用于车辆涂装车间的除尘打磨房的制作方法
1.本公开涉及车辆涂装打磨技术领域,特别是涉及一种用于车辆涂装车间的除尘打磨房、除尘打磨方法和车辆。
背景技术:
2.在当今社会,车辆已经成为人们出行时的必不可少的交通工具。随汽车普及率增加,产品同质化和个性化需求的矛盾日益强烈,除外形和品牌外,车漆外观为消费者感受品质的第一重选择。而在车辆的涂装工艺中,对于车漆外观的一大影响因素在于涂装工艺中的漆面打磨。因此,如何提高车辆的漆面打磨的质量是本领域的重点问题。
技术实现要素:
3.提供一种缓解、减轻或甚至消除上述问题中的一个或多个的机制将是有利的。
4.根据本公开的一方面,提供了一种用于车辆涂装车间的除尘打磨房,包括:房体,所述房体的内部分隔成并排布置的多个工位室,并且所述房体上设置有房体入口和房体出口,所述房体入口和所述房体出口被配置为能够进行开启和关闭,以使得所述房体的内部形成敞开或封闭的空间;输送机构,其被配置为使待打磨车辆穿过所述房体入口依次输送到所述多个工位室内;送排风装置,其被配置为向所述房体的内部吹送气流并且引导所吹送的气流从所述房体的内部排出;加湿装置,其被配置为增加所述房体的内部的空气湿度;以及可移动除尘装置,其被配置为对所述待打磨车辆进行除尘操作和打磨操作中的至少一者,其中,所述多个工位室分别用于对所述待打磨车辆进行不同的打磨除尘操作,并且所述送排风装置、所述加湿装置以及所述可移动除尘装置根据所述打磨除尘操作的类型选择性地设置在所述多个工位室中的至少一个工位室内。
5.根据本公开一些实施例,通过在车辆涂装车间中形成封闭的房体空间,可以实现在封闭的空间中进行打磨,一方面可以避免打磨产生的扬尘污染外部的车辆涂装车间环境,另一方面可以避免外部的粉尘污染房体空间或者非定向的气流造成粉尘四处飘散悬浮于房体空间内或吸附在车体上。通过将房体空间分隔成多个工位室以进行不同的打磨除尘操作,一方面可以在多个工位室内连续过车以实现打磨除尘操作的流水线式的生产方式,另一方面可以根据需要将不同的打磨除尘操作分布在不同的工位室,以避免扬尘量不同的打磨除尘操作相互影响。此外,通过设置送排风装置,可以在工位室内吹送气流以将打磨操作产生的扬尘向下压制并且引导排出,以促进扬尘抑制的效果并且确保车身表面的洁净度;通过设置加湿装置,可以增加工位室内的空气湿度和水雾,以便形成较大的扬尘颗粒,增加其下落速度,从而进一步促进扬尘抑制的效果并且确保车身表面的洁净度;通过设置可移动除尘装置可以实现随着车辆的移动有针对性的对车身表面局部甚至整体进行除尘,从而进一步促进扬尘抑制效果并且确保车身表面的洁净度。另外,通过根据工位室内所进行的打磨除尘操作的类型将上述送排风装置、加湿装置以及可移动除尘装置根据需要布置在各个工位室中,从而在平衡不同的操作的除尘要求和成本要求的情况下,实现抑制工位
室的扬尘、确保车身表面的洁净度以及降低成本的效果。本公开的除尘打磨房的上述特征相互关联并且彼此协同,作为一个整体充分提高了抑制打磨空间的扬尘、确保漆面的外观质量以及降低成本的效果。
6.根据在下文中所描述的实施例,本公开的这些和其它方面将是清楚明白的,并且将参考在下文中所描述的实施例而被阐明。
附图说明
7.在下面结合附图对于示例性实施例的描述中,本公开的更多细节、特征和优点被公开,在附图中:
8.图1是图示出根据一些实施例的用于车辆涂装车间的除尘打磨房的示意图;
9.图2是图示出图1中的除尘打磨房的左视图;
10.图3是图示出图1中的除尘打磨房的省略送排风装置的示意图;
11.图4是图示出图1的除尘打磨房的原理图;
12.图5是图示出根据一些示例性实施例的包括两个工位室的除尘打磨房的示意图;
13.图6是图示出根据另一些示例性实施例的包括四个工位室的除尘打磨房的示意图;以及
14.图7是图示出根据一些示例性实施例的除尘打磨方法的流程图。
具体实施方式
15.在本公开中,除非另有说明,否则使用术语“第一”、“第二”等来描述各种要素不意图限定这些要素的位置关系、时序关系或重要性关系,这种术语只是用于将一个元件与另一元件区分开。在一些示例中,第一要素和第二要素可以指向该要素的同一实例,而在某些情况下,基于上下文的描述,它们也可以指代不同实例。
16.在本公开中对各种所述示例的描述中所使用的术语只是为了描述特定示例的目的,而并非旨在进行限制。除非上下文另外明确地表明,如果不特意限定要素的数量,则该要素可以是一个也可以是多个。如本文使用的,术语“多个”意指两个或更多,并且术语“基于”应解释为“至少部分地基于”。此外,术语“和/或”以及
“……
中的至少一个”涵盖所列出的项目中的任何一个以及全部可能的组合方式。
17.发明人意识到,由于车辆涂装工艺要求,车辆涂装车间需要对涂装车身进行打磨操作,而打磨过程中将会产生大量打磨粉尘和颗粒物。粉尘和颗粒物飘散到空气中形成大量扬尘漂浮于涂装车间内或吸附车体上,这将显著影响车辆的漆面外观,导致产生如颗粒、打磨灰等缺陷。涂装车间打磨时产生的扬尘一方面影响车身的漆面外观质量,另一方面将对人体的健康产生危害。为了满足涂装车间对环境洁净度的要求、车身的漆面外观质量的要求以及人体健康的要求,需要去除打磨产生的粉尘和颗粒物并且抑制扬尘。
18.发明人经研究发现,可使用封闭的打磨房对待打磨的物体进行打磨。但是如果打磨房仅仅是一个封闭的室体,仍难获得高质量的漆面外观。并且,发明人注意到,如果在打磨房中仅仅使用打磨装置对物体进行打磨,并在打磨产生的粉尘形成扬尘后再进行吸取或抑制,打磨房的除尘效果有限并且效率不高。因此,发明人提出,在封闭的打磨房中还需要考虑到不同的打磨除尘操作如何分布并且需要考虑除尘装置如何布局。
19.鉴于此,本公开通过在车辆涂装车间中形成封闭的房体空间,可以实现在封闭的空间中进行打磨,一方面可以避免打磨产生的扬尘污染外部的车辆涂装环境,另一方面可以避免外部的粉尘污染房体空间或者非定向的气流造成粉尘扬尘四处飘散悬浮于房体空间车间内或吸附在车体上。又通过将房体空间分隔成多个工位室以进行不同的打磨除尘操作,一方面可以在多个工位室内进行连续过车以实现打磨除尘操作的流水线式的生产方式,另一方面可以根据需要将不同的打磨除尘操作分布在不同的工位室,以避免产生扬尘量不同的打磨除尘操作相互影响。再通过设置送排风装置,可以在工位室内吹送形成定向气流以将打磨操作产生的扬尘向下压制并且引导排出,以促进扬尘抑制的效果并且确保车身表面的洁净度;通过设置加湿装置,可以增加工位室内的空气湿度和水雾,以便形成较大的扬尘颗粒,增加其下落速度,从而进一步促进扬尘抑制的效果并且确保车身表面的洁净度;通过设置可移动除尘装置可以实现随着车辆的移动有针对性的对车身表面局部甚至整体进行除尘,从而进一步促进扬尘抑制效果并且确保车身表面的洁净度。又再通过根据工位室内所进行的打磨除尘操作的类型将上述送排风装置、加湿装置以及可移动除尘装置根据需要布置在各个工位室中,从而在平衡考虑不同的操作的除尘要求和成本要求的情况下,同时实现抑制工位室的扬尘、确保车身表面的洁净度以及降低成本的效果。本公开的除尘打磨房的上述特征相互关联并且彼此协同,其作为一个整体充分提高了抑制打磨空间的扬尘、确保漆面的外观质量以及降低成本的效果。
20.下面结合附图详细描述本公开的示例性实施例。
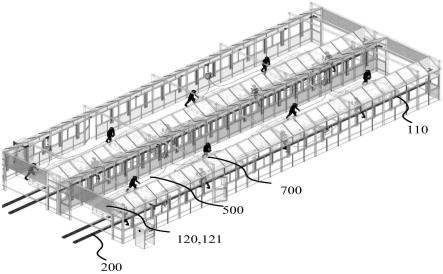
21.图1是图示出根据一些实施例的用于车辆涂装车间的除尘打磨房的示意图;图2是图示出图1中的除尘打磨房的左视图;图3是图示出图1中的除尘打磨房的省略送排风装置的示意图。
22.用于车辆涂装车间的除尘打磨房1000可包括:房体100、输送机构200、送排风装置300、加湿装置400(如图4所示)、以及可移动除尘装置500。除尘打磨房布置于车辆涂装车间中,可以在喷漆之后将车辆送入除尘打磨房进行打磨除尘操作。在完成打磨除尘操作后,可再次将车辆送入车辆涂装车间进行下一道喷漆或送出车辆涂装车间。
23.房体100的内部分隔成并排布置的多个工位室110,并且房体100上设置有房体入口120和房体出口130,房体入口120和房体出口130被配置为能够进行开启和关闭,以使得房体100的内部形成敞开或封闭的空间。输送机构200被配置为使待打磨车辆700穿过房体入口120依次输送到多个工位室110内。送排风装置300被配置为向房体100的内部吹送气流并且引导所吹送的气流从房体100的内部排出。加湿装置400被配置为增加房体100的内部的空气湿度。可移动除尘装置500被配置为对待打磨车辆700进行除尘操作和打磨操作中的至少一者。在本文中,除尘操作可包括吸尘操作和吹尘操作中的至少一者。其中,吸尘操作是指通过吸尘装置产生的吸力将粉尘吸入到例如吸尘装置的集尘桶中,而吹尘操作是指通过吹尘装置产生的定向气流(即,风)将吸附在车身上(具体地,车身的缝隙中)的粉尘吹起。多个工位室110分别用于对待打磨车辆700进行不同的打磨除尘操作,并且送排风装置300、加湿装置400以及可移动除尘装置500根据打磨除尘操作的类型选择性地设置在多个工位室110中的至少一个工位室110内。在本文中,粉尘可包括灰尘和颗粒物(例如,打磨产生的油漆颗粒物等)等小颗粒的物质。
24.本公开的除尘打磨房1000的上述特征相互关联并且彼此协同,其作为一个整体充
分提高了抑制打磨空间的扬尘、确保漆面的外观质量以及降低成本的效果。例如,通过形成封闭的房体空间,可以实现打磨区域的封闭,一方面可以避免外部的粉尘影响房体空间的洁净度,另一方面可以避免打磨产生的扬尘污染外部环境并且避免外部的非定向的气流造成打磨产生的粉尘飞扬。通过设置送排风装置300、加湿装置400以及可移动除尘装置500,可以在打磨操作时,将粉尘、颗粒物等有组织的有效去除。本公开的除尘打磨房的粉尘去除效率可达到约大于90%,由此不仅可以提高漆面外观质量,而且可以改善车间的作业环境并且防止对环境产生污染。
25.本公开的除尘打磨房1000可以用于对车身漆层中的底漆、中涂(例如,色漆)、清漆等中的任一者干燥后的漆面进行打磨除尘操作。例如,在对车身进行中涂后,将中涂后的车身输送到除尘打磨房1000内以对中涂后的车身漆面进行打磨除尘操作,并且在打磨除尘操作后将车身从除尘打磨房1000输送出,然后对打磨除尘后的车身漆面进行清漆喷涂。车身漆面经由上述除尘打磨房1000内的打磨除尘操作,可以便于获得平整光滑的表面,从而有利于后续漆层的涂覆。由此可以提高漆膜的厚度,提升漆膜的耐候性,并且使得后续的漆层的纹理更加平顺。
26.在此应理解,本公开的除尘打磨房1000也可以用于车辆生产过程中的除了涂装工艺外的其他工艺中的打磨操作,此外还可以用于其他物体表面的打磨操作,并且本公开不限于此。
27.在一些实施例中,除尘打磨房1000可包括两个并排布置的除尘打磨房,如图1至图3所示。两个除尘打磨房的特征可以相同也可以不同,由此,可以在两个除尘打磨房同时对两排待打磨车辆进行打磨除尘操作。在此应理解,除尘打磨房1000也可包括两个以上并排布置的除尘打磨房,并且本公开不限于此。
28.在一些实施例中,房体入口120和房体出口130可设置卷帘门121,以便开启和关闭。
29.在一些实施例中,输送机构200可以是滚床或者输送链的方式,以便于连续输送车辆。
30.在一些实施例中,上述打磨除尘操作可包括以下各项中的至少一项:车身外板打磨操作、车身内板打磨操作、吸尘操作、以及擦拭操作。也就是说,例如,可以对待打磨车辆700进行车身外板打磨操作、车身内板打磨操作、吸尘操作、以及擦拭操作,以增加车身漆面的平整度以及洁净度。在一些其他实施例中,上述打磨除尘操作还可包括吹尘操作。上述实施方式一方面有助于增加车身漆面的打磨除尘的效果,另一方面有助于合理布局除尘打磨房1000的各个工位室110中的操作以及装置,从而提高除尘打磨房1000的除尘效果。
31.在一些实施例中,可移动除尘装置500包括以下各项中的至少一项:用于执行吸尘操作和打磨操作的可移动吸尘打磨装置、用于执行吸尘操作的可移动吸尘装置以及用于执行擦拭操作的可移动擦拭工具。在一些其他实施例中,在打磨除尘操作还包括吹尘操作的情况下,可移动除尘装置500还可包括用于执行吹尘操作的可移动吹尘装置。由此,可以便于随着车辆在房体100内的移动利用各个可移动除尘装置500对车身的局部乃至整体进行各项打磨除尘操作,从而有效地降低车身漆面上的粉尘,提高车身漆面的质量。
32.在一些实施例中,可移动吸尘打磨装置被配置用于对待打磨车辆700的待打磨区域进行打磨操作并且同时进行吸尘操作。上述可以边打磨边吸尘的可移动吸尘打磨装置可
以实现在产生打磨粉尘的同时马上将大部分的粉尘去除,从而可以有效地去除粉尘并且避免扬尘。
33.在一些实施例中,为了使得可移动吸尘打磨装置符合涂装工艺的吸尘打磨的要求,可移动吸尘打磨装置可例如具有以下参数:发动机频率21hz~115hz;电功率约11kw(50hz)/台;系统噪声约72db;工作真空度(恒压)约110mbar~130mbar;端口真空度约在-110mbar~160mbar的范围内;最大管路长度约120米;连接管路外径约110mm;主机压缩空气约300l/min/1台,压力6bar~8bar;主机最大集尘流量约21000(l/min);集尘容积约85l;过滤面积约7.5m2;主机过滤效率约≥99.9%(0.3微米以上颗粒物);水平打磨效率约为≮95%;垂直打磨效率约为≮90%等。
34.在一些实施例中,为了使得可移动吸尘装置符合涂装工艺的吸尘的要求,可移动吸尘装置可例如具有以下参数:发动机频率21hz~115hz;电功率约11kw(50hz)/台;系统噪声约72db;工作真空度(恒压)约110mbar~130mbar;端口真空度约在-110mbar~160mbar的范围内;最大管路长度约120米;连接管路外径约110mm;主机压缩空气约300l/min/1台,压力6bar~8bar;主机最大集尘流量约21000(l/min);集尘容积约85l;过滤面积约7.5m2;主机过滤效率约≥99.9%(0.3微米以上颗粒物);水平打磨效率约为≮95%;垂直打磨效率约为≮90%等。
35.在一些实施例中,如图4所示,送排风装置300设置在多个工位室110中的用于进行车身内板打磨操作和车身外板打磨操作中的至少一个打磨操作的打磨工位室111内。这是由于车身内板打磨操作和车身外板打磨操作会产生大量的粉尘从而导致环境中的扬尘,尤其是在进行车身外板打磨的时候会导致大量的扬尘。因此,将对扬尘具有抑制效果的送排风装置300设置在用于打磨操作的打磨工位室111内,可以有效地将扬尘进行下压。送排风装置300可包括:送风结构310以及排风结构320。送风结构310设置在打磨工位室111的顶部并且用于向打磨工位室111的内部吹送气流。排风结构320设置在打磨工位室111的底部并且用于使所吹送的气流从打磨工位室111的内部排出。上述通过顶部吹送定向气流并且底部吸风的结构有助于在整个工位室110范围内从上到下对车身周围送排风,所吹送的定向气流可以将车身打磨产生的扬尘强制向下压制并通过底部的排风结构320主动排出(或者抽吸出),从而在打磨工位室范围内对扬尘的走向形成约束,以有效地抑制扬尘。
36.在一些实施例中,送风结构310包括覆盖在打磨工位室111的天花板上方的均风层,均风层上设置有分布在均风层的与天花板相对的表面上的多个送风口,多个送风口被配置为向打磨工位室111内吹送定向气流。送风结构可包括送风主机,由于从送风主机吹送出的气流较为紊乱,会影响直接进入打磨工位室111内的气流的流向。紊乱的气流进入均风层(可设置均流板),以促使气流流动变得稳定。然后通过分布在均风层上的多个送风口向打磨工位室111内吹送向下的定向气流,以强制将扬尘向下压制。上述多个送风口可以分布在均风层的与天花板相对的整个表面上,从而可以确保对车身周围和车身表面进行送风,以全局抑制扬尘。替代地,上述多个送风口可以分布在均风层的与天花板相对的部分表面上,例如与车身周围相对,从而可以确保对车身周围进行送风,以局部抑制扬尘,并且避免将扬尘向车身表面压制,导致粉尘吸附于车身表面。在一些示例中,送风口可以配置为吹送竖直向下的定向气流(例如,如图4所示的气流l1),以提高将扬尘向下压制的效果并且促进吹送的气流从底部的排风结构320排出。
37.在一些其他实施例中,送风结构310可以设置为普通的通风管311的形式。具体地,送风结构310包括分别设置在位于打磨工位室111内的待打磨车辆700的两侧的两个通风管311,每个通风管上设置有多个风嘴,多个风嘴被配置为向打磨工位室111内的扬尘区域吹送定向气流(如图4所示的气流l2),扬尘区域由于对位于打磨工位室111内的待打磨车辆700进行至少一个打磨操作而产生。由此可以有针对性地将车身周围的产生大量扬尘的区域的扬尘向下压制,从而有针对性地抑制扬尘。在此应理解,送风结构310可以包括一个或三个以上的通风管,并且通风管可以根据需要布置在工位室顶部的任意位置。此外,还可以仅包括一个风嘴,并且本公开不限于此。
38.在一些实施例中,送风结构310可以组合均风层和通风管的形式,以便同时进行局部有针对性地和全局地抑制扬尘,从而提高抑制扬尘的效果。
39.在一些实施例中,送风结构310还可以包括送风风机600(如图1和图2所示),用于产生气流并传输到均风层和/或通风管311中。
40.在一些实施例中,送风结构310吹送的气流的流速可以约大于0.3m/s,以便于有效地下压扬尘。在此应理解,可以根据需要设置送风结构310吹送气流的流速。
41.在一些实施例中,排风结构320可包括设置在打磨工位室111的地板上的格栅321、设置在格栅321下方的接水盘322以及设置在格栅321以及接水盘322之间的排风空间323,所吹送的气流从格栅321进入并且经过排风空间323排出,接水盘322用于收集打磨工位室111内下落的水雾(例如,由加湿装置400产生的)并且吸附所吹送的气流中的粉尘。其中,格栅321可设置在整个地板上或者仅仅设置在车辆周围的地板上,或者根据需要设置在地板的任意位置上并且本公开不限于此。上述通过设置格栅321和接水盘322由此可以在排风的同时收集下落的水滴,并且排出的气流在经过接水盘322时,接水盘322可以吸附吹送的气流中携带的粉尘,从而实现对粉尘的捕捉,以确保作业环境的洁净以及防止对环境的污染。通过在地板上设置格栅,可以在不影响操作人员站立的同时充分收集下落的水滴并且通过吹送的气流。在一些其他实施例中,也可以在地板上设置孔洞等用于通过气流并且收集水滴的结构,并且本公开不限于此。
42.在一些实施例中,排风结构320可以包括抽风装置,以促进吹送的气流的排出。此外,排风结构320还可包括过滤系统,从而对所吹送的气流进行净化,对灰尘和颗粒物进行捕捉,以进一步确保作业环境的洁净以及防止对环境的污染。
43.在一些其他实施例中,排风结构320也可以仅包括排风通道,以将吹送的气流导出。
44.在一些实施例中,加湿装置400可包括多个加湿喷头410,多个加湿喷头410设置在打磨工位室111的周侧壁和顶壁中的至少一者上,并且被配置为向扬尘区域喷射水雾。由此可以使得扬尘区域中粉尘粘附水分,以增加粉尘的体积从而加速落入打磨工位室111底部的接水盘322内,从而进一步抑制扬尘和污染。在一些实施例中,多个加湿喷头410分布在位于打磨工位室111中的待打磨车辆700的左右两侧以及前后侧等,以分别对车身周围的扬尘区域喷射水雾。替代地,多个加湿喷头410可以根据需要设置在任意位置。在一些其他实施例中,加湿喷头410可根据需要被配置为向其他特定位置定向喷射水雾,或者不定向喷射水雾,并且本公开不限于此。可选的,定向喷射水雾的路径可以被设置为与吹送气流的气流路径大致重合,以便更有针对性的、定向的对车体表面进行扬尘抑制。这在有限数目的加湿喷
头的情况下是有利的。而选择不定向喷射水雾,这样,可以在较大范围内(甚至在整个空间内)形成湿润环境。在一些实施例中,水雾可以是非常细微的水雾,以便有利于形成较大的扬尘颗粒,而不会使得周围的环境以及车身过于湿润。
45.在一些实施例中,多个加湿喷头410被配置为使得打磨工位室111内增加超过70%的空气湿度,以利于形成较大的扬尘颗粒,增加其下落速度,达到扬尘抑制的效果。
46.在一些其他实施例中,也可仅设置一个加湿喷头。
47.在一些实施例中,由于打磨工位室111设置了加湿装置,因而打磨工位室111的周侧壁和顶壁可以由耐腐蚀的材料制成,从而可以改善打磨工位室111的防腐效果。耐腐蚀的材料可包括不锈钢、镀锌材料、夹胶玻璃,以便实现防腐。在一些其他实施例中,其他工位室的周侧壁和顶壁也可以使用耐腐蚀的材料制成。
48.在一些实施例中,送排风装置300、加湿装置400以及可移动除尘装置500可设置在多个工位室110中的用于进行车身外板打磨操作的工位室内。由于在对车身外板进行打磨的时候将产生大量的扬尘,因此将上述三种抑制扬尘以及除尘装置设置在该工位室110内可以充分提高抑制扬尘以及除尘的效果,从而确保车身漆面的质量。在此应理解,送排风装置300、加湿装置400也可以设置在用于进行吸尘操作和/或擦拭操作等的工位室内,并且本公开不限于此。
49.在一些实施例中,多个工位室110分别用于对待打磨车辆进行不同的打磨除尘操作。例如,多个工位室110中的第一个工位室用于进行车身外板打磨操作,第二个工位室用于进行车身内板打磨操作,第三个工位室用于进行吸尘操作,第四个工位室用于进行吹尘操作,第五个工位室用于进行擦拭操作,第六个工位室用于进行检查操作。又例如,第一个工位室用于车身内板和外板打磨操作,第二个工位室用于吸尘和吹尘操作,第三个工位室用于进行擦拭和检查操作。也就是说,各个工位室可用于进行上述打磨除尘操作中的一个或多个操作,并且各个工位室的操作彼此不相同。
50.在一些实施例中,如图5所示,可以将整个除尘打磨房1000的房体100内部划分为至少包括两个工位室:第一工位室112和第二工位室113。第一工位室112用于进行车身外板打磨操作和车身内板打磨操作,此时,送排风装置、加湿装置以及可移动吸尘打磨装置设置在第一工位室112内,以最大限度地抑制扬尘并且除尘。第二工位室113用于进行吸尘操作和擦拭操作,此时可移动吸尘装置和可移动擦拭装置设置在第二工位室113内,以便对车身表面进一步除尘操作。
51.在一些其他实施例中,可移动吸尘打磨装置可包括第一可移动吸尘打磨装置和第二可移动吸尘打磨装置。可以将整个除尘打磨房1000的房体100内部更细致的划分为至少包括四个工位室:第三工位室114、第四工位室115、第五工位室116以及第六工位室117(如图6所示)。第三工位室114用于进行车身外板打磨操作,此时,送排风装置300、加湿装置400以及第一可移动吸尘打磨装置设置在第三工位室114内,以最大限度地对扬尘量最大的工位室抑制扬尘并且除尘。第四工位室115用于进行车身内板打磨操作,此时第二可移动吸尘打磨装置设置在第四工位室115内,以抑制扬尘并且除尘,同时降低除尘成本。这是由于车身内板打磨产生的扬尘量较小,使用吸尘打磨装置可以满足车身表面的除尘要求。第五工位室116用于进行吸尘操作,此时,可移动吸尘装置设置在第五工位内,以便于对车身表面进行除尘。第六工位室117用于进行擦拭操作,并且擦拭工具设置在第六工位室117内,以便
于进一步地对车身表面进行除尘。
52.上述实施方式可以实现根据工位室的打磨除尘操作的类型不同而布置相应的装置,以在符合除尘打磨的要求的同时,降低除尘打磨的成本。
53.在一些实施例中,打磨除尘操作还可包括可移动吹尘操作,并且可移动除尘装置500还包括用于执行吹尘操作的可移动吹尘装置。可移动吹尘装置可以将车身的缝隙区域中或者车身表面上的粉尘吹起,以便于后续进行吸尘或擦拭除尘操作,从而进一步增加除尘效果。具体地,在房体100的内部被分隔成至少包括两个工位室的情况下,第二工位室113还用于(例如,对待打磨车辆700上的缝隙区域)进行吹尘操作,并且可移动吹尘装置设置在第二工位室113内。在房体100的内部被分隔成至少包括四个工位室的情况下,第五工位室116和第六工位室117中的至少一者还用于(例如,对待打磨车辆700上的缝隙区域)进行吹尘操作,并且可移动吹尘装置设置在第五工位室116和第六工位室117中的至少一者内。
54.在一些实施例中,打磨除尘操作还可包括检查操作,其可在多个工位室110中的最后一个工位室进行。
55.在一些实施例中,在房体100的内部被分隔成至少包括两个工位室的情况下,第一工位室112和第二工位室113之间通过具有第一开口的分隔板112-1隔开,在房体100的内部被分隔成至少包括四个工位室的情况下,第三工位室114和第四工位室115之间通过具有第二开口的分隔板114-1隔开。第一开口和第二开口用于使待打磨车辆700通过,并且第一开口和第二开口的形状和尺寸被设定为分别与待打磨车辆700的形状和尺寸相匹配。由此可以避免扬尘量较大的工位室影响其他的工位室,并且同时不影响待打磨车辆700进入下一个工位室。附加或替代地,多个工位室110中的其他工位室也可以使用具有开口的分隔板隔开。
56.在一些实施例中,工位室110内可根据不同的作业需求,设置高低工位架台,以便于工人进行不同高度的作业。
57.在一些实施例中,工位室110内部可以设置防爆照明等。
58.在一些实施例中,也可以对工位室110的温度进行调节,例如,可设置为23
±
2℃(冬季),25
±
2℃(夏季),以便于满足生产要求。
59.图7是图示出根据一些示例性实施例的除尘打磨方法7000的流程图。除尘打磨方法7000是基于除尘打磨房1000执行的。如图7所示,除尘打磨方法7000可包括:步骤s701、通过输送机构将待打磨车辆输送到多个工位室内;步骤s702、使用可移动吸尘打磨装置对待打磨车辆的车身外板面漆进行第一打磨操作并且同时进行第一吸尘操作;步骤s703、使用可移动吸尘打磨装置对待打磨车辆的车身内板面漆进行第二打磨操作并且同时进行第二吸尘操作;步骤s704、至少使用可移动吸尘装置对经第一打磨操作和第一吸尘操作的车身外板面漆和经第二打磨操作和第二吸尘操作的车身内板面漆进行吸尘操作;步骤s705、至少使用可移动擦拭工具对经吸尘操作的车身外板面漆和车身内板面漆进行擦拭操作;以及步骤s706、对经擦拭操作的车身外板面漆和车身内板面漆进行检查操作。
60.如图5所示,在多个工位室110包括第一工位室112和第二工位室113的实施例中,上述除尘打磨方法7000具体地为:通过输送机构200将待打磨车辆700通过房体入口120输送到第一工位室112内;在第一工位室112中,使用第一可移动吸尘打磨装置对待打磨车辆700的车身外板面漆进行第一打磨操作并且同时进行第一吸尘操作;在第一工位室112内,
使用第二可移动吸尘打磨装置对待打磨车辆700的车身内板面漆进行第二打磨操作并且同时进行第二吸尘操作(其中,第一可移动吸尘打磨装置和第二可移动吸尘打磨装置可以为同一个装置也可以为不同装置,也就是说,可移动吸尘打磨装置可包括一个可移动吸尘打磨装置或者两个可移动吸尘打磨装置);然后,使用输送机构200将打磨操作和吸尘操作后的车辆输送到第二工位室113内;在第二工位室113内,至少使用可移动吸尘装置对经第一打磨操作和第一吸尘操作的车身外板面漆和经第二打磨操作和第二吸尘操作的车身内板面漆进行吸尘操作;至少使用可移动擦拭工具对经吸尘操作的车身外板面漆和车身内板面漆进行擦拭操作;以及对经擦拭操作的车身外板面漆和车身内板面漆进行检查操作。
61.如图6所示,在多个工位室110包括第三工位室114、第四工位室115、第五工位室116以及第六工位室117的实施例中,此时,可移动吸尘打磨装置包括第一可移动吸尘打磨装置和第二可移动吸尘打磨装置,上述除尘打磨方法7000具体地为:通过输送机构200将待打磨车辆700通过房体入口120输送到第三工位室114内;在第三工位室114中,使用第一可移动吸尘打磨装置对待打磨车辆700的车身外板面漆进行第一打磨操作并且同时进行第一吸尘操作;然后通过输送机构200将第一打磨操作和第一吸尘操作后的待打磨车辆700输送到第四工位室115内;在第四工位室115内,使用第二可移动吸尘打磨装置对待打磨车辆700的车身内板面漆进行第二打磨操作并且同时进行第二吸尘操作;然后使用输送机构200将第二打磨操作和第二吸尘操作后的车辆输送到第五工位室116内;在第五工位室116内,至少使用可移动吸尘装置对经第一打磨操作和第一吸尘操作的车身外板面漆和经第二打磨操作和第二吸尘操作的车身内板面漆进行吸尘操作;然后使用输送机构200将吸尘操作后的车辆输送到第六工位室117内;在第六工位室117内,至少使用可移动擦拭工具对经吸尘操作的车身外板面漆和车身内板面漆进行擦拭操作;并且对经擦拭操作的车身外板面漆和车身内板面漆进行检查操作。
62.在一些实施例中,步骤s704、至少使用可移动吸尘装置对经第一打磨操作和第一吸尘操作的车身外板面漆和经第二打磨操作和第二吸尘操作的车身内板面漆进行吸尘操作可包括:使用可移动吹尘装置对经第一打磨操作和第一吸尘操作的车身外板面漆和经第二打磨操作和第二吸尘操作的车身内板面漆进行吹尘操作;以及使用可移动吸尘装置对正在进行吹尘操作的车身外板面漆和车身内板面漆进行吸尘操作,或者使用可移动吸尘装置对吹尘操作后的车身外板面漆和车身内板面漆进行吸尘操作。
63.在一些实施例中,步骤s705、至少使用可移动擦拭工具对经吸尘操作的车身外板面漆和车身内板面漆进行擦拭操作可包括:使用可移动吹尘装置对经吸尘操作的车身外板面漆和车身内板面漆进行吹尘操作;以及使用可移动擦拭工具对正在进行吹尘操作的车身外板面漆和车身内板面漆进行擦拭操作,或者使用可移动擦拭工具对吹尘操作后的车身外板面漆和车身内板面漆进行擦拭操作。
64.根据本公开的另一方面,提供了一种车辆,车辆通过执行根据本公开的除尘打磨方法7000制造而成。
65.虽然在附图和前面的描述中已经详细地说明和描述了本公开,但是这样的说明和描述应当被认为是说明性的和示意性的,而非限制性的;本公开不限于所公开的实施例。通过研究附图、公开内容和所附的权利要求书,本领域技术人员在实践所要求保护的主题时,能够理解和实现对于所公开的实施例的变型。在权利要求书中,词语“包括”不排除未列出
的其他元件或步骤,不定冠词“一”或“一个”不排除多个,术语“多个”是指两个或两个以上,并且术语“基于”应解释为“至少部分地基于”。在相互不同的从属权利要求中记载了某些措施的仅有事实并不表明这些措施的组合不能用来获益。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1