用于框架型铸铁件的自动打磨装置的制作方法
1.本实用新型涉及打磨装置技术领域,尤其涉及一种用于框架型铸铁件的自动打磨装置。
背景技术:
2.众所周知,铸铁硬度高、韧性差,因此铸铁件在铸造的过程中,因其工艺本身的影响,成型后会存在形变,而导致铸造成型后需要打磨的浇口、毛刺等部分大小不一、薄厚不均。
3.现有技术中,最常用的打磨方式是人工打磨,即人工操作砂轮或手持气动打磨工具进行浇口、飞边等的打磨去除,操作繁琐,尤其是针对于框架型铸铁件,需要进行外圈、内圈、支腿轮廓等多处打磨,操作尤其繁琐,且人工打磨不仅效率低、还存在产品不良率高等问题,同时打磨噪音及粉尘还会给操作工人带来健康隐患。
技术实现要素:
4.本实用新型提供了一种用于框架型铸铁件的自动打磨装置,能够对框架型铸铁件进行快速定位夹紧,并结合机械手实现对所需部位自动打磨,以实现高效率及高质量产品输出,而具有较好的使用效果。
5.本实用新型采用的技术方案是:一种用于框架型铸铁件的自动打磨装置,包括底座,以及安装于所述底座上的机械手,还包括经由安装座安装于所述机械手上的浮动打磨机构,以及经由支撑架体安装于所述底座上的、以对框架型铸铁件周向进行定位夹持的定位夹紧机构;还包括布设于所述底座及所述定位夹紧机构间、以承接所述浮动打磨机构打磨出碎屑的碎屑收集机构,以及包覆于所述底座周向的防护机构。
6.作为对上述技术方案的进一步限定,于所述机械手上连接有连接法兰,所述安装座连接于所述连接法兰上,所述浮动打磨机构包括连接于所述安装座上的气动浮动主轴,以及传动连接于所述气动浮动主轴上的打磨刀具。
7.作为对上述技术方案的进一步限定,所述安装座呈l型设置,所述打磨刀具为金刚石磨棒、金刚石磨片、合金旋转锉中的一种或多种。
8.作为对上述技术方案的进一步限定,所述定位夹紧机构包括并排布设的两组,各组所述定位夹紧机构均包括安装于所述支撑架体上的支撑板,以及安装于所述支撑板上的、呈十字形布设的定位板;还包括分别位置可调的安装于所述定位板的四个角上、以对所述框架型铸铁件的四个边的底面进行定位的定位组件,以及分别相邻于各定位组件而安装于所述定位板的四个角上、以对所述框架型铸铁件的四个边的顶面进行夹紧的夹紧气缸。
9.作为对上述技术方案的进一步限定,各所述定位组件均包括定位支撑块,以及分列安装于所述定位支撑块顶部两侧的两组定位块,两组定位块间留有y字形的定位槽。
10.作为对上述技术方案的进一步限定,于y字形的定位槽两侧的两组定位块中的至少其一上安装有弹性片。
11.作为对上述技术方案的进一步限定,于所述定位板的四个角的长度方向上分别开设有两列安装孔,各所述定位支撑块上均开设有安装长槽,调整安装长槽对应所需位置的安装孔以调整所述定位支撑块的位置。
12.作为对上述技术方案的进一步限定,所述碎屑收集机构包括顶部和底部均呈敞口状的、倾斜漏斗式的收集本体,以及活动设于所述收集本体和所述底座间的抽拉式收集槽。
13.作为对上述技术方案的进一步限定,所述防护机构包括布设于所述底座周向的架体,以及包覆于所述架体周壁的透明亚克力板,于所述透明亚克力板上开设有分别与两组所述定位夹紧机构对应的两个上料口。
14.作为对上述技术方案的进一步限定,于所述安装座上安装有视觉传感器。
15.本实用新型的一种用于框架型铸铁件的自动打磨装置,通过定位夹紧机构对框架型铸铁件的周向进行快速定位夹紧,并经由浮动打磨机构结合机械手实现对所需部位自动打磨,且浮动打磨机构的设置能够弥补路径与框架型铸铁件表面尺寸不完全吻合时的打磨问题,以实现高效率及高质量产品输出,而具有较好的使用效果。
附图说明
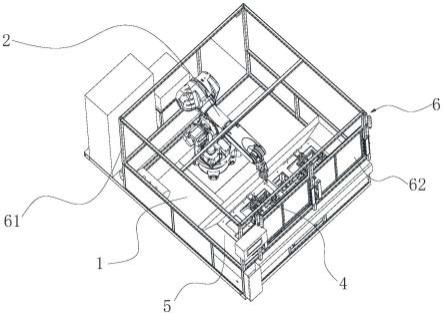
16.图1为本实用新型用于框架型铸铁件的自动打磨装置的装配结构示意图;
17.图2为本实用新型用于框架型铸铁件的自动打磨装置的部分装配结构示意图;
18.图3为本实用新型机械手与浮动打磨机构的连接结构示意图;
19.图4为本实用新型定位夹紧机构的装配结构示意图;
20.图5是图4中的a处局部放大图;
21.图6为本实用新型碎屑收集机构的结构示意图;
22.图7为本实用新型框架型铸铁件的结构示意图。
23.图中:
24.1-底座,2-机械手,21-连接法兰,22-安装座,31-气动浮动主轴,32-打磨刀具,4-定位夹紧机构,41-支撑架体,42-支撑板,43-定位板,431-安装孔,44-定位组件,441-定位支撑块,4411-安装长槽,442-定位块,443-y字形的定位槽,45-夹紧气缸,5-碎屑收集机构,51-收集本体,52-抽拉式收集槽,6-防护机构,61-架体,62-上料口,7-框架型铸铁件,71-支腿。
具体实施方式
25.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
26.实施例
27.由图1结合图2中所示,一种用于框架型铸铁件7的自动打磨装置,其包括底座1,以及安装于底座1上的机械手2,还包括经由安装座22安装于机械手2上的浮动打磨机构,以及经由支撑架体6141安装于底座1上的、以对框架型铸铁件7周向进行定位夹持的定位夹紧机构4;还包括布设于底座1及定位夹紧机构4间、以承接浮动打磨机构打磨出碎屑的碎屑收集机构5,以及包覆于底座1周向的防护机构6。
28.通过定位夹紧机构4对框架型铸铁件7的周向进行快速定位夹紧,并经由浮动打磨机构结合机械手2实现对所需部位自动打磨,且浮动打磨机构的设置能够弥补路径与框架
型铸铁件7表面尺寸不完全吻合时的打磨问题,以实现高效率及高质量产品输出,而具有较好的使用效果。
29.具体的,本实施例中,机械手2的型号为bzr40,为便于机械手2与浮动打磨机构的连接,由图3中所示,于机械手2上连接有连接法兰21,安装座22连接于连接法兰21上,浮动打磨机构包括连接于安装座22上的气动浮动主轴31,以及传动连接于气动浮动主轴31上的打磨刀具32,具体的,安装座22呈l型设置,安装座22的一条底边与连接法兰21连接,安装座22的另一条侧边与气动浮动主轴31的外周壁相连,本实施例中,打磨刀具32为金刚石磨棒、金刚石磨片、合金旋转锉中的一种或多种,以对框架型铸铁件7的外圈、内圈、支腿71轮廓等多处打磨,优选的,打磨刀具32为金刚石磨棒,本实施例中,浮动打磨机构包括气动浮动主轴31,不仅可以弥补路径与框架型铸铁件7表面尺寸不完全吻合时而有可能对刀具或框架型铸铁件7表面形成的损坏等打磨问题,还能够适用于框架型铸铁件7铸造过程中容易形成的铸瘤等薄厚不匀情况的打磨,具体的,气动浮动主轴31的型号为bzr40。
30.为便于自动进行框架型铸铁件7上料位置及形状的比较,以确定框架型铸铁件7的相对位姿,而精准的计算误差并自动补偿给机械手2,本实施例中,于安装座22上安装有视觉传感器,具体的,视觉传感器包括相机与镜头,其中相机的型号为mv-cs050-10gm,镜头的型号为mf2528。
31.由图2结合图4中所示,定位夹紧机构4包括并排布设的两组,各组定位夹紧机构4均包括安装于支撑架体6141上的支撑板42,以及安装于支撑板42上的、呈十字形布设的定位板43;还包括分别位置可调的安装于定位板43的四个角上、以对框架型铸铁件7的四个边的底面进行定位的定位组件44,以及分别相邻于各定位组件44而安装于定位板43的四个角上、以对框架型铸铁件7的四个边的顶面进行夹紧的夹紧气缸45,具体的,各定位组件44与对应位置的夹紧气缸45相对夹持于框架型铸铁件7的对应边上。
32.由图7中所示,框架型铸铁件7的整体外形为框架式,于框架型铸铁件7的四个边的底面均形成有支腿71,为便于对框架型铸铁件7的定位,由图4结合图5中所示,各定位组件44均包括定位支撑块441,以及分列安装于定位支撑块441顶部两侧的两组定位块442,两组定位块442间留有y字形的定位槽443,具体的,各支腿71插入对应位置的y字形的定位槽443,以完成对框架型铸铁件7的定位,为便于操作,于y字形的定位槽443两侧的两组定位块442中的至少其一上安装有弹性片,本实施例中,于y字形的定位槽443两侧的两组定位块442上均安装有弹性片。
33.为适用于不同尺寸的框架型铸铁件7,由图4中所示,于定位板43的四个角的长度方向上分别开设有两列安装孔431,各定位支撑块441上均开设有安装长槽4411,调整安装长槽4411对应所需位置的安装孔431拧入螺栓以调整定位支撑块441的位置,具体的,各定位支撑块441均呈l型设置。
34.为便于对打磨碎屑的自动收集,由图6中所示,碎屑收集机构5包括顶部和底部均呈敞口状的、倾斜漏斗式的收集本体51,以及活动设于收集本体51和底座1间的抽拉式收集槽52,具体的,收集本体51的顶部长度尺寸大于或等于两个支撑板42并列的长度。
35.本实施例中,为便于防护,由图1中所示,防护机构6包括布设于底座1周向的架体61,以及包覆于架体61周壁的透明亚克力板,于透明亚克力板上开设有分别与两组定位夹紧机构4对应的两个上料口62,本实施例中,还于透明亚克力板上安装有安全防护光幕、上
料按钮、状态指示灯等,在此不再赘述。
36.以上所述仅为本实用新型较佳实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术构思加以等同替换或改变所得的技术方案,都应涵盖于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1