一种测量浸入式水口浸入深度的装置的制作方法
1.本实用新型涉及连铸技术领域,具体涉及一种测量浸入式水口浸入深度的装置。
背景技术:
2.方坯连铸机生产过程中需要使用浸入式水口,浸入式水口上端与中间包上水口下端连接,下端浸入到结晶器内的钢水液面以下,中间包内的钢水经过浸入式水口的中心孔流入到结晶器内,以防止钢水被空气二次氧化。现场使用的浸入式水口总长度为500mm,其中下端以上150mm范围内的材质中含有zro2,能大幅提升浸入式水口的耐保护渣液渣侵蚀性能,防止浸入式水口被保护渣液渣快速侵蚀后断裂造成生产事故,提高浸入式水口的使用寿命;而浸入式水口自下而上150~500mm范围内的材质中不含有zro2,该区域浸入式水口的耐保护渣液渣侵蚀性能较差,能被保护渣液渣快速侵蚀后断裂,因此,连铸生产过程中需要将水口的浸入深度控制在其下端以上150mm的范围内。
3.浸入式水口的浸入深度过深或过浅均会使铸坯产生质量缺陷、铸机发生生产事故,为保证铸坯质量和生产稳定,需将水口的浸入深度控制在80~120mm范围内,但如何精确控制水口的浸入深度却成为一个难题,由于缺乏精确的测量装置进行测量,现场生产过程中水口的浸入深度>150mm的问题经常性发生,导致保护渣液渣侵蚀位置高出浸入式水口下端以上150mm的范围内,水口受保护渣液渣快速侵蚀后断裂,正常生产过程中被迫更换水口,一方面在捞出断裂水口的过程中多次发生漏钢事故,另一方面无法捞出的断裂水口粘附在铸坯内部,多次造成轧钢工序发生堆钢事故,对连铸工序和轧钢工序的生产稳定、产品质量保证造成较大的影响,现有技术无法解决上述技术问题。
技术实现要素:
4.本实用新型提供了一种测量浸入式水口浸入深度的装置,解决了现有技术浸入式水口浸入深度测量控制不精确而易导致生产事故发生、铸坯质量差的问题。
5.本实用新型通过以下技术方案来实现:
6.一种测量浸入式水口浸入深度的装置,包括支架,所述支架底部固定设置有套筒,套筒筒口恒朝下,套筒内腔设置有探针,套筒外壁设置有调节装置,所述探针在调节装置的调控下上下移动,通过探针上下移动可精准测量浸入式水口浸入深度。
7.所述支架由三根套管固接而成,三根套管中的两根套管相互平行,三根套管中的另外一根套管与相互平行的两根套管垂直固接,呈横向设置的“凵”字形或“工”字形设置,确保支架的稳定,进一步保障套管的稳定。
8.所述支架上固定设置有手柄,所述手柄与连接相互平行的两根套管的另外一根套管垂直固接,易于操控支架以及调控调节装置,进一步控制探针的上下移动。
9.所述套筒固接在相互平行的两根套管中的处于下方的套管上,使套筒与支架的重心在同一平面上,便于通过支架控制套筒。
10.所述调节装置为调节螺钉,调节螺钉与套筒螺纹连接,所述调节螺钉的螺杆伸入
到套筒内腔中,通过旋转调节螺钉,使调节螺钉的螺杆对探针进行紧固或者松开,从而控制探针在套筒内腔中上下移动。
11.所述探针上设置有刻度线。
12.本实用新型的有益效果:
13.1、本实用新型通过调节装置调控探针上下移动来实现对浸入式水口浸入深度的测量,既解决了水口浸入深度过深导致的水口渣线位置侵蚀断裂问题,又解决了水口浸入深度过浅导致的铸坯夹杂缺陷,对连铸工序和轧钢工序的生产稳定、产品质量保证提供了一种可靠的控制手段。
14.2、本实用新型仅用支架、手柄、调节螺钉、调节螺钉(套筒)、探针就可制备,制作安全、安装简单、使用简捷,本装置可长期使用。
15.3、本实用新型使用过程中装置可长期使用,探针可以随时进行更换。
附图说明
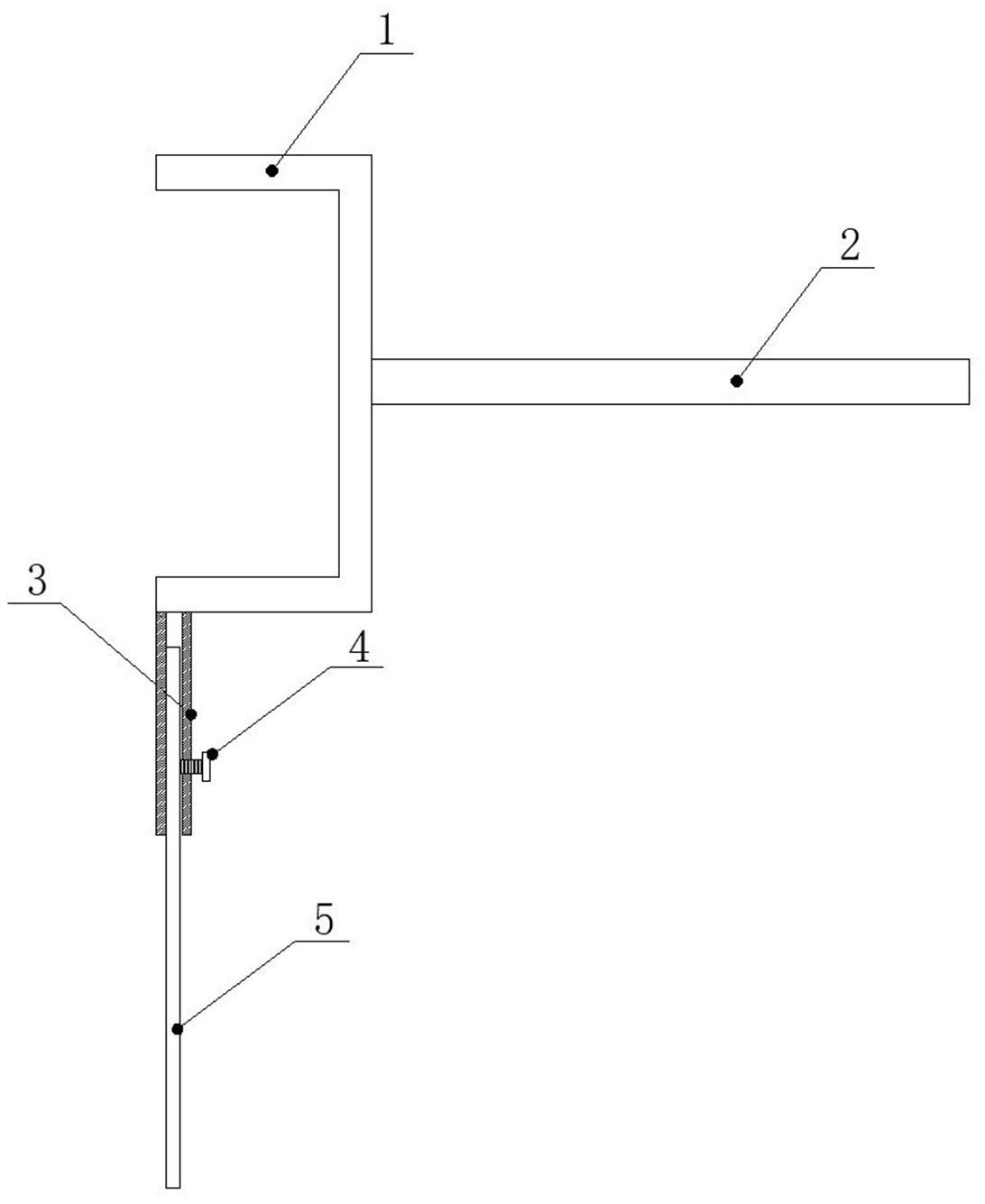
16.图1为本实用新型的结构示意图。
17.附图标记含义如下:1、支架;2、手柄;3、套筒;4、调节螺钉;5、探针。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型作进一步说明。
19.参见图1,一种测量浸入式水口浸入深度的装置,包括支架1,所述支架1底部固定设置有套筒3,套筒3筒口恒朝下,套筒3内腔设置有探针5,套筒3外壁设置有调节装置,所述探针5在调节装置的调控下上下移动,通过探针5上下移动可精准测量浸入式水口浸入深度。
20.所述支架1由三根套管固接而成,三根套管中的两根套管相互平行,三根套管中的另外一根套管与相互平行的两根套管垂直固接,呈横向设置的“凵”字形或“工”字形设置,确保支架的稳定,进一步保障套管3的稳定。
21.所述支架1上固定设置有手柄2,所述手柄2与连接相互平行的两根套管的另外一根套管垂直固接,易于操控支架1以及调控调节装置,进一步控制探针5的上下移动。
22.所述套筒3固接在相互平行的两根套管中的处于下方的套管上,使套筒3与支架1的重心在同一平面上,便于通过支架控制套筒。
23.所述调节装置为调节螺钉4,调节螺钉4与套筒3螺纹连接,所述调节螺钉4的螺杆伸入到套筒3内腔中,通过旋转调节螺钉4,使调节螺钉4的螺杆对探针5进行紧固或者松开,从而控制探针5在套筒3内腔中上下移动。
24.所述探针5上设置有刻度线,可以通过直观观察刻度线看出浸入式水口浸入深度。
25.具体的,本实用新型的制作过程与使用过程如下:
26.截取两根长度为70mm、外径为φ8mm、内径为φ4mm的钢管,截取一根长度为160mm、外径为φ8mm、内径为φ4mm的钢管,将三根钢管进行焊接,钢管对接角度均为90度,且处于同一个平面,制作支架1。截取一根长度为70mm、外径为φ8mm、内径为φ4mm的钢管,制作套筒3,将套筒3与支架1进行焊接相连,套筒3与支架1处于同一个平面。截取一根长度为600mm、外径为φ8mm、内径为φ4mm的钢管,制作手柄2,将手柄2与支架1进行焊接相连,手柄
2与支架1处于同一个平面。在支架1下部的套筒3外壁钻孔,在孔内安装调节螺钉4。截取一根长度为290mm的铁丝作为探针5,将铁丝插入支架1的下部套筒3内,拧紧调节螺钉4进行铁丝固定。
27.支架1由三根外径为φ8mm、内径为φ4mm的钢管组装焊接而成,手柄2为一根长度为600mm、外径为φ8mm、内径为φ4mm的钢管,手柄与支架进行焊接相连,套筒3为一根长度为70mm、外径为φ8mm、内径为φ4mm的钢管,套筒与支架进行焊接相连,铁丝作为探针5插入支架1底部的套筒3中,调节螺钉4安装在套筒3外壁,用于固定探针5。
28.本实用新型的使用过程如下:
29.第一步:截取一根长度为290mm的铁丝作为探针5,将铁丝插入支架下部的套筒3内,拧紧调节螺钉4进行铁丝固定。
30.第二步:将支架1上沿放在浸入式水口的上沿上,将铁丝插入结晶器内钢水液面以下。
31.第三步:静置5~10秒后将该装置取出,使用卷尺测量支架上沿距铁丝粘有钢渣的位置的垂直长度,通过使用“水口总长500mm减去垂直长度”的方法或者直接读取刻度,即可精确计算出浸入式水口的浸入深度。
32.第四步:通过计算出或者读取出的水口的浸入深度,确认水口的浸入深度是否在80~120mm的范围内,若不在此范围内,立即对水口的浸入深度进行调整,直至水口的浸入深度处于标准范围内为止。
33.第五步:松开调节螺钉4,将使用完粘有钢渣的铁丝取出,重新再截取一根长度为290mm的铁丝探针5,将铁丝探针5插入支架下部的钢管内,拧紧调节螺钉进行铁丝探针5固定,最后将该装置放置到指定位置待下次使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1