一种合金钢加工用熔模精密铸造装置的制作方法
1.本实用新型涉及合金钢加工技术领域,具体为一种合金钢加工用熔模精密铸造装置。
背景技术:
2.熔模精密铸造工艺是指用蜡做成模型,在其外表包裹多层粘土、粘结剂等耐火材料,加热使蜡熔化流出,从而得到由耐火材料形成的空壳,再将金属熔化后灌入空壳,待金属冷却后将耐火材料敲碎得到金属零件,这种加工金属的工艺就叫熔模精密铸造,也称为熔模铸造或失蜡铸造。
3.根据检索,中国专利文献,公告号:cn210098884u,公开了一种用于合金钢加工的熔模精密铸造装置,通过采用移动式活动门,能够便于人们将合金钢熔模放入脱模腔室的内部,从而增加了人们的工作负担,采用可拆卸滤液板与耐高温透明玻璃,能够确保人们在进行蒸汽脱模的过程中便于人们观察与处理脱模后的滤液,并确保蒸汽能够的产生较为连续而不会间断,采用储物盒、清洁布与清洁液存储瓶,能够便于人们进行清洁,确保熔模精密铸造装置的较为干净整洁。但是在实际操作过程中,使用蒸汽来融化熔模中的蜡液(滤液)非常缓慢,并且蜡液在融化后也没有的到回收利用。有鉴于此,我们提供一种合金钢加工用熔模精密铸造装置用于解决上述问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种合金钢加工用熔模精密铸造装置,具备能够便于收集熔模中的蜡液回收利用,同时当熔模中的金属液体成型后便于脱模的优点,解决了上述技术问题。
6.(二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种合金钢加工用熔模精密铸造装置,包括箱体,所述箱体的正面开设矩形通孔,所述矩形通孔内设置蜡液收集盒,所述蜡液收集盒的内侧面固定连接固定片,所述固定片的下表面设置限位片,所述限位片的外表面固定连接连杆,所述限位片的上表面固定连接拉杆,所述拉杆的轴面上套接弹簧,且所述拉杆的顶面固定连接密封塞,所述箱体的内部固定连接隔板,所述隔板的顶面中心开设通孔,所述通孔的内设置密封圈,所述密封圈的内部连接出料管,所述出料管的顶面固定连接熔模,所述箱体的内部安装加热管。
8.优选的,所述箱体的两侧分别固定连接进水阀与出水阀。
9.通过上述技术方案,在箱体的进水阀上连接进水管,将进水管连接水源,通过打开进水阀可向箱体内添加水分,以便于后续加热水分用于融化熔模中的蜡液,而当蜡液完全融化后,可通过打开出水阀来排出箱体内的水分。
10.优选的,所述加热管设置于所述隔板的上方。
11.通过上述技术方案,在箱体内放入熔模,加热管位于隔板的上方具有一定的间隙,通过接通加热管的电源使其发热后对隔板上的水分进行加热,随着水分的逐渐加热能够将热量传递给熔模,使得熔模内的固化的蜡液会快速的融化。
12.优选的,所述密封圈固定连接于所述通孔的内表面,所述密封圈内插接出料管。
13.通过上述技术方案,当将熔模放入到箱体内时,熔模底部的出料管插接到密封圈内,可防止水分泄漏到隔板的下方,出料管连通熔模的内部,使得融化后的蜡液能够从出料管的出口流出。
14.优选的,所述限位片的顶面贯穿开设圆孔,所述圆孔内穿插拉杆,所述蜡液收集盒的正面开设条状通孔,所述条状通孔内穿插连杆。
15.通过上述技术方案,通过向下拉动连杆使得带动限位片向下运动,限位片带动拉杆,拉杆带动密封塞,使得密封塞从出料管的出口中脱离,如此使得蜡液能够从出料管的出口流出到蜡液收集盒内,整体结构方便对熔模中的蜡液进行回收利用。
16.优选的,所述密封塞卡接于所述出料管的出口内,且所述密封塞与所述固定片之间设置弹簧。
17.通过上述技术方案,当熔模中的蜡液排放干净后,松开连杆后在弹簧的作用下带动密封塞重新复位而堵住出料管,此时可将融化后的合金钢液体倒入熔模中,使得液体注入熔模的型腔内形成需要合金钢零部件,密封塞的顶部的材质为耐火耐高温的陶瓷材质,使得不会与合金钢溶液混合在一起。
18.与现有技术相比,本实用新型提供了一种合金钢加工用熔模精密铸造装置,具备以下有益效果:
19.1、本实用新型通过设置箱体,在箱体内设置隔板,将熔模放入箱体内后使得熔模的出料管插入密封圈内后,通过在箱体内注入水分,然后加热管能够对水分进行加热,加热过程中热量传递至熔模的内部,从而快速融化熔模内的蜡液。
20.2、本实用新型通过设置有蜡液收集盒、密封塞、拉杆与弹簧等部件,通过向下拉动连杆使得带动限位片向下运动,限位片带动拉杆,拉杆带动密封塞,使得密封塞从出料管的出口中脱离,如此使得蜡液能够从出料管的出口流出到蜡液收集盒内,整体结构方便对熔模中的蜡液进行回收利用。
附图说明
21.图1为本实用新型结构立体示意图;
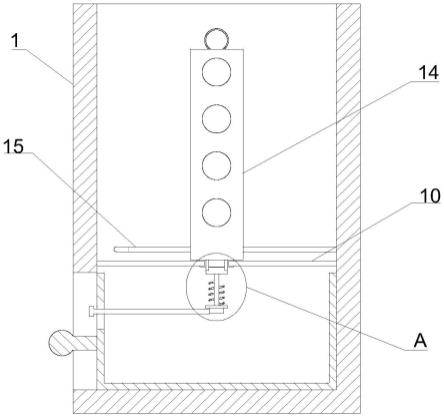
22.图2为本实用新型结构剖视示意图;
23.图3为本实用新型结构图2中a的局部放大示意图。
24.其中:1、箱体;2、矩形通孔;3、蜡液收集盒;4、固定片;5、限位片;6、连杆;7、拉杆;8、弹簧;9、密封塞;10、隔板;11、通孔;12、密封圈;13、出料管;14、熔模;15、加热管。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
26.请参阅图1-3,一种合金钢加工用熔模精密铸造装置,包括箱体1,箱体1的正面开设矩形通孔2,矩形通孔2内设置蜡液收集盒3,蜡液收集盒3的内侧面固定连接固定片4,固定片4的下表面设置限位片5,限位片5的外表面固定连接连杆6,限位片5的上表面固定连接拉杆7,拉杆7的轴面上套接弹簧8,且拉杆7的顶面固定连接密封塞9,箱体1的内部固定连接隔板10,隔板10的顶面中心开设通孔11,通孔11的内设置密封圈12,密封圈12的内部连接出料管13,出料管13的顶面固定连接熔模14,箱体1的内部安装加热管15。
27.具体的,箱体1的两侧分别固定连接进水阀与出水阀。优点是,在箱体1的进水阀上连接进水管,将进水管连接水源,通过打开进水阀可向箱体1内添加水分,以便于后续加热水分用于融化熔模14中的蜡液,而当蜡液完全融化后,可通过打开出水阀来排出箱体1内的水分。
28.具体的,加热管15设置于隔板10的上方。优点是,在箱体1内放入熔模14,加热管15位于隔板10的上方具有一定的间隙,通过接通加热管15的电源使其发热后对隔板10上的水分进行加热,随着水分的逐渐加热能够将热量传递给熔模14,使得熔模14内的固化的蜡液会快速的融化。
29.具体的,密封圈12固定连接于通孔11的内表面,密封圈12内插接出料管13。优点是,当将熔模14放入到箱体1内时,熔模14底部的出料管13插接到密封圈12内,可防止水分泄漏到隔板10的下方,出料管13连通熔模14的内部,使得融化后的蜡液能够从出料管13的出口流出。
30.具体的,限位片5的顶面贯穿开设圆孔,圆孔内穿插拉杆7,蜡液收集盒3的正面开设条状通孔,条状通孔内穿插连杆6。优点是,通过向下拉动连杆6使得带动限位片5向下运动,限位片5带动拉杆7,拉杆7带动密封塞9,使得密封塞9从出料管13的出口中脱离,如此使得蜡液能够从出料管13的出口流出到蜡液收集盒3内,整体结构方便对熔模14中的蜡液进行回收利用。
31.具体的,密封塞9卡接于出料管13的出口内,且密封塞9与固定片4之间设置弹簧8。优点是,当熔模中的蜡液排放干净后,松开连杆6后在弹簧8的作用下带动密封塞9重新复位而堵住出料管13,此时可将融化后的合金钢液体倒入熔模14中,使得液体注入熔模14的型腔内形成需要合金钢零部件,密封塞9的顶部的材质为耐火耐高温的陶瓷材质,使得不会与合金钢溶液混合在一起。
32.在使用时,首先将熔模14放入到箱体1内,并且将出料管13插入到密封圈12内,然后将箱体1内注入水分,启动加热管15对水分进行加热,随之熔模14内的蜡液开始融化,然后向下拉动连杆6使得带动限位片5向下运动,限位片5带动拉杆7,拉杆7带动密封塞9,使得密封塞9从出料管13的出口中脱离,如此使得蜡液能够从出料管13的出口流出到蜡液收集盒3内,随后松开连杆6在弹簧8的作用下带动密封塞9重新复位而堵住出料管13,排放掉箱体1中的热水,重新注入冷水,此时可将融化后的合金钢液体倒入熔模14中,使得液体注入熔模14的型腔内快速形成需要合金钢零部件,随后拿出熔模14,敲碎熔模14外层得到内部的合金钢零部件。
33.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修
改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1