连续式网带提升自动淬火槽的制作方法
1.本实用新型涉及热处理淬火设备技术领域,具体涉及连续式网带提升自动淬火槽。
背景技术:
2.现有网带提升连续式淬火槽大多为敞开式淬火槽,甚至直接做成水泥地坑,设有提升网带,工件淬火后落入网带接料处,工件落入淬火槽,通过提升网带将工件运送至出料口。部分配套温度显示是通过温控仪来实现。对于较高要求的工件,温度均匀性差,开始工作时淬火介质温度较低,大量工件淬火后温度上升较高,造成同一批次产品淬火效果偏差较大甚至打不打硬度要求。
技术实现要素:
3.因此,本实用新型要解决的技术问题在于克服现有技术中的问题,从而提供连续式网带提升自动淬火槽。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.连续式网带提升自动淬火槽,该淬火槽上设置有加热系统、冷却系统、搅拌系统和提升系统,所述加热系统包括加热器,且所述加热器设置在淬火槽内侧一端,所述冷却系统包括冷却泵,且所述冷却泵安装在淬火槽一侧,所述冷却泵输出端通过管道安装有热交换器,所述冷却泵与热交换器之间管道的侧壁安装有落料斗,且所述落料斗设置在淬火槽顶部一侧;
6.所述搅拌系统包括搅拌机,所述搅拌机设置在淬火槽顶部一侧。
7.优选的是,所述落料斗的底部设置有喷淋的喷头。
8.优选的是,所述提升系统包括减速机和提升机,在淬火槽顶部设置有安装架体,且所述提升机安装在安装架体内侧一端,所述减速机安装在安装架体的顶部,且所述减速机与提升机相连接。
9.优选的是,在淬火槽的顶部安装有plc控制柜。
10.优选的是,所述热交换器一端的安装管侧壁安装有第一电接点压力表,所述热交换器另一端出口处安装有第二阀门,且第二阀门一端的安装管与落料斗之间安装有第一阀门和第二电接点压力表。
11.优选的是,所述冷却泵的输入端安装有第三阀门,且所述第三阀门的一端通过安装管安装有过滤器。
12.本实用新型的有益效果:
13.本实用新型公开的工件淬火后,通过料斗落入淬火槽,料斗口设有喷淋头,不仅温度均匀性更好,而且工件表面气泡快速破裂,淬透性高。当落入下部不锈钢网带上,网带提升机通过电机减速机驱动工件向上移动直至出料。电机的是由plc程序控制的变频器驱动的。可以实现无极调速、正转、反转等功能。可以根据淬火工艺在触摸屏上随时选择调整,自
动化程度高。
14.在北方地区冬季厂房温度较低的环境中,本淬火槽设有不锈钢加热管,将淬火介质加热到一定温度,防止首批次入槽工件因温度过低而造成淬火冷却速度过快的缺陷,从而保持所有批次工件淬火效果一致。随着工件不断淬火,工件带入槽体的温度不断升高,当温度接近最佳淬火温度上限时,冷却系统启动,通过冷却泵将淬火介质泵入热交换器,以水-液热交换以保持淬火介质在一定的温度范围内。冷却的同时能够起到循环作用,槽体温度均匀性更佳。保证该淬火槽自动化程度高、实现数字化、可以通过路由器与工厂现有工业网并网,实现远程监控、控制,且功能齐全,温度均匀性好;
15.循环系统与喷淋系统可以分别或共用同一管路,通过阀门(电动执行器)控制淬火介质流动方向,喷淋管路、冷却管路分别布置有电接点压力表以实时检测管道压力,当该系统运行时检测无压力、马上报警,并于10s后停止运行,防止部件损坏。
16.搅拌系统为分体上插入式搅拌器,搅拌器有电动机、皮带、搅拌轴、叶片、导流筒、匀流口等组成。分体式通过皮带连接电机和搅拌轴的连接,具有隔热、缓解过载等优点。插入式结构便于检修,当需要检修时,不需要排空淬火介质,拆卸固定螺丝后将搅拌机吊出槽体即可。导流筒和匀流口能够促进整个淬火槽内淬火介质上下翻滚,左右对流,工作区温度均匀性好。
17.本实用新型的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
附图说明
18.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
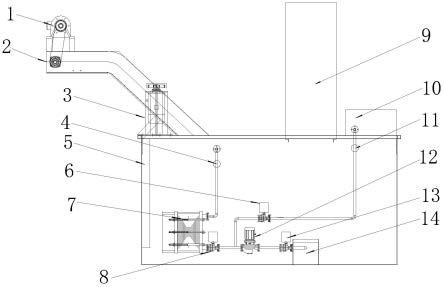
19.图1为本实用新型结构示意图。
20.附图标记说明:1、减速机;2、提升机;3、搅拌机;4、第一电接点压力表;5、加热器;6、第一阀门;7、热交换器;8、第二阀门;9、plc控制柜;10、落料斗;11、第二电接点压力表;12、冷却泵;13、第三阀门;14、过滤器。
具体实施方式
21.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
23.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间
未构成冲突就可以相互结合。
24.请参阅图1,本实施方案中:连续式网带提升自动淬火槽,该淬火槽上设置有加热系统、冷却系统、搅拌系统和提升系统,加热系统包括加热器5,且加热器5设置在淬火槽内侧一端,冷却系统包括冷却泵12,且冷却泵12安装在淬火槽一侧,冷却泵12输出端通过管道安装有热交换器7,冷却泵12与热交换器7之间管道的侧壁安装有落料斗10,且落料斗10设置在淬火槽顶部一侧;搅拌系统包括搅拌机3,搅拌机3设置在淬火槽顶部一侧;淬火槽中设有提升网带,工件淬火后落入网带接料处,工件落入淬火槽速度快,大大缩短工件在空气中停留的时间,淬火冷却一致,通过网带传送至地面上。提升机设有正传,反转功能。
25.其中,淬火槽外形为长方形,放入地坑内,或直接摆放在地面。上部设置插入式搅拌机3,检修便捷。搅拌机3可形成对流的搅拌方式,使淬火槽内的淬火介质上下翻滚,左右对流,工作区温度均匀性好。
26.淬火介质的冷却是通过热交换器7交换来完成淬火介质温度的下降。淬火介质通过冷却泵12抽出,经过热交换器7冷却回流至淬火槽管路,用来控制冷却后的水有序流动。落料斗10的底部设置有喷淋的喷头,喷头设置在落料斗10的落料口部位,工件部位管路上设有小孔用于喷淋。而且在冷却的同时增强淬火介质在槽体内的循环,有利于温度更加均匀。淬火介质加热是采用加热器5对不锈钢加热管加热来完成,温度的控制全部采用自动控温。
27.进一步的,淬火槽采用全自动控制系统,在淬火槽的顶部安装有plc控制柜9,本淬火槽主要控制元件有plc、变频器、温控仪、触摸屏、交换机等组成。温度为pid控制,当超过设置最高温度自动启动热交换器7,低于设定最低温度启动加热器。保持淬火介质稳定在在设定温度范围内。搅拌操作简单、方便。通过触摸屏可以实时了解、控制各部件运行情况,自动化程度高。
28.作为可替代的实施方式,提升系统包括减速机1和提升机2,在淬火槽顶部设置有安装架体,且提升机2安装在安装架体内侧一端,减速机1安装在安装架体的顶部,且减速机1与提升机2相连接,利用所安装的提升机2可以将需要进行淬火的工件进行提起转运,且采用减速机1可以更好的对提升机2进行调控。
29.作为可替代的实施方式,热交换器7一端的安装管侧壁安装有第一电接点压力表4,热交换器7另一端出口处安装有第二阀门8,且第二阀门8一端的安装管与落料斗10之间安装有第一阀门6和第二电接点压力表11,利用第一阀门6、第二阀门8可以管道流量实现控制作用,通过第一电接点压力表4和第二电接点压力表11可以测得对应点的压力数值情况。
30.作为可替代的实施方式,冷却泵12的输入端安装有第三阀门13,且第三阀门13的一端通过安装管安装有过滤器14,利用第三阀门13同样的可以对所安装的安装管实现流量的控制,利用过滤器14可以将冷却泵12所抽取的液体进行先过滤处理,且该过滤器14采用现有技术中的液体过滤装置。
31.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1