一种锻件加热处理装置的制作方法
1.本技术涉及锻件加工设备的技术领域,尤其是涉及一种锻件加热处理装置。
背景技术:
2.锻件是通过锻造加工而成的工件,主轴、轴套、齿圈、法兰和锥套等工件也主要通过锻造加工而成,而主轴、轴套、齿圈、法兰和锥套等工件在锻造完毕后需要进行热处理操作以获得预期的性能,传统的锻件加热处理装置基本可以满足人们的使用需求,在实现本技术过程中,发明人发现该技术中至少存在如下问题,具体问题如下所述:
3.目前市场上的锻件加热处理装置在热处理完毕后需要取出锻件,但是由于热处理箱体内部的温度较高,需要待锻件冷却至一定程度才能进行取出,等待时间较长,为此,本技术提出一种区别于现有技术的锻件加热处理装置来解决上述技术问题。
技术实现要素:
4.为了改善上述提到的热处理完毕后的锻件需要取出时,需要待锻件冷却至一定程度才能进行取出,等待时间较长的问题,本技术提供一种锻件加热处理装置。
5.本技术提供一种锻件加热处理装置,采用如下的技术方案:
6.一种锻件加热处理装置,包括热处理壳体,所述热处理壳体内腔的下端位置固定有网板,所述热处理壳体内腔的底部位置固定有电加热杆,所述热处理壳体的顶壁位置固定有第一水箱,所述热处理壳体内腔的顶壁位置固定有第二水箱,所述热处理壳体顶壁的一侧固定有风冷组件,所述第一水箱内腔底壁位置固定有延伸到第二水箱内腔的水体转移组件,所述第一水箱正面侧壁远离水体转移组件的一侧固定有延伸到第二水箱内腔的第二连接管,所述第二连接管的外部安装有控制阀,所述第一水箱的正面和背面侧壁均固定有半导体制冷片。
7.通过采用上述技术方案,打开第二连接管上的控制阀,利用水体转移组件和第二连接管使得第一水箱和第二水箱内腔的水体相互交换、循环流动,此时启动风冷组件利用空气气流对第一水箱内腔的冷却水进行风冷,启动半导体制冷片将冷量传递给第一水箱内腔的冷却水,有利于缩短主轴、轴套、齿圈、法兰和锥套等工件的冷却时长。
8.可选的,所述风冷组件包括鼓风机,所述鼓风机通过垫块固定在热处理壳体的顶壁位置,所述鼓风机输出端固定有贯穿第一水箱的风管。
9.通过采用上述技术方案,启动鼓风机吸取外部的冷空气并吹入到风管的内部,从而利用空气气流对第一水箱内腔的冷却水进行风冷。
10.可选的,所述水体转移组件包括水泵,所述水泵固定在第一水箱的内腔底壁位置,所述水泵输入端固定有延伸到第二水箱内腔底端的第一连接管。
11.通过采用上述技术方案,启动水泵并利用第一连接管吸取第二水箱内腔的冷却水使得第二水箱和第一水箱内腔的冷却水能够循环流动。
12.可选的,所述第一水箱一侧侧壁的底部位置固定有补水管,所述补水管的另一端
与外部供水管道相互连通,所述第一水箱另一侧侧壁的顶部位置固定有排水管,所述排水管的另一端与外部供水管道相互连通。
13.通过采用上述技术方案,打开补水管和排水管上的控制阀,使得外部供水管道能够经补水管和排水管与第一水箱内腔的冷却水进行交换,有利于快速降低第一水箱内腔的冷却水的水温。
14.可选的,所述第二水箱两侧壁均匀镶嵌有多组散热片。
15.通过采用上述技术方案,在多组散热片的作用下增大第二水箱与空气的接触面积,从而提高散热效果。
16.可选的,所述热处理壳体两侧壁均匀固定镶嵌有多组内管体,多组所述内管体的外部套设有外管体,多组所述内管体相互靠近的一侧固定有与外管体内壁相固定的弹簧,所述热处理壳体两侧壁均匀固定有多组与外管体内壁相固定的牵拉组件。
17.通过采用上述技术方案,利用牵拉组件拉动外管体移动,从而方便取放轴套、齿圈、法兰和锥套等工件。
18.可选的,所述牵拉组件包括安装框,所述安装框固定在热处理壳体的外壁上,所述安装框的内腔底壁位置固定有卷扬机,所述卷扬机输出轴的外部套设有贯穿内管体并与外管体内壁相固定的连接绳。
19.通过采用上述技术方案,启动卷扬机带动连接绳收卷从而可以拉动外管体在内管体的外部移动。
20.可选的,所述网板的顶壁位置设置有网框,所述网框两侧壁均匀固定有多组与热处理壳体的内壁相接触的隔板。
21.通过采用上述技术方案,在网框的作用下可以放置主轴等工件。
22.可选的,所述热处理壳体的正面侧壁通过合页转动连接有门体。
23.通过采用上述技术方案,利用门体方便取放主轴、轴套、齿圈、法兰和锥套等工件。
24.综上所述,本技术包括以下至少一种有益效果:
25.1.打开门体,打开第二连接管上的控制阀,使得第一水箱内腔的冷水自动经第二连接管流入到第二水箱的内腔中,启动水泵并利用第一连接管吸取第二水箱内腔的冷却水使得第二水箱和第一水箱内腔的冷却水能够循环流动,此时启动鼓风机吸取外部的冷空气并吹入到风管的内部,从而利用空气气流对第一水箱内腔的冷却水进行风冷,启动半导体制冷片利用其制冷端的冷量传递给第一水箱内腔的冷却水,进而可以利用冷却水对热处理壳体内腔的热空气进行辅助快速降温,使得冷却后的空气进一步对主轴、轴套、齿圈、法兰和锥套等工件进行降温,有利于缩短主轴、轴套、齿圈、法兰和锥套等工件的冷却时长;
26.2.打开补水管和排水管上的控制阀,使得外部供水管道能够经补水管和排水管与第一水箱内腔的冷却水进行交换,有利于快速降低第一水箱内腔的冷却水的水温。
附图说明
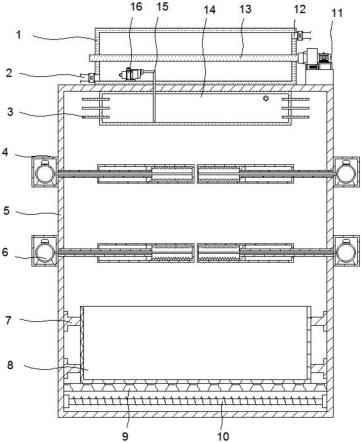
27.图1为本技术内部结构正视结构示意图;
28.图2为本技术外部结构正视结构示意图;
29.图3为本技术散热片、第二水箱和第二连接管立体结构示意图;
30.图4为本技术外管体、内管体、连接绳和弹簧内部结构正视结构示意图。
31.图中:1、第一水箱;2、补水管;3、散热片;4、安装框;5、热处理壳体;6、卷扬机;7、隔板;8、网框;9、网板;10、电加热杆;11、鼓风机;12、排水管;13、风管;14、第二水箱;15、第一连接管;16、水泵;17、半导体制冷片;18、第二连接管;19、门体;20、外管体;21、内管体;22、连接绳;23、弹簧。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.请参看说明书附图中图1和2,本技术提供的一种实施例:一种锻件加热处理装置,包括热处理壳体5,热处理壳体5的正面侧壁通过合页转动连接有门体19,门体19正面侧壁的一端安装有把手,把手竖向设置,热处理壳体5内腔的下端位置固定有网板9,热处理壳体5内腔的底部位置固定有电加热杆10,热处理壳体5的顶壁位置固定有第一水箱1,热处理壳体5内腔的顶壁位置固定有第二水箱14,第一水箱1和第二水箱14均设置在热处理壳体5顶壁的中间位置处,第一水箱1和第二水箱14均为铁箱,热处理壳体5顶壁的一侧固定有风冷组件,风冷组件包括鼓风机11,鼓风机11通过垫块固定在热处理壳体5的顶壁位置,鼓风机11输出端固定有贯穿第一水箱1的风管13,风管13为铁管。
34.请参看说明书附图中图1和2,第一水箱1内腔底壁位置固定有延伸到第二水箱14内腔的水体转移组件,水体转移组件包括水泵16,水泵16固定在第一水箱1的内腔底壁位置,水泵16设置在远离鼓风机11的一侧,水泵16输入端固定有延伸到第二水箱14内腔底端的第一连接管15,第一水箱1正面侧壁远离水泵16的一侧固定有延伸到第二水箱14内腔的第二连接管18,第二连接管18的外部安装有控制阀,第一水箱1的正面和背面侧壁均固定有半导体制冷片17,半导体制冷片17的制冷面设置在靠近第一水箱1的一侧。
35.在使用该锻件加热处理装置时,先拉动门体19上的把手并带动门体19向外侧翻转,接着将主轴、轴套、齿圈、法兰和锥套等工件放置在热处理壳体5的内腔中,关闭门体19并启动电加热杆10通电产生热量进而加热热处理壳体5内腔的空气,利用热处理壳体5内腔的热空气对主轴、轴套、齿圈、法兰和锥套等工件进行热处理。
36.当热处理完毕后,打开门体19,打开第二连接管18上的控制阀,使得第一水箱1内腔的冷水自动经第二连接管18流入到第二水箱14的内腔中,启动水泵16并利用第一连接管15吸取第二水箱14内腔的冷却水使得第二水箱14和第一水箱1内腔的冷却水能够循环流动,此时启动鼓风机11吸取外部的冷空气并吹入到风管13的内部,从而利用空气气流对第一水箱1内腔的冷却水进行风冷,启动半导体制冷片17利用其制冷端的冷量传递给第一水箱1内腔的冷却水,进而可以利用冷却水对热处理壳体5内腔的热空气进行辅助快速降温,使得冷却后的空气进一步对主轴、轴套、齿圈、法兰和锥套等工件进行降温,有利于缩短主轴、轴套、齿圈、法兰和锥套等工件的冷却时长。
37.请参看说明书附图中图1和2,第一水箱1一侧侧壁的底部位置固定有补水管2,补水管2的另一端与外部供水管道相互连通,第一水箱1另一侧侧壁的顶部位置固定有排水管12,排水管12的另一端与外部供水管道相互连通,补水管2和排水管12的外部均设置为控制阀。
38.当第一水箱1内腔的冷却水的水温过高时,打开补水管2和排水管12上的控制阀,使得外部供水管道能够经补水管2和排水管12与第一水箱1内腔的冷却水进行交换,有利于
快速降低第一水箱1内腔的冷却水的水温。
39.请参看说明书附图中图1和3,第二水箱14两侧壁均匀镶嵌有多组散热片3,散热片3为铜板。在多组散热片3的作用下可以增大第二水箱14与热处理壳体5内腔的空气的接触面积,从而可以进一步增大散热效率。
40.请参看说明书附图中图1和4,热处理壳体5两侧壁均匀固定镶嵌有多组内管体21,多组内管体21的外部套设有外管体20,位于同一水平面上的两个内管体21相互靠近的一侧均设置有与外管体20内壁相固定的弹簧23,同时,在热处理壳体5两外侧壁均匀固定有多组与外管体20内壁相固定的牵拉组件。牵拉组件包括安装框4,安装框4固定在热处理壳体5的外壁上,安装框4的内腔底壁位置固定有卷扬机6,卷扬机6输出轴的外部套设有贯穿内管体21并与外管体20内壁相固定的连接绳22。
41.请参看说明书附图中图1,网板9的顶壁位置设置有网框8,网框8设置在多组外管体20和内管体21的下方位置,网框8的顶部位置设置为开口状,网框8两侧壁均匀固定有多组与热处理壳体5的内壁相接触的隔板7,隔板7的纵截面设置为t形。
42.工件放置在网框8的内腔中,并且将网框8放置在网板9上,接着启动适当位置处的卷扬机6带动连接绳22收卷,在连接绳22的作用下拉动外管体20向内管体21一侧移动并带动弹簧23收卷产生弹性形变,接着将轴套、齿圈、法兰和锥套等工件套设在外管体20的外部并启动卷扬机6带动连接绳22伸长,在弹簧23的弹力作用下带动外管体20反向移动直至复位,从而避免悬挂不同规格的轴套、齿圈、法兰和锥套等工件时的不适配,并且由于两组外管体20之间的间隙过小,可以自动防止轴套、齿圈、法兰和锥套等工件意外掉落。
43.工作原理:在使用该锻件加热处理装置时,先拉动门体19上的把手并带动门体19向外侧翻转,接着将主轴放置在网框8的内腔中,并且将网框8放置在网板9上,接着启动适当位置处的卷扬机6带动连接绳22收卷,在连接绳22的作用下拉动外管体20向内管体21一侧移动并带动弹簧23收卷产生弹性形变,接着将轴套、齿圈、法兰和锥套等工件套设在外管体20的外部并启动卷扬机6带动连接绳22伸长,在弹簧23的弹力作用下带动外管体20反向移动直至复位,从而避免悬挂不同规格的轴套、齿圈、法兰和锥套等工件并且由于两组外管体20之间的间隙过小,从而可以自动防止轴套、齿圈、法兰和锥套等工件意外掉落。
44.当主轴、轴套、齿圈、法兰和锥套等工件安装完毕后,关闭门体19并启动电加热杆10通电产生热量进而加热热处理壳体5内腔的空气,利用热处理壳体5内腔的热空气和网板9、网框8的网状结构设计下对主轴、轴套、齿圈、法兰和锥套等工件进行热处理。
45.当热处理完毕后,打开门体19,打开第二连接管18上的控制阀,使得第一水箱1内腔的冷水自动经第二连接管18流入到第二水箱14的内腔中,启动水泵16并利用第一连接管15吸取第二水箱14内腔的冷却水使得第二水箱14和第一水箱1内腔的冷却水能够循环流动,此时启动鼓风机11吸取外部的冷空气并吹入到风管13的内部,从而利用空气气流对第一水箱1内腔的冷却水进行风冷,启动半导体制冷片17利用其制冷端的冷量传递给第一水箱1内腔的冷却水,进而可以利用冷却水对热处理壳体5内腔的热空气进行辅助快速降温,使得冷却后的空气进一步对主轴、轴套、齿圈、法兰和锥套等工件进行降温,有利于缩短主轴、轴套、齿圈、法兰和锥套等工件的冷却时长。
46.在多组散热片3的作用下可以增大第二水箱14与热处理壳体5内腔的空气的接触面积,从而可以进一步增大散热效率,当第一水箱1内腔的冷却水的水温过高时,打开补水
管2和排水管12上的控制阀,使得外部供水管道能够经补水管2和排水管12与第一水箱1内腔的冷却水进行交换,有利于快速降低第一水箱1内腔的冷却水的水温。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1