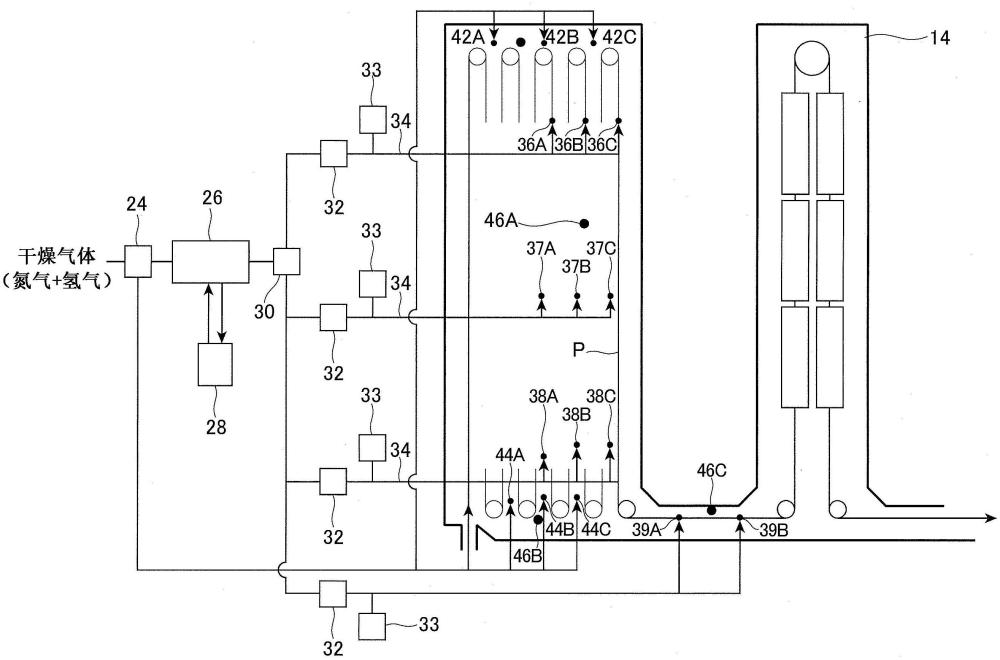
本发明涉及使用了连续热镀锌装置的热镀锌钢板的制造方法,所述连续热镀锌装置具有依次并列设置有加热带、均热带及冷却带的退火炉、与冷却带邻接的炉鼻及热镀锌设备。
背景技术:
1、近年来,在汽车、家电、建材等领域中,能够用于结构物的轻量化等的高张力钢板(高抗拉强度钢材)的需求提高。作为高抗拉强度钢材,已知例如通过在钢中含有si能够得到扩孔性良好的钢板、另外通过含有si、al、mn而容易形成残留γ从而能够得到延展性良好的钢板。
2、但是,以大量(特别是0.2质量%以上)含有si、mn的高张力钢板作为母材制造热镀锌钢板时,钢中的si、mn为易氧化性元素,在通常使用的还原气氛或非氧化性气氛中也被选择性氧化,在钢板的表面富集,形成氧化物。该氧化物使镀敷处理时的与熔融锌的润湿性降低,产生不上镀。因此,随着钢中si、mn浓度的增加,润湿性急剧降低,多发不上镀。另外,即使在未达到不上镀的情况下,也存在镀层密合性差的问题。此外,在制造合金化热镀锌钢板的情况下,如果钢中的si、mn被选择性氧化而在钢板的表面富集,则在热镀锌后的合金化过程中产生显著的合金化延迟,还存在显著阻碍生产率的问题。
3、对于这样的问题,专利文献1中记载了如下技术:在使用依次具有加热带前段、加热带后段、保温带和冷却带的退火炉和热镀浴的连续退火热镀方法中,将钢板温度至少为300℃以上的区域的钢板的加热或保温设为间接加热,将各带的炉内气氛设为氢气1~10体积%、余量由氮气和不可避免的杂质构成的气氛,在加热带前段将加热中的钢板到达温度设为550℃以上且750℃以下,并且将露点设为低于-25℃,接着将加热带后段和保温带的露点设为-30℃以上且0℃以下,将冷却带的露点设为低于-25℃,在这样的条件下进行退火,由此使si内部氧化,抑制si在钢板的表面富集。另外,还记载了在加热带后段和/或保温带中加湿并导入氮气和氢气的混合气体。
4、专利文献2中记载了如下技术:一边测定炉内气体的露点,一边根据其测定值改变炉内气体的供给和排出的位置,由此将还原炉内气体的露点控制在超过-30℃且0℃以下的范围内,抑制si在钢板的表面富集。关于加热炉有如下记载:可以是dff(直火加热炉)、nof(无氧化炉)、辐射管型中的任一种,由于以辐射管型能够显著地表现出发明效果,因此优选。
5、专利文献3公开了如下方法:根据钢成分(si、al添加量)将炉鼻内气氛气体露点控制在规定范围(优选露点为-50℃以下),由此使附着量均匀而得到良好的滑动特性。
6、在专利文献4中公开了如下方法:通过设置于炉外的精炼机(除湿装置)对遍及加热带~均热带的区域的气氛气体进行除湿,由此使气氛气体露点为-50℃以下,向炉鼻的区域投入加湿气体而使炉鼻内气氛气体露点为-35~-10℃,由此制造没有不上镀的良好外观的钢板。
7、现有技术文献
8、专利文献
9、专利文献1:国际公开第2007-043273号
10、专利文献2:日本特开2009-209397号公报
11、专利文献3:日本特开2006-111893号公报
12、专利文献4:日本特开2013-095952号公报
技术实现思路
1、发明所要解决的问题
2、但是可知,在专利文献1所记载的方法中,仅控制从加热带到冷却带的各分区的代表露点,因此与产品尺寸、通板速度变化相应的投入水分量调整延迟,即使测定露点为适当范围,由于包含大量si等添加元素的钢板的水分吸收量增加,因此钢板附近也存在与露点背离的期间,由于无法供给适当的水分量而发生不上镀。另外,根据炉鼻露点条件,即使加热和均热带的露点为稳定状态,也存在产生不上镀的问题。
3、在专利文献2所记载的方法中,若加热炉使用直火加热炉,则可能引起钢板表面的氧化,由于不向退火炉积极地供给加湿气体,因此难以将露点稳定地控制在控制范围中的高露点区域-20℃~0℃。另外可知,假设在露点上升的情况下,炉上部的露点容易变高,在利用炉下部的露点计测定为0℃时,有时在炉上部成为+10℃以上的高露点气氛,若这样长期操作,则会在上部炉底辊产生粘着(pickup)缺陷。
4、在专利文献3所记载的方法中,仅通过控制炉鼻露点而不上镀多发,并且使炉鼻内露点降低至-50℃以下而锌烟尘(灰)缺陷多发,无法制造美丽的外观的镀锌钢板。
5、可知在专利文献4的方法中,通过使炉鼻露点为-35~-10℃而在炉鼻内镀覆浴面形成zn、al氧化膜,因此不会产生灰缺陷,但即使使退火炉内露点为-50℃以下,在钢板表面稍微形成的si、mn、al的表面氧化物也会在进入镀浴时引入zn、al氧化膜,由此产生不上镀缺陷。
6、因此,鉴于上述课题,本发明的目的在于提供一种热镀锌钢板的制造方法,即使在对含有0.2质量%以上的si的钢板实施热镀锌、合金化热镀锌的情况下,镀层密合性也高,能够得到良好的镀层外观。
7、需要说明的是,本发明中,有时将热镀锌后不进行合金化处理的钢板和进行合金化处理的钢板这两者统称为热镀锌钢板。
8、用于解决问题的方法
9、本发明人为了解决上述课题,对即使在对含有0.2质量%以上的si的钢板实施热镀锌或合金化热镀锌的情况下,镀层密合性也高、能够得到良好的镀层外观的热镀锌钢板的制造方法反复进行了深入研究。
10、首先,基于在均热带以使si等添加元素内部氧化而不在钢板表面富集的方式进行控制是有用的考虑,作出了将认为决定被镀锌的钢板表面性状的均热带的下游侧的区域的气氛中的水分量控制为特定的条件是有效的推论。基于该推论,对水分量与镀层密合性、与镀层外观的关系进行了评价研究,结果发现,通过使表示对钢板表面积的影响的指数(x)与向均热带投入的加湿气体所含的水分量(m)的比率在特定的范围内,并且使炉鼻内的露点为特定范围,镀层密合性高且能够得到良好的镀层外观。
11、在此,均热带的下游侧的区域是指将均热带的炉内区域以水平方向的设备长度分类为钢板流入的上游侧和钢板流出的下游侧时的下游侧的区域。上游和下游不需要是完全相同的长度,下游是指均热带的炉内区域的水平方向的设备长度的60%~40%的长度的区域。
12、另外,本发明人发现,为了得到良好的镀层外观,需要压痕尽可能少且轻微,为了抑制压痕,需要优化炉鼻内的气氛气体的流动状态。为此,本发明人发现,设置遍及炉鼻内壁整周的气体喷嘴,从气体喷嘴沿着内壁朝下流入氮气或氮气氢气混合气体,将流入气体量的一定比率以上从炉鼻上部的排气口排气是有效的。
13、本发明是基于这样的见解而完成的,其主旨如下。
14、[1]一种热镀锌钢板的制造方法,其为使用连续热镀锌装置对含有0.2质量%以上的si的钢板进行热镀锌的热镀锌钢板的制造方法,所述连续热镀锌装置具有加热带、均热带和冷却带依次并列设置而成的退火炉、与所述冷却带邻接的炉鼻以及热镀锌设备,所述热镀锌钢板的制造方法中,
15、在均热带的下游侧的区域投入包含满足下述式(1)的水分的氮气氢气混合的加湿气体,在炉鼻内设置遍及内壁整周的气体喷嘴,从所述气体喷嘴沿着内壁朝下投入氮气或者氮气氢气混合气体,在炉鼻上部设置至少两处排气口,将从所述气体喷嘴投入的气体排出,以使炉鼻内露点达到-50~-35℃的方式进行控制,
16、158<m/x<178…(1)
17、其中,m为投入至均热带的所述加湿气体中所含的水分量,x为与对钢板表面积的影响相关的参数。
18、[2]根据[1]所述的热镀锌钢板的制造方法,其中,所述m和x满足下述式(2)、(3):
19、m=0.08074×vh×107.5th/(th+237.3)…(2)
20、x=0.2×w×s+0.4935…(3)
21、m:投入至均热带的所述加湿气体中所含的水分量(g/分钟),
22、x:与对钢板表面积的影响相关的参数,
23、vh:投入至均热带的所述加湿气体的流量(nm3/小时),
24、th:投入至均热带的所述加湿气体的露点(℃),
25、w:钢板宽度(m),
26、s:通板速度(m/s)。
27、[3]根据[1]或[2]所述的热镀锌钢板的制造方法,其中,从所述炉鼻上部的排气口排出从所述气体喷嘴投入的气体流量的70体积%以上。
28、发明效果
29、根据本发明的热镀锌钢板的制造方法,即使在对含有0.2质量%以上的si的钢板实施热镀锌的情况下,也能够制造镀层密合性高且镀层外观良好的钢板。