一种用于轴承保持架冲孔模具的加工夹具的制作方法
1.本实用新型涉及机械加工领域,具体涉及一种用于轴承保持架冲孔模具的加工夹具。
背景技术:
2.轴承是由内圈、外圈,保持架和滚动体构成的,其中保持架的加工一般是用模具来加工的,特别是保持架上放置滚动体的孔,大部分都是用冲孔模具冲出来的。冲孔的上模如图1-3所示。
3.这个上模的作用是通过压力机的压力把放在下模上的保持架冲出所需要的保持架孔的形状,这个孔的形状也是上模头部的形状,即带α角度的筐形形状的孔。因为上模的头部形状也就是它的成型面是带角度α的斜面,这个带角度的斜面磨床无法在机床上直接加工出来,需要把上模装夹到专用角度夹具上来磨头部的α角度面。
4.由于每种上模的角度不一样,每加工一种上模,就需要设计一个角度夹具,这样由于轴承产品品种多,所对应的上模产品种类也多,所设计的角度夹具也就越来越多,这样既增加了库房的储存空间,也增加了加工成本,同时也浪费了资金。
技术实现要素:
5.实用新型目的:为解决现有轴承产品品种多,所对应的上模产品种类也多,所设计的角度夹具也就越来越多,这样既增加了库房的储存空间,也增加了加工成本,同时也浪费了资金的问题,进而提出一种用于轴承保持架冲孔模具的加工夹具。
6.本实用新型为解决上述问题采取的技术方案是:一种用于轴承保持架冲孔模具的加工夹具,其特征在于:它包括夹具胎体和两组定位组件;
7.两组定位组件对称设置在夹具胎体上;
8.所述定位组件包括压板、定位螺栓、垫块和多个滚子;
9.所述夹具胎体为方形,胎体中部为定位孔,胎体顶部和夹具胎体底部均设有与定位孔连通的定位螺栓孔,每个定位螺栓孔的两侧均设有设置在夹具胎体上的定位槽,上部的连接组件安装时,上部的每个定位槽内设置有若干个滚子,所述垫块设置在右侧的若干个滚子上方,压板设置在左侧的若干个滚子和右侧的垫块上方,压板的中部通过定位螺栓与定位螺栓孔连接,下部的连接组件与上部的连接组件安装方式相同。
10.进一步地,所述定位槽为v型槽。
11.再进一步地,所述定位槽底部设有条形沟槽。
12.进一步地,所述压板中部设有连接孔,所连接孔由下至上依次为小圆柱段、弧面朝下的半球段和大圆柱段;所述小圆柱段的直径小于半球段的内径,大圆柱段的直径大于半球段的内径,定位螺栓的螺栓头为半球状,所述定位螺栓的螺栓头与半球段应设置。
13.进一步地,所述滚子为圆柱,滚子的数量为四个。
14.再进一步地,所述滚子为滚柱,滚子的数量至少为八个。
15.有益效果:
16.本方案为通用夹具,改进后的通用夹具由于不用一个冲孔模具(上模)必须设计一个专用夹具,只需要通过手动调整螺栓,通过α的角度计算出量块的高度就可以达到一套通用夹具加工多种上模的效果,既极大的降低了生产成本,又节省了库房的空间和生产周期,也提高了生产效率。
附图说明
17.图1是现有冲孔上模的示意图;
18.图2是图1的左视图;
19.图3是图1的俯视图;
20.图4是现有冲孔上模的夹具示意图一;
21.图5是现有冲孔上模的夹具示意图二;
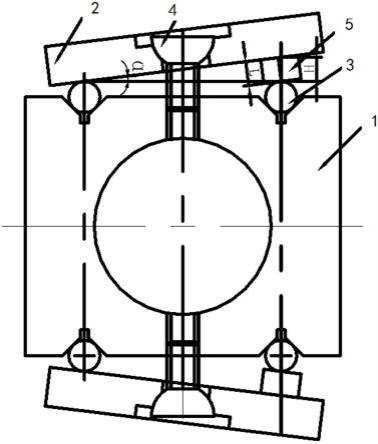
22.图6是本方案的一种用于轴承保持架冲孔模具的加工夹具的示意图;
23.图7是本方案的胎体示意图;
24.图8是本方案的压板示意图;
25.图9是本方案的滚子与垫块的示意图。
具体实施方式
26.具体实施方式一:一种用于轴承保持架冲孔模具的加工夹具,它包括夹具胎体1和两组定位组件;
27.两组定位组件对称设置在夹具胎体1上;
28.所述定位组件包括压板2、定位螺栓4、垫块5和多个滚子3;
29.所述夹具胎体1为方形,胎体1中部为定位孔1-1,胎体1顶部和夹具胎体1底部均设有与定位孔1-1连通的定位螺栓孔1-2,每个定位螺栓孔1-2的两侧均设有设置在夹具胎体1上的定位槽1-3,上部的连接组件安装时,上部的每个定位槽1-3内设置有若干个滚子3,所述垫块5设置在右侧的若干个滚子3上方,压板2设置在左侧的若干个滚子3和右侧的垫块5上方,压板2的中部通过定位螺栓4与定位螺栓孔1-2连接,下部的连接组件与上部的连接组件安装方式相同。
30.本实施方式中:两个定位槽的间距是固定的,在每个压板上的两个定位槽内放入滚子,两个滚子之间的距离是固定的,这样方便计算h的高度,量块在滚子的上面,量块的高度是通过h计算出来的,用来保证α的角度,量块的上面是压板2,是通过调整螺栓4来固定量块和上模的。
31.具体实施方式二:一种用于轴承保持架冲孔模具的加工夹具:所述定位槽1-3为v型槽。
32.本实施方式中:以各平面找正用线切割机床切好四个v型槽,以保证各槽的对称度、垂直度和平行度的要求。
33.其他实施方式与具体实施方式一相同。
34.具体实施方式三:一种用于轴承保持架冲孔模具的加工夹具,所述定位槽1-3底部设有条形沟槽。
35.其他实施方式与具体实施方式一相同。
36.具体实施方式四:一种用于轴承保持架冲孔模具的加工夹具:所述压板2中部设有连接孔2-1,所连接孔2-1由下至上依次为小圆柱段、弧面朝下的半球段和大圆柱段;所述小圆柱段的直径小于半球段的内径,大圆柱段的直径大于半球段的内径,定位螺栓4的螺栓头为半球状,所述定位螺栓4的螺栓头与半球段应设置。
37.本实施方式中:为了保证精度,将定位螺栓4的螺栓头设置为半球状,使其保持球面接触,以保证夹具角度的稳定性。
38.其他实施方式与具体实施方式一相同。
39.具体实施方式五:一种用于轴承保持架冲孔模具的加工夹具:所述滚子3为圆柱,滚子3的数量为四个。
40.其他实施方式与具体实施方式一相同
41.具体实施方式六:一种用于轴承保持架冲孔模具的加工夹具:所述滚子3为滚柱,滚子3的数量至少为八个。
42.其他实施方式与具体实施方式一相同。
43.本实施方式中:在加工工艺上,为了减少误差和保证加工精度,多个个圆柱滚子必须同时加工,
44.使用本加工夹具包括以下步骤:
45.步骤一:在夹具胎体1的定位槽1-3内放入滚子3;
46.步骤二:根据所需要的成型面角度α,计算垫块5参数,根据上端两滚子3之间的距离s乘以角度α的正切值算出高度h,
47.步骤三:根据高度h值计算垫块5的厚度l,l=cosα.h;
48.步骤四:选择厚度合适的垫块5,并将垫块5放置在右侧的滚子3的上方;
49.工作原理:
50.当加工新规格的上模时,用两滚子之间的距离乘以角度α的正切值可以算出h的高度,量块的高度也就是l的尺寸,l=cosα.h,通过量块高度l得到α的角度,即上模成型面的角度,调整螺栓上部分通过压板固定住量块,保证量块的稳定性,下部分压在上模的柄部,保证上模的稳定性,使用时,角度面放在磨床工作面上,这样上模的成型部分就倾斜了α角度,砂轮是平面磨削,当上模成型部分磨平进,α角度就磨出来了。同理,磨完一面直接把通用夹具直接翻过来磨另一面,这样上模成型部分的另一侧的角度也磨出来了。
51.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质,在本实用新型的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本实用新型技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1