一种管件内外壁打磨系统的制作方法
1.本实用新型涉及机械加工领域,尤其涉及一种管件内外壁打磨系统。
背景技术:
2.管件内外的打磨除锈的工序是管道预制中重要的组成部分,面对如今人工费用的提高,需要一种全自动的管道打磨机构,既可以节约一大部分人工的使用成本,更可以比较便捷的配合全自动的智能产线。
3.现有技术中,管件的打磨人工或者行吊将管件放在打磨架上,人工用手持打磨机打磨管件。这种管件打磨费时费力效率较低,不能实现自动上料自动转运和自动打磨。
4.在另一些现有技术中,人工将管件定位好,用机器人进行打磨。这种方式的缺点是,需要人工操作定位;无法对不同直径的管道进行自动打磨。
5.因此,本领域的技术人员致力于开发一种自动运行的管件内外壁打磨系统。
技术实现要素:
6.有鉴于现有技术的上述缺陷,本实用新型所要解决的技术问题是现有技术中的打磨系统难以对不同直径的管件进行自动打磨的问题。
7.为实现上述目的,本实用新型提供了一种管件内外壁打磨系统,其包括:
8.两根并行设置的辊轮,用于承载管件,并驱动管件沿其轴线转动;
9.轴向行走机构,滑动行走在与所述管件的轴线并行的轴向轨道上;
10.分别沿竖向滑动行走在所述轴向行走机构上的外圆打磨机构以及内圆打磨机构;
11.所述外圆打磨机构上安装有短刀杆,所述短刀杆的一端安装有外圆打磨头,另一端与驱动外圆打磨头转动的电机传动连接;
12.所述内圆打磨机构上安装有长刀杆,所述长刀杆的一端安装有内圆打磨头,另一端与驱动内圆打磨头转动的电机传动连接;
13.所述长刀杆以及所述短刀杆的轴线方向均与所述管件的轴线方向并行。
14.在本实用新型的较佳实施方式中,所述辊轮上设置有链轮,辊轮驱动电机通过链条与两根辊轮上的链轮传动连接,以驱动两根辊轮沿着相同方向同步转动。
15.在本实用新型的较佳实施方式中,所述两根辊轮之间设置有至少两根同步顶升杆,所述同步顶升杆的顶端安装有用于支撑管件底部的v形块。
16.在本实用新型的较佳实施方式中,所述轴向轨道以及所述辊轮均安装在机架上;所述机架与所述轴向行走机构之间设置有用于驱动所述轴向行走机构沿轴向行走的齿条驱动机构。
17.在本实用新型的较佳实施方式中,所述轴向行走机构上设置有两组分别供所述外圆打磨机构以及内圆打磨机构滑动行走的竖向轨道;所述外圆打磨机构以及内圆打磨机构分别在滚珠丝杠的驱动下沿相应的竖向轨道进行行走。
18.在本实用新型的较佳实施方式中,所述外圆打磨头以及所述内圆打磨头均为砂
轮。
19.在本实用新型的较佳实施方式中,所述长刀杆以及所述短刀杆均包括套筒以及插设在所述套筒内的转轴;转轴可沿其所在套筒的轴线方向自由转动;所述转轴的一端与相应的砂轮固定连接,另一端安装有带轮;所述带轮与相应的电机传动连接。
20.在本实用新型的较佳实施方式中,所述长刀杆以及所述短刀杆上均设置有吸尘装置。
21.在本实用新型的较佳实施方式中,所述轴向轨道上设置有两台轴向行走机构,两台所述轴向行走机构上均设置有外圆打磨机构以及内圆打磨机构;两台所述轴向行走机构用于分别两端对所述管件进行打磨。
22.本实用新型提供的装置具有以下技术效果:
23.1、可适应不同长度以及不同直径的管道部件,并可同时对管道部件的内表面以及外表面自动打磨;
24.2、配备有自动顶升机构,与自动生产线配合良好;
25.3、配备有除尘机构,在打磨过程中可自动除尘。
26.以下将结合附图对本实用新型的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
附图说明
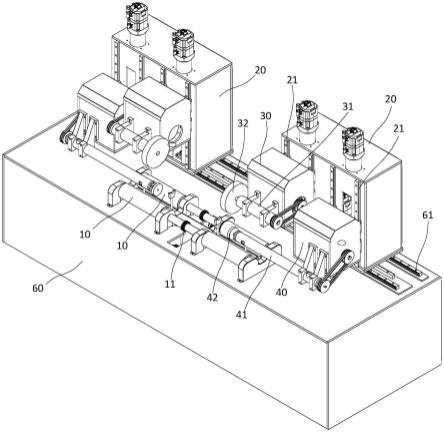
27.图1是本实用新型的管件内外壁打磨系统的立体视图;
28.图2是本实用新型的管件内外壁打磨系统的剖视图;
29.图3是本实用新型的管件内外壁打磨系统的俯视图。
具体实施方式
30.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
31.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,遂图示中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
32.为了阐释的目的而描述了本实用新型的一些示例性实施例,需要理解的是,本实用新型可通过附图中没有具体示出的其他方式来实现。
33.如图1所示,本发明的实施例提供一种管件内外壁打磨系统,其包括:机架60;机架60上设置有两根并行的辊轮10,两个辊轮10的间距小于管件的外径,使用时圆筒形的管件的轴线与辊轮10的轴线平行,并搭设在两个辊轮10上;机架60还设置有与管件的轴线平行的轴向轨道61;轴向轨道61上滑动行走有两个轴向行走机构20。
34.本实施例中,轴向行走机构20上安装有两组竖向轨道21;竖向轨道21的延伸方向
与管件的轴线方向垂直。两组竖向轨道21上分别滑动设置有外圆打磨机构30以及内圆打磨机构40。外圆打磨机构30以及内圆打磨机构40分别在滚珠丝杠的驱动下沿相应的竖向轨道21进行滑动行走,本实施例中两个滚珠丝杠分别由两台伺服电机进行驱动。
35.外圆打磨机构30以及内圆打磨机构40的结构类似,二者的主要区别在于刀杆的长度。本实施例中,外圆打磨机构30上安装有短刀杆31,短刀杆31的一端安装有外圆打磨头32,另一端与驱动外圆打磨头32转动的电机传动连接。内圆打磨机构40上安装有长刀杆41,长刀杆41的一端安装有内圆打磨头42,另一端与驱动内圆打磨头42转动的电机传动连接。长刀杆41以及短刀杆31的轴线方向均与管件的轴线方向并行。
36.在一些实施例中,外圆打磨头32以及内圆打磨头42均为砂轮。长刀杆41以及短刀杆31均包括套筒以及插设在套筒内的转轴;转轴可沿其所在套筒的轴线方向自由转动;转轴的一端与相应的砂轮固定连接,另一端安装有带轮;带轮与相应的电机传动连接。打磨时,电机通过带轮带动转轴以及砂轮转动,从而对管件进行打磨。
37.为了适应不同直径的管件,本发明的外圆打磨机构30以及内圆打磨机构40可分别升降运动。通过升降运动,可使得相应的外圆打磨头32在管件外侧升降。通过升降运动总能找到一个位置使得外圆打磨头32与管件的外表面相切。内圆打磨机构40与之类似,只要长刀杆41安装有内圆打磨头42的一端可以伸入管件,则通过内圆打磨机构40升降行走总能找到一个位置使得内圆打磨头42与管件的内表面相切。
38.长刀杆41以及所述短刀杆31上均设置有吸尘装置。吸尘装置为开口对准相应砂轮的软管;软管与吸尘器连接,用于收集打磨过程中产生的颗粒。
39.如图2、3所示,本实施例中,在打磨过程中,管件由两个辊轮10进行支撑,两个辊轮10同步转动从而带动其承载的管件转动。两根辊轮10的中部均设置有链轮11,辊轮驱动电机12通过链条与两根辊轮10上的链轮11传动连接,以驱动两根辊轮10沿着相同方向同步转动。
40.两根辊轮10之间设置有两根同步顶升杆50,所述同步顶升杆50的顶端安装有用于支撑管件底部的v形块51。在接收管件或者管件打磨完成后,同步顶升杆50上升,使得管件升起,以便自动生产线上下游的抓取机构搬运管件。
41.轴向轨道61以及辊轮10均安装在机架60上;机架60与所述轴向行走机构20之间设置有用于驱动所述轴向行走机构20沿轴向行走的齿条驱动机构。在本实施例中,轴向轨道61上设置有两台轴向行走机构20,两台所述轴向行走机构20上均设置有外圆打磨机构30以及内圆打磨机构40;两台所述轴向行走机构20用于分别从两端对所述管件进行打磨。
42.在打磨准备过程中,两个轴向行走机构20的分别从两端向管件的端部靠拢,使得内圆打磨机构40的长刀杆41装有内圆打磨头42的一端伸入管件;随后控制两个轴向行走机构20上的内圆打磨机构40以及外圆打磨机构30分别升降运动,使得各个砂轮与管件的表面相切。通常外圆打磨机构30自上向下运动,使得内圆打磨头42自上向下与管件相切。
43.打磨过程中,辊轮10驱动管件转动以调节圆周方向打磨位置,轴向行走机构20通过沿轴向行走调节轴向打磨位置。本实施例中,两个轴向行走机构20从管件的端部向管件的中间部位移动。为了避免两个轴向行走机构20上的砂轮发生干涉,两个轴向行走机构20采用不同的行走速度,并在分别到达管件的轴向中心后立即向管件的端部折返行走。
44.两个轴向行走机构20上的长刀杆41完全退出管件后,打磨过程完成。两根同步顶
升杆50可通过v形块51将管件水平顶起,以便后道工序的机械臂将管件夹起运走。
45.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1