具有加热功能的多联轴根管锉加工磨床的制作方法
1.本实用新型属于根管锉加工技术领域,涉及一种具有加热功能的多联轴根管锉加工磨床。
背景技术:
2.根管锉是在根管治疗技术中主要用于进行根管预备,即通过对根管旋转提拉操作过程中,使得根管锉在深入根管内部同时切削掉途径中的病变部位。由于根管锉型号类型较多,根管锉上的螺纹尺寸和间距都不相同,需要一种可精确控制的螺纹加工专用设备。
3.现有技术存在以下技术缺陷:
4.现有技术中根管锉的生产效率低,一台设备同时只能生产一个,由于根管锉所采用的材质特性需要在一定温度下进行加工,目前均采用空调将设备间温度调到恒定温度后再进行加工,因为生产要求需要一直保持一定的温度,长时间的使用这种方式对企业产生较高成本。
技术实现要素:
5.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种具有加热功能的多联轴根管锉加工磨床,采用多个加工组件实现同时生产多个根管锉,同时利用加热组件将切削液加热保持在一定温度,使原料在进行加工时能达到所要求的温度。
6.本实用新型所述的具有加热功能的多联轴根管锉加工磨床,包括电控系统和机架,电控系统连接有显示屏,机架上设有z轴组件和至少两个x轴组件,各x轴组件上均固定连接砂轮驱动轴,各砂轮驱动轴上均转动连接有砂轮,z轴组件上固定连接有卡盘支座,卡盘支座上设有与两砂轮一一相对应的卡盘,机架上设有与两砂轮一一相对应的喷雾器,机架内设有切削液箱,切削液箱内设有加热组件,两喷雾器均与切削液箱相连,z轴组件、x轴组件、砂轮驱动轴、卡盘和喷雾器均与电控系统相连。
7.工作过程或工作原理:
8.在工作时,工作人员在显示屏上对该装置进行各种运行检查,在显示屏上设定切削液的温度,控制加热组件进行加热,然后将丝材分别固定在两个卡盘上,通过显示屏控制两x轴组件分别到达工作位置,然后控制喷雾器将切削液喷淋到加工工件上,工作人员通过在显示屏上设置各种参数并开始控制z轴组件自动移动直至完成工件的加工。
9.机架内设有润滑油泵,润滑油泵与z轴组件和x轴组件相连,润滑油泵与电控系统相连,通过在机架内设置润滑油泵,利用电控系统控制润滑油泵向z轴组件和x轴组件内注入润滑油,既能起到润滑防锈的作用,又节省了人力加注润滑油的繁琐程序。
10.机架内还设有冷却液箱,冷却液箱通过冷却泵与砂轮驱动轴相连,冷却泵与电控系统相连,通过电控系统控制冷却泵将冷却液箱内的冷却液注入砂轮驱动轴内为其进行冷却降温,能够使砂轮驱动轴保持适当温度,不会因为长时间连续工作温度过高,导致设备的损坏。
11.机架上固定连接有丝材支座,通过丝材支座有助于丝材在加工时的稳定。
12.所述的喷雾器为自吸式喷雾器,通过电控系统控制喷雾器将切削液箱内的切削液喷到加工工件上。
13.所述的加热组件为加热棒,通过加热棒加热切削液,保持切削液箱内的温度在70
°
左右,能够保证喷出的切削液在40
°
左右,达到原料加工要求的温度,使原料能够更好的加工。
14.与现有技术相比,本实用新型的有益效果是:
15.本实用新型具有两个加工位,可同时加工生产两个工件,保证了生产质量的同时提升了工件的生产效率,利用加热棒加热切削液使其达到有利加工的温度,替代了空调保持温度的方法,大大降低了企业生产成本。
附图说明
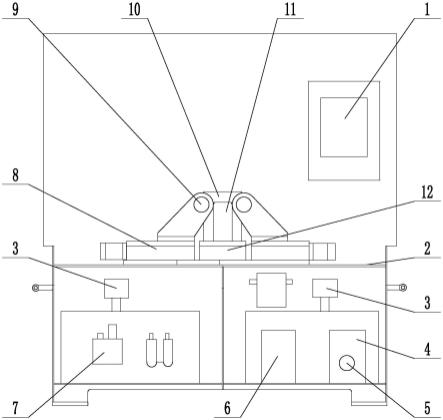
16.图1是本实用新型的一实施例的主视图,
17.图2是本实用新型的一实施例的俯视图。
18.图中:1、显示屏;2、机架;3、冷却泵;4、切削液箱;5、加热棒;6、冷却液箱;7、润滑油泵;8、x轴组件;9、砂轮驱动轴;10、卡盘支座;11、丝材支座;12、z轴组件;13、砂轮;14、丝材;15、卡盘;16、喷雾器。
具体实施方式
19.实施例1
20.如图1~图2所示,本实用新型所述的具有加热功能的多联轴根管锉加工磨床,包括电控系统和机架2,电控系统连接有显示屏1,机架2上设有z轴组件12和至少两个x轴组件8,各x轴组件8上均固定连接砂轮驱动轴9,各砂轮驱动轴9上均转动连接有砂轮13,z轴组件12上固定连接有卡盘支座10,卡盘支座10上设有与两砂轮13一一相对应的卡盘15,机架2上设有与两砂轮13一一相对应的喷雾器16,机架2内设有切削液箱4,切削液箱4内设有加热组件,两喷雾器16均与切削液箱4相连,z轴组件12、x轴组件8、砂轮驱动轴9、卡盘15和喷雾器16均与电控系统相连。
21.工作过程或工作原理:
22.在工作时,工作人员在显示屏1上对该装置进行各种运行检查,在显示屏1上设定切削液的温度,控制加热组件进行加热,然后将丝材14分别固定在两个卡盘15上,通过显示屏1控制两x轴组件8分别到达工作位置,然后控制喷雾器16将切削液喷淋到加工工件上,工作人员通过在显示屏1上设置各种参数并开始控制z轴组件12自动移动直至完成工件的加工。
23.本实用新型具有两个加工位,可同时加工生产两个工件,保证了生产质量的同时提升了工件的生产效率,利用加热棒5加热切削液使其达到有利加工的温度,替代了空调保持温度的方法,大大降低了企业生产成本。
24.实施例2
25.如图1~图2所示,本实用新型所述的具有加热功能的多联轴根管锉加工磨床,包括电控系统和机架2,电控系统连接有显示屏1,机架2上设有z轴组件12和至少两个x轴组件
8,各x轴组件8上均固定连接砂轮驱动轴9,各砂轮驱动轴9上均转动连接有砂轮13,z轴组件12上固定连接有卡盘支座10,卡盘支座10上设有与两砂轮13一一相对应的卡盘15,机架2上设有与两砂轮13一一相对应的喷雾器16,机架2内设有切削液箱4,切削液箱4内设有加热组件,两喷雾器16均与切削液箱4相连,z轴组件12、x轴组件8、砂轮驱动轴9、卡盘15和喷雾器16均与电控系统相连。
26.本实施例中:机架2内设有润滑油泵7,润滑油泵7与z轴组件12和x轴组件8相连,润滑油泵7与电控系统相连,通过在机架2内设置润滑油泵7,利用电控系统控制润滑油泵7向z轴组件12和x轴组件8内注入润滑油,既能起到润滑防锈的作用,又节省了人力加注润滑油的繁琐程序;机架2内还设有冷却液箱6,冷却液箱6通过冷却泵3与砂轮驱动轴9相连,冷却泵3与电控系统相连,通过电控系统控制冷却泵3将冷却液箱6内的冷却液注入砂轮驱动轴9内为其进行冷却降温,能够使砂轮驱动轴9保持适当温度,不会因为长时间连续工作温度过高,导致设备的损坏;机架2上固定连接有丝材支座11,通过丝材支座11有助于丝材14在加工时的稳定;所述的喷雾器16为自吸式喷雾器16,通过电控系统控制喷雾器16将切削液箱4内的切削液喷到加工工件上;所述的加热组件为加热棒5,通过加热棒5加热切削液,保持切削液箱4内的温度在70
°
左右,能够保证喷出的切削液在40
°
左右,达到原料加工要求的温度,使原料能够更好的加工。
27.工作过程或工作原理:
28.在工作时,工作人员在显示屏1上对该装置进行各种运行检查,在显示屏1上控制润滑油泵7开始工作,将润滑油注入z轴组件12和x轴组件8内进行润滑,在显示屏1上设定切削液的温度,控制加热组件进行加热,然后将丝材14分别固定在两个卡盘15上,同时将固定在卡盘15上的丝材14固定到丝材支座11上,通过显示屏1控制两x轴组件8分别到达工作位置,然后控制喷雾器16将切削液喷淋到加工工件上,工作人员通过在显示屏1上设置各种参数并开始控制z轴组件12自动移动直至完成工件的加工,通过显示屏1可控制冷却泵3将冷却液注入砂轮驱动轴9对其进行冷却降温,使其可以长时间连续工作。
29.本实用新型具有两个加工位,可同时加工生产两个工件,保证了生产质量的同时提升了工件的生产效率,利用加热棒5加热切削液使其达到有利加工的温度,替代了空调保持温度的方法,大大降低了企业生产成本。
30.本实用新型中对结构的方向以及相对位置关系的描述,如前后左右上下的描述,不构成对本实用新型的限制,仅为描述方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1