独立的四个分料漏斗301,其中四个分料漏斗301的侧壁上分别一一对应设置有报警器302,每个分料漏斗301的下料口处均对应设置有称量阀门组件4;
26.在该实施例中,称量阀门组件4包括对应设置在分料漏斗301下方的称重板401,称重板401底部中心处设置有称重传感器402,称重传感器402的底部安装在滑板403的端面中心处,滑板403通过两组导向杆404连接在混合箱1内部的侧壁上,混合箱1的侧壁上并且与滑板403对应设置有电缸405,其中电缸405的伸缩杆贯穿至混合箱1的内部固定连接在滑板403上;
27.具体的操作plc控制器2分别设定四个分料漏斗301的出料对应的每个称重传感器402检测的阀值,数据设定完成后,将待需要混合的粉料分别投入对应的分料漏斗301,此时称重传感器402实时检测分料漏斗301内部的粉料的重量,即粉料落入分料漏斗301的内部,作用在称重板401上,称重板401受到压力后,间接的作用在称重传感器402,称重传感器402检测到数据后,将数值传送至plc控制器2的内部,当粉料的重量达到设定的阀值后,plc控制器2接收到数据后。
28.作为本实用新型进一步优选的方案,混合箱1的底部设置支撑安装座,混合箱1的侧壁上通过铰链连接有检修门8,其中检修门8的另一侧通过锁扣9连接在混合箱1内腔的侧壁上,检修门8的外壁上并且靠近锁扣9上设置有把手10,方便打开检修门8,对混合箱1内部进行检修。
29.作为本实用新型进一步优选的方案,螺旋输送机6为电动螺旋输送机,其中电动螺旋输送机上的电机为步进电机,并且安装在混合箱1的侧壁上,步进电机的驱动轴贯穿至混合箱1的内部,其中步进电机的驱动轴与混合箱1的连接方式为转动连接,步进电机通过导线电性连接在plc控制器2,plc控制器2分别通过导线电性连接在电动蝶阀7、报警器302和电缸405上,对设备通电,通电完成后,操作plc控制器2分别设定四个分料漏斗301的出料对应的每个称重传感器402检测的阀值,并且通过,plc控制器2对应的控制螺旋输送机6、电动蝶阀7、报警器302和电缸405运行。
30.作为本实用新型进一步优选的方案,电缸405的伸缩杆与混合箱1的连接方式为滑动连接,称重板401位于混合箱1的内部,其中混合箱1内腔的顶部与称重板401的端面相互滑动,控制对应的电缸405的伸缩杆收回,带动滑板403上的称重板401滑动,即打开分料漏斗301的出料口,混合箱1的端面上并且与四个分料漏斗301开设有投料孔,其中称重板401的尺寸大于投料孔的尺寸,并且通过电缸405的伸缩杆推动完全遮挡住投料孔,有效的对配料漏斗3的下料口进行关闭和打开。
31.本实用新型工作流程:使用本方案设计的激光增材制造用的粉料混合机时,在步
进电机通过导线电性连接在plc控制器2,以及plc控制器2分别通过导线电性连接在电动蝶阀7、报警器302和电缸405上的条件下,对设备通电,通电完成后,操作plc控制器2分别设定四个分料漏斗301的出料对应的每个称重传感器402检测的阀值,数据设定完成后,将待需要混合的粉料分别投入对应的分料漏斗301,此时称重传感器402实时检测分料漏斗301内部的粉料的重量,即粉料落入分料漏斗301的内部,作用在称重板401上,称重板401受到压力后,间接的作用在称重传感器402,称重传感器402检测到数据后,将数值传送至plc控制器2的内部,当粉料的重量达到设定的阀值后,plc控制器2接收到数据后,立刻控制对应的报警器302发出警报,从而来提示工作人员,粉料添加已经过量,此时工作人员对过量的粉料处理后,plc控制器2接收到数据后,立刻控制对应的报警器302停止发出声音,与此同时,控制对应的电缸405的伸缩杆收回,带动滑板403上的称重板401滑动,即打开分料漏斗301的出料口,将分料漏斗301称量后的物料通过下料漏斗5送入螺旋输送机6,此时启动螺旋输送机6,利用螺旋输送机6进行运行,对落入的粉料进行搅拌混合,混合后操作plc控制器2打开电动蝶阀7,此时利用螺旋输送机6进行螺旋混合送料,从而此过程通过在激光增材制造用的粉料混合机上设置有配料漏斗3、称量阀门组件4和螺旋输送机6三者相互协同,实现了精确称重、下料和混合输送,并且报警预示提醒工作人员,达到了称重、下料和混合输送的一体化,使结构设计更加科学合理,进而有效的保证配比的精确度和提高了工作效率,有效的解决了利用选区激光熔化技术开展多元金属增材制造时,通常需要人工进行不同成分的合金粉末进行配比,放置在粉料混合机中混合,再放入不同的送粉舱,粉末配比的效率低,精确度差的问题。
32.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1