一种连铸机扇形段辊子旋转状态实时检测装置的制作方法
1.本实用新型涉及钢铁冶炼设备领域,具体是一种连铸机扇形段辊子的检测装置。
背景技术:
2.扇形段是板坯连铸机的重要组成部分,每个扇形段都有1支驱动辊和6组从动辊组成。板坯连铸机工作中,驱动辊给铸坯提供拖动力,拖动铸坯向下运动;密集排列的从动辊起到矫直和定型作用,在摩擦力的作用下,驱动辊沿着铸坯运动方向旋转。辊子旋转不畅或卡滞时,驱动辊的拉矫电流会过载报警,甚至变频器跳闸,进而导致滞坯生产中断;从动辊不转,会在辊面造成积渣,长时间的积渣会造成铸坯表面出现划痕,同时增加铸坯运动的阻力,引起驱动辊跳闸。由此可见扇形段辊子旋转状态决定了铸坯坯型和表面质量的好坏以及生产的连续性。为解决以上问题,现行的方法是安排专人定期巡检扇形段辊子运行状态,其弊端在于:一是生产中进入扇形段存在安全隐患;二是不能实时获得辊子运行状态,发现辊子旋转异常存在偶然性;三是该方法属于结果导向法,只有在辊子完全不转的时候才能被发现。
3.申请号为cn202120650910.x、名称为“一种连续检测扇形段辊子旋转状态装置”的中国专利提供了一种用于安装辊子轴上的轴承,利用辊子旋转带动轴承旋转,轴承旋转带动两个弹簧探针之间的电阻阻值呈规律变化,一个周期内电阻值连续变化,相邻周期电阻值变化完全一致。两根弹簧探针之间使用绝缘陶瓷连接,弹簧探针外接两条长线用于连接弱电和电流显示屏,用于工作人员实时跟踪记录。但该专利的缺陷在于它仍需工人实时跟踪记录,依然没有解决需要人工监测的问题。
技术实现要素:
4.本实用新型的目的在于克服已有技术之缺陷、提供一种连铸机扇形段辊子旋转状态实时检测装置,以便及时发现辊子卡滞、停转、慢转的情况,避免辊子因卡滞给设备带来损坏或影响出坯质量。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种连铸机扇形段辊子旋转状态实时检测装置,包括壳体、复位弹簧、触发杆、触头、霍尔传感器及监测部分;所述壳体固定于扇形段辊子下方的安装台上,壳体设有销轴;所述触头为圆柱形,安装于扇形段辊子的轴侧;所述触发杆旋转支承于销轴上,其一端为坡形,能够与触头相触接,另一端安装有磁钢;所述复位弹簧的两端分别固定于壳体与触发杆上;所述霍尔传感器安装于壳体内磁钢摆动的极限位置处,当磁钢靠近霍尔传感器时,触发霍尔传感器输出信号至监测部分。
7.上述连铸机扇形段辊子旋转状态实时检测装置,所述监测部分包括霍尔传感器、电容c、二极管d、第一电阻r1、第一非门ic1、第二非门ic2、三极管t、继电器j1、监控指示灯ld;其中,自霍尔传感器的信号输出端起,依次连接电容c、二极管d、第一电阻r1、第一非门ic1、第二非门ic2、三极管t的基极,所述三级管t的发射极接地,三级管t的集电极负载为继
电器j1的控制线圈,继电器的常开触点j1-1连接监控指示灯ld。
8.上述连铸机扇形段辊子旋转状态实时检测装置,在壳体上增设进气接口,所述进气接口通过供气管路及阀门与氮气罐相连接。
9.上述连铸机扇形段辊子旋转状态实时检测装置,在壳体内增设限位块,防止触发杆带动磁钢形成过冲。
10.上述连铸机扇形段辊子旋转状态实时检测装置,在壳体内增设吸附铁块,所述吸附铁块能够在触发杆复位到右侧位时供磁钢吸附停摆。
11.有益效果
12.本实用新型在辊子转动时,通过设置于辊子侧面的触头与触发杆相触接,拨动触发杆,使触发杆下方的磁钢抵近霍尔传感器,触发霍尔传感器输出信号至监测部分,由监测部分实时监测霍尔传感器的信号,并通过声光指示来提醒作业人员设备是否工作正常,从而达到监测辊子转动情况的目的。具有如下优点:一是,将辊子转动情况,转变为电信号,对辊子工作状态进行监测,省去了作业人员频繁进入扇形段检查的劳动强度和人为误差风险,可远程实时监控辊子旋转状态;二是触发杆与辊子为触接,且对于大型辊子设备而言其对辊子运动的阻力可以忽略不计,不会影响设备的正常工作;三是在壳体的侧面通入微正压的氮气,可以确保壳体内部正压环境,避免水汽及杂质进入壳体,同时可对壳体内的装置起到降温作用。本实用新型可广泛推广应用于各类钢企。
附图说明
13.下面结合附图对本实用新型作进一步详述。
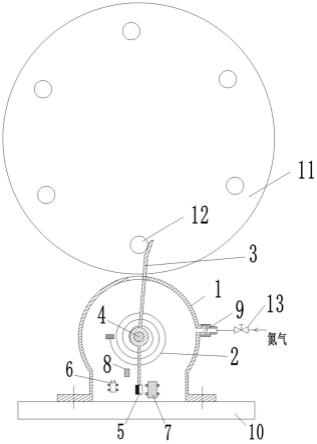
14.图1是本实用新型的检测结构示意图;
15.图2是本实用新型的监控电路示意图;
16.图中各标号分别表示为:1、壳体,2、复位弹簧,3、触发杆,4、销轴,5、磁钢,6、霍尔传感器,7、吸附铁块,8、限位块,9、进气接口,10、安装台,11、扇形段辊子,12、触头,13、阀门。
具体实施方式
17.下面结合附图和实施例对本实用新型作进一步说明。
18.参看图1-2,本实用新型包括壳体1、复位弹簧2、触发杆3、触头12、霍尔传感器6及监测部分。
19.壳体1固定于扇形段辊子11下方的安装台10上,其上设置有销轴4。
20.触头12为圆头的柱形,安装于扇形段辊子11的侧面。触头12可以选用圆柱形,通过粘结或螺接的方式安装于扇形段辊子11的侧面。触头12也可以借助原辊子上的螺母,或将触头12旋拧于扇形段辊子侧面的螺杆上。
21.触发杆3可旋转地装于销轴4上,其一端为坡形,与触头12相触接,另一端安装有磁钢5。
22.所述复位弹簧2可以为发条弹簧或拉伸弹簧,其一端固定于壳体1上,另一端与触发杆3相连接。所述霍尔传感器6安装于壳体1内磁钢(5)摆动的极限位置处,磁钢(5)摆动到极限位置时与霍尔传感器6形成抵近但并不接触。当触头12拨动触发杆3时,触发杆3带动磁
钢5与霍尔传感器6相抵近,触发霍尔传感器6输出信号至监测部分。
23.监测部分由霍尔传感器6、电容c、二极管d、第一电阻r1、第一非门ic1、第二非门ic2、第二电阻r2、三极管t、继电器j1、监控指示灯ld、语音芯片ic3及扬声器sp组成,其中霍尔传感器6的信号输出至电容c,二极管d构成钳位电压的元器件、第一电阻r1为泄压电阻,因此,选用500mω以上的阻值。对霍尔传感器6输出的脉冲信号进行积分后输出连续稳定的电压信号。这个电压信号经第一非门ic1、第二非门ic2两个非门转换后,成为高电平。该电平信号输出至三级管t的基极,使其导通,继电器j1动作,其常开触点j1-1连通监控指示灯ld,使其点亮;它的常闭触点j1-2动作,切断电源使语音芯片ic3断电。如果扇形段辊子停止了转动,则常闭触点j1-2会接通电源,语音芯片会发出报警信号,并使扬声器发声(当然,如果监控部分的电源v+完全断开,语音芯片也不会发声)。第二电阻r2、第三电阻r3为三极管t的基极提供稳定的工作点电压。
24.本实用新型的第一非门ic1及第二非门ic2可采用cd4069,语音芯片ic3可采用wt588d系列语音芯片,该芯片内置spi-flash存储器,具有220个可控制地址位,单个地址位最多可加载128段语音,完全可以满足本实用新型的需求。
25.为了防止车间水汽进入监测部分,在在壳体1的侧面增设进气接口9,所述进气接口9通过供气管路及阀门13与氮气罐相连接。氮气充入壳体1后,形成微正压环境,可以阻隔空气中的水汽进入壳体。
26.触头12拨动触发杆3时,为了防止触发杆3带动磁钢5形成过冲,与霍尔传感器6发生物理上的碰撞接触,在壳体内增设限位块8,限位块8安装于销轴4下方触发杆3旋转角位移范围之内,用于限制触发杆3的旋转角,以防止触发杆3带动磁钢5形成过冲。
27.为了防止触发杆3摆动过程中,在复位弹簧的作用下反复振动,在壳体1内增设吸附铁块7,吸附铁块7安装于触发杆3复位状态下磁钢5的附近位置,在触发杆3复位时磁钢5运动至吸附铁块7的附近,磁钢5与吸附铁块7相吸附,对触发杆3形成快速复位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1