一种压铸镶件的自动上料线的制作方法
1.本实用新型涉及压铸镶件的自动上料,尤其涉及一种压铸镶件的自动上料线。
背景技术:
2.压铸是一种历史悠久且应用最为广泛的的一种金属铸造工艺,是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法。由于铸造设备和模具的造价高昂,因此压铸工艺一般应用于大批量制造的产品。相对于别的金属铸造工艺,压铸的制造工艺只有四步,因此相对来说比较容易,这使得平均到每个产品的生产成本交底,利于提高产品在市场上的竞争力。
3.有的产品在生产中是需要内置镶件的,传统的生产方式是依靠人工放置镶件。但是依靠人工放置镶件存在如下问题:1、对工人不安全,压铸的动模端通常是重量大、压铸瞬间速度快,工人稍不注意就可能伤及自身健康;2、放置镶件属于简单重复的劳动,工人劳动时间长、劳动量大,使得企业人工成本很高;3、由于劳动量大且关乎自身安全,使得工人不能专注于镶件放置位置,镶件可能放置不准,导致产品的质量不稳定。
技术实现要素:
4.实用新型目的:本实用新型的目的是提供一种能够自动转运、上料压铸镶件至指定位置的自动上料线。
5.技术方案:本实用新型所述的一种压铸镶件的自动上料线,包括自动上料盘、送料装置和转运机器人,所述送料装置包括送料平台,所述送料平台上滑动设置用于将镶件从第一位置推送到第二位置的送料板,所述送料板的一侧与送料气缸的输出端固定连接,所述自动上料盘内固定设置上料通道,所述上料通道的出口和送料板的位置相对应。
6.进一步地,所述自动上料盘内置呈螺旋上升状的上料坡,所述上料坡的出口端与上料通道的进口端相连接。
7.进一步地,所述上料坡包括用于筛选拦截特定姿态镶件的第一筛选通道,所述第一筛选通道的底面与水平面呈10
°
~45
°
的夹角,第一筛选通道的底面设置底部凸起第一筛选通道的顶部设置横向凸起。
8.进一步地,所述上料坡还包括用于筛选拦截特定姿态镶件的第二筛选通道,所述第二筛选通道的上方的设置高度挡板。
9.进一步地,所述送料板上开设用于容纳镶件的送料口。
10.进一步地,所述送料平台上固定设置滑轨,所述送料板与滑轨滑动连接。
11.进一步地,所述自动上料盘和送料装置之间固定设置用于中继的中继通道,所述中继通道的进口端与上料通道出口端连接,所述中继通道的出口端与送料板的相对应。
12.进一步地,所述转运机器人包括若干个机器轴组成的机器臂,所述机器臂的输出端转动设置抓取部,所述抓取部的底部固定设置若干个抓取卡盘,抓取部的顶部固定设置若干个用于控制抓取卡盘抓取和放开的抓取气缸。
13.进一步地,每个所述抓取卡盘上固定设置用于检测镶件的放置是否准确的红外检测器。
14.有益效果:本实用新型与现有技术相比,具有如下优点:本实用新型中自动上料盘用于自动供给镶件,自动上料盘上的横向凸起和高度挡板用于拦截不符合预期姿态的镶件,使得进入上料通道中的镶件处于同一姿态;镶件通过中级通道进入送料装置后,由送料板推送到转运机器人可以抓取的第二位置,再由转运机器人上的抓取卡盘抓取放置到压铸模具内;抓取部上设置多个抓取卡盘,能够一次抓取多个镶件,提高生产效率。
附图说明
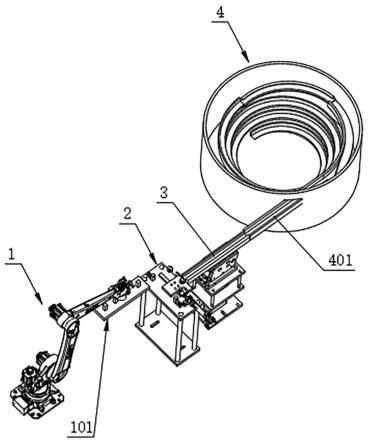
15.图1为本实用新型一个方向的立体图。
16.图2为本实用新型另一个方向的立体图。
17.图3为本实用新型中自动上料盘的立体图。
18.图4为本实用新型所需要上料的镶件的立体图。
19.图5为本实用新型中能够通过第一筛选通道的镶件第一种情况的示意图。
20.图6为本实用新型中能够通过第一筛选通道的镶件第二种情况的示意图。
21.图7为本实用新型中不能够通过第一筛选通道的镶件的示意图。
22.图8为本实用新型中能够通过第二筛选通道的镶件的示意图。
23.图9为本实用新型中不能够通过第二筛选通道的镶件的示意图。
24.图10为本实用新型中不能够通过第二筛选通道的镶件的俯视图。
25.图11为本实用新型中送料装置的立体图。
26.图12为本实用新型中转运机器人中抓取部的结构示意图。
27.其中:1、转运机器人;101、抓取部;1011、抓取平台;1012、抓取气缸;1013、抓取卡盘;2、送料装置;201、送料平台;202、滑轨;203、送料板;204、送料口;205、送料气缸;3、中继通道;4、自动上料盘;401、上料通道;402、外壳;403、上料坡;4031、第一筛选通道;40311、横向凸起;40312、底部凸起;4032、第二筛选通道;40321、高度挡板;5、镶件。
具体实施方式
28.下面结合附图对本实用新型的技术方案作进一步说明。
29.参见附图1~图12,本实用新型所示的一种压铸镶件的自动上料线,包括转运机器人1、送料装置2、中继通道3、和自动上料盘4,转运机器人1包括四个机器轴组成的机器臂,机器臂的输出端转动设置抓取部101,抓取部101包括抓取平台1011,抓取平台1011的底部固定设置四个抓取卡盘1013,抓取平台1011的顶部固定设置四个用于控制抓取卡盘1013抓取和放开的抓取气缸1012,每个抓取卡盘1013上固定设置用于检测镶件5的放置是否准确的红外检测器(未画出);送料装置2包括送料平台201,送料平台201上固定设置滑轨202及送料气缸205,滑轨202上滑动设置用于将镶件5从第一位置(即镶件5刚从中继通道3掉落的位置)推送到第二位置(即被转运机器人1抓取的位置)的送料板203,送料板203上开设用于容纳镶件5的送料口204,送料板203的一侧与送料气缸205的输出端固定连接;中继通道3固定设置在自动上料盘4和送料装置2之间,中继通道3的进口端与上料通道401的出口端连接,中继通道3的出口端与送料板203的相对应;自动上料盘4包括外壳402,自动上料盘4内
固定设置呈螺旋上升状的上料坡403,上料盘和外壳402之间存在大于镶件5宽度的间隙,上料坡403包括用于震动传输镶件5的普通通道、用于筛选拦截特定姿态镶件5的第一筛选通道4031和第二筛选通道4032,普通通道、第一筛选通道4031和第二筛选通道4032依次首尾连接,第一筛选通道4031的底面与水平面的夹角α为15
°
,第一筛选通道4031的底面设置底部凸起40312,第一筛选通道4031的顶部设置横向凸起40311,第二筛选通道4032的上方的设置高度挡板40321,高度挡板40321与第二筛选通道4032相切;外壳402固定设置上料通道401,上料通道401的进口端伸入外壳402与第二筛选通道4032的出口端相连接。
30.如图4所示,镶件5的一侧的端面设置平面,为了表述方便我们将设置平面的一端称为顶部,没有平面的一端称为底部,在被转与机器人抓取时镶件5要求顶部朝上,为了保证转运机器人1抓取正确朝向的镶件5,因此设置第一筛选通道4031和第二筛选通道4032来对镶件5进行筛选。
31.第一筛选通道4031的筛选过程如下:镶件5在通过第一筛选通道4031的姿态可能有三种状态:a、顶部朝上底部与第一筛选通道4031接触;b、镶件5是立着圆周与第一筛选通道4031接触;c、底部朝上顶部与第一筛选通道4031,由图5和图6可知,a情况和b情况中横向凸起40311和底部凸起40312不会与镶件5发生干涉,底部凸起40312对镶件5具有导向作用,镶件5会顺利通过第一筛选通道4031,如图7所示。c情况中横向凸起40311会与镶件5发生干涉,使得镶件5相对第一筛选通道4031发生偏转,第一筛选通道4031本来就与水平面之间有夹角,因此镶件5会向侧面翻转掉落出第一筛选通道4031。
32.第二筛选通道4032的筛选过程如下:镶件5在通过第二筛选通道4032的姿态可能有两种状态:a、顶部朝上底部与第二筛选通道4032接触;b、镶件5是立着圆周与第一筛选通道4031接触,如图8所示,a情况的镶件5会顺利通过第二筛选通道4032进入上料通道401,如图9和图10所示,b情况的镶件5会被高度挡板40321拦截,并沿着高度挡板40321方向掉落出第二筛选通道4032。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1