一种卷筒绳槽仿形热处理设备的制作方法
1.本发明涉及热处理设备技术领域,特别涉及一种卷筒绳槽仿形热处理设备。
背景技术:
2.卷筒是起重机钢丝绳卷绕系统中关键的典型零部件,在设计这些大吨位、高扬程的大型起重机的起升机构时,发现传统的螺旋形卷筒上的绳槽已不能满足多层卷绕的重载拽拉需求,需对绳槽的性能进行改善难,因此急需一种卷筒绳槽仿形热处理设备。
3.现有热处理设备上与卷筒绳槽卡插配合实施高频加热的组件,在加工处理完成后需要与卷筒分离脱开才能不妨碍卷筒的升降吊装取卸,并防止其本体被吊装的卷筒撞击损毁,但是现有高频加热组件的定位安装结构优化设计的不够合理,多不具有自动松脱回位功能,造成在加工完成后需额外手动操作将其与卷筒分离,使用较为麻烦不便。
技术实现要素:
4.有鉴于此,本发明提供一种卷筒绳槽仿形热处理设备,以解决高频加热组件的定位安装结构优化设计的不够合理,多不具有自动松脱回位功能,造成在加工完成后需额外手动操作将其与卷筒分离,使用较为麻烦不便的问题。
5.本发明提供了一种卷筒绳槽仿形热处理设备,具体包括:底座,所述底座整体呈矩形结构,底座的后端对称焊接有两处延伸触底板,两处延伸触底板的顶端上方呈前后对称焊接有两处横向布置的轨道轴,且两处轨道轴上滑动安装有一处滑动架;所述滑动架整体由前后两处轴套和呈左右对称焊接于两处轴套上的两处定位轴杆共同组成,两处定位轴杆上滑动安装有一处水平安装板,且水平安装板的顶端通过螺丝锁紧固定有一处电加热控制箱;所述底座的顶端呈左右对称焊接有四处竖撑支杆,四处竖撑支杆的顶端之间对称转动安装有两处旋转轴,且两处旋转轴上对称滑动安装有四处转套,四处转套上均套装有一处橡胶轮,四处橡胶轮用于撑托并旋转驱动待加工的卷筒;所述水平安装板的前端位置对称焊接有两处仿形机构,仿形机构整体由l状支杆和转动安装于l状支杆首端的钢轮共同组成,两处钢轮与卷筒上的螺旋绳槽嵌入配合;所述电加热控制箱前侧壁的上半段上对称向前支撑有两处铜管,两处铜管的首端固定安装有一处高频淬火部件,且高频淬火部件呈梯形结构并与卷筒上的螺旋绳槽之间的螺旋隆起卡插配合并对螺旋隆起实施热处理;右侧所述仿形机构上滑动安装有一处滑动传动件;后侧所述轴套的顶端对称焊接有两处竖撑定位杆,两处竖撑定位杆上通过弹簧顶推滑动安装有一处滑动板。
6.进一步的,右侧所述定位轴杆的后端焊接有一处安装环,安装环上通过弹簧顶推贯穿滑动安装有一处插接定位件,插接定位件呈连续垂直折拐结构,且插接定位件底部水平板的左端呈斜剖结构,插接定位件顶端水平板的左端段上焊接固定有一处受力三角块。
7.进一步的,四处所述转套上互相远离的一端均套装一处同步架,同步架整体由两处轴环和焊接于两处轴环底侧部分之间的纵撑连接杆共同组成,四处转套上互相靠近的一端均贯穿旋拧有一处顶紧螺栓。
8.进一步的,所述滑动传动件整体呈异形折拐结构,滑动传动件的顶端水平段的首端安装有一处顶轮,顶轮与卷筒上螺旋绳槽之间的螺旋隆起顶推抵靠接触,且滑动传动件的竖撑部分上设置有一处方形滑套,方形滑套与右侧l状支杆的顶端水平部分滑动配合。
9.进一步的,所述滑动传动件的底部水平段通过弹簧顶推与右侧l状支杆竖撑部分的底部段贯穿滑动配合,且滑动传动件底部水平部分的尾端焊接有一处冲击三角块,冲击三角块向前滑动与受力三角块冲击接触。
10.进一步的,所述滑动板的中间段上贯穿旋拧安装有一处定位螺杆,定位螺杆的前端镶嵌安装有一处钢球。
11.进一步的,所述水平安装板的后侧中间位置焊接有一处竖向布置的受力短板,且定位螺杆前端的钢球与受力短板抵靠接触。
12.进一步的,所述滑动板的右端焊接有一处定位块,定位块向上滑动与插接定位件的左端斜剖段抵靠接触。
有益效果
13.1、本发明,通过仿形机构上的两处钢轮,水平安装板、电加热控制箱可利用卷筒上的螺旋绳槽旋转推进驱使左右滑移,控制高频淬火部件能够沿螺旋隆起的形状和旋向不断传送移位对螺旋隆起实施连续加热处理,有利于提升对螺旋隆起的处理效率,且高频淬火部件间接利用卷筒上螺旋绳槽的旋转推进力驱使传送,省去额外为高频淬火部件配置传送驱动马达,有助于降低设备的整体造价。
14.2、本发明,两处钢轮配合使用能够起到动力中继的作用,可保证高频淬火部件在被传送至卷筒上的两端其中一处钢轮与卷筒脱离时,剩余的一处与卷筒接触的钢轮仍可继续对高频淬火部件实施推进驱使,避免高频淬火部件不能滑移至卷筒的最左端和最右端,造成不能对卷筒上的螺旋隆起实施完全且彻底的热处理加工,确保了对卷筒的全面加工处理效果。
15.3、本发明,当加工完成后,高频淬火部件以及两处仿形机构能够自动与卷筒后滑脱离开来,这省去在加工完成后需额外手动出力对高频淬火部件、两处仿形机构与卷筒进行手动分离脱开的麻烦,使用方便省时、省力,有助于简化设备的操作使用步骤。
附图说明
16.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
17.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
18.在附图中:图1是本发明的实施例的底座后侧结构示意图。
19.图2是本发明的实施例的底座前侧结构示意图。
20.图3是本发明的实施例的旋转轴结构示意图。
21.图4是本发明的实施例的水平安装板后侧结构示意图。
22.图5是本发明的实施例的水平安装板前侧结构示意图。
23.图6是本发明的实施例的转套结构示意图。
24.图7是本发明的实施例的滑动传动件结构示意图。
25.图8是本发明的实施例的滑动板结构示意图。
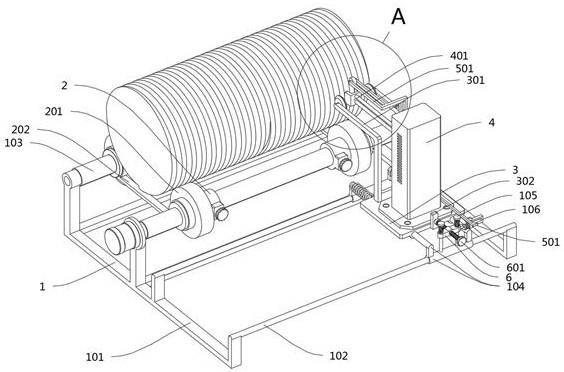
26.图9是本发明的实施例的图1中a部分放大结构示意图。
27.附图标记列表1、底座;101、延伸触底板;102、轨道轴;103、旋转轴;104、滑动架;105、竖撑定位杆;106、插接定位件;107、受力三角块;2、转套;201、橡胶轮;202、同步架;3、水平安装板;301、仿形机构;302、受力短板;4、电加热控制箱;401、高频淬火部件;5、滑动传动件;501、冲击三角块;6、滑动板;601、定位螺杆;602、定位块。
具体实施方式
28.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。
29.实施例:请参考图1至图9所示:本发明提供一种卷筒绳槽仿形热处理设备,包括底座1,底座1整体呈矩形结构,底座1的后端对称焊接有两处延伸触底板101,两处延伸触底板101的顶端上方呈前后对称焊接有两处横向布置的轨道轴102,且两处轨道轴102上滑动安装有一处滑动架104;滑动架104整体由前后两处轴套和呈左右对称焊接于两处轴套上的两处定位轴杆共同组成,两处定位轴杆上滑动安装有一处水平安装板3,且水平安装板3的顶端通过螺丝锁紧固定有一处电加热控制箱4;底座1的顶端呈左右对称焊接有四处竖撑支杆,四处竖撑支杆的顶端之间对称转动安装有两处旋转轴103,且两处旋转轴103上对称滑动安装有四处转套2,四处转套2上均套装有一处橡胶轮201,四处橡胶轮201用于撑托并旋转驱动待加工的卷筒,四处橡胶轮201可旋转驱使卷筒旋转,这方便高频淬火部件401对卷筒上的螺旋隆起部分实施圆周全面高频加热处理,且四处转套2与两处旋转轴103活动套插配合安装,可左右滑移调整其之间的间距,适用撑托放置并旋转驱使长短不同的卷筒实施加工,应用较为广泛;水平安装板3的前端位置对称焊接有两处仿形机构301,仿形机构301整体由l状支杆和转动安装于l状支杆首端的钢轮共同组成,两处钢轮与卷筒上的螺旋绳槽嵌入配合,通过仿形机构301上的两处钢轮,水平安装板3、电加热控制箱4可利用卷筒上的螺旋绳槽旋转推进驱使左右滑移,控制高频淬火部件401能够沿螺旋隆起的形状和旋向不断传送移位对螺旋隆起实施连续加热处理,有利于提升对螺旋隆起的处理效率,且高频淬火部件401间接利用卷筒上螺旋绳槽的旋转推进力驱使传送,省去额外为高频淬火部件401配置传送驱动马达,有助于降低设备的整体造价,且两处钢轮配合使用能够起到动力中继的作用,可保证高频淬火部件401在被传送至卷筒上的两端其中一处钢轮与卷筒脱离时,剩余的一处与卷筒接触的钢轮仍可继续对高频淬火部件401实施推进驱使,避免高频淬火部件401不能滑移至卷筒的最左端和最右端,造成不能对卷筒上的螺旋隆起实施完全且彻底的热处理加工,确保了对卷筒的全面加工处理效果;电加热控制箱4前侧壁的上半段上对称向前支撑有两处铜管,两处铜管的首端固定安装有一处高频淬火部件401,且高频淬火部件401呈梯形结构并与卷筒上的螺旋绳槽之间的螺旋隆起卡插配合并对螺旋隆起实施热处理;右侧仿形机构301上滑动安装有一处滑动传动件5;后侧轴套的顶端对称焊接有两处竖撑定位杆105,两处竖撑定位杆105上通过弹簧顶推滑动安装有一处滑动板6;右侧定位轴杆的后端焊接有一处安装环,安装环上通过
弹簧顶推贯穿滑动安装有一处插接定位件106,插接定位件106呈连续垂直折拐结构,且插接定位件106底部水平板的左端呈斜剖结构,插接定位件106顶端水平板的左端段上焊接固定有一处受力三角块107;滑动传动件5整体呈异形折拐结构,滑动传动件5的顶端水平段的首端安装有一处顶轮,顶轮与卷筒上螺旋绳槽之间的螺旋隆起顶推抵靠接触,且滑动传动件5的竖撑部分上设置有一处方形滑套,方形滑套与右侧l状支杆的顶端水平部分滑动配合。
30.其中,四处转套2上互相远离的一端均套装一处同步架202,同步架202整体由两处轴环和焊接于两处轴环底侧部分之间的纵撑连接杆共同组成,四处转套2上互相靠近的一端均贯穿旋拧有一处顶紧螺栓,同步架202可将左右四处转套2呈两两一组连接起来,通过两处同步架202可同时对四处转套2的撑托间距实施滑动调节,省去分步依次对四处转套2实施分别滑移调节的麻烦,且四处顶紧螺栓可将四处转套2顶紧固定于滑移调整后的使用姿态。
31.其中,滑动传动件5的底部水平段通过弹簧顶推与右侧l状支杆竖撑部分的底部段贯穿滑动配合,且滑动传动件5底部水平部分的尾端焊接有一处冲击三角块501,冲击三角块501向前滑动与受力三角块107冲击接触,加工使用过程中顶轮与螺旋隆起抵靠接触并被反推驱使压缩其底部水平杆段上的弹簧向后滑移,此时冲击三角块501与受力三角块107后滑分离,当加工完成后高频淬火部件401以及顶轮与卷筒的左右两端分离后,滑动传动件5失去卷筒的顶推保持力会被其上的弹簧回弹驱使向前冲击滑动,控制冲击三角块501与受力三角块107撞击接触,冲击三角块501的冲撞力可驱使受力三角块107以及插接定位件106右滑抽脱松开滑动板6,使滑动板6以及定位螺杆601被两处竖撑定位杆105上的弹簧回弹驱使下滑复位并与受力短板302分离,控制高频淬火部件401以及两处仿形机构301自动与卷筒后滑脱离开来,这省去在加工完成后需额外手动出力对高频淬火部件401、两处仿形机构301与卷筒进行手动分离脱开的麻烦,使用方便省时、省力,有助于简化设备的操作使用步骤。
32.其中,滑动板6的中间段上贯穿旋拧安装有一处定位螺杆601,定位螺杆601的前端镶嵌安装有一处钢球,钢球可减小定位螺杆601与受力短板302之间的摩擦阻力,使滑动板6以及定位螺杆601能够被两处竖撑定位杆105上的弹簧回弹驱使自由顺畅的下滑与受力短板302脱离,保证高频淬火部件401在加工完成后的自动后滑脱离功能正常实施。
33.其中,水平安装板3的后侧中间位置焊接有一处竖向布置的受力短板302,且定位螺杆601前端的钢球与受力短板302抵靠接触,定位螺杆601以及滑动板6处于上滑状态时可顶推定位受力短板302,使水平安装板3以及两处钢轮和高频淬火部件401保持于卷筒接触加工的使用状态,当定位螺杆601与受力短板302下滑分离后,水平安装板3会被两处定位轴杆上的弹簧回弹顶推驱使后滑复位,使高频淬火部件401以及两处仿形机构301与卷筒脱离开来,方便对加工完成后的卷筒实施吊升取卸。
34.其中,滑动板6的右端焊接有一处定位块602,定位块602向上滑动与插接定位件106的左端斜剖段抵靠接触,且插接定位件106可插接固定定位块602,使定位螺杆601以及滑动板6保持于上滑顶推保持的使用状态。
35.本实施例的具体使用方式与作用:本发明中,四处橡胶轮201用于撑托并旋转驱动待加工的卷筒,四处橡胶轮201可旋转驱使卷筒旋转,这方便高频淬火部件401对卷筒上的
螺旋隆起部分实施圆周全面高频加热处理,且四处转套2与两处旋转轴103活动套插配合安装,可左右滑移调整其之间的间距,适用撑托放置并旋转驱使长短不同的卷筒实施加,同步架202可将左右四处转套2呈两两一组连接起来,通过两处同步架202可同时对四处转套2的撑托间距实施滑动调节,此外四处顶紧螺栓可将四处转套2顶紧固定于滑移调整后的使用姿态;通过仿形机构301上的两处钢轮,水平安装板3、电加热控制箱4可利用卷筒上的螺旋绳槽旋转推进驱使左右滑移,控制高频淬火部件401能够沿螺旋隆起的形状和旋向不断传送移位对螺旋隆起实施连续加热处理,加工使用过程中顶轮与螺旋隆起抵靠接触并被反推驱使压缩其底部水平杆段上的弹簧向后滑移,此时冲击三角块501与受力三角块107后滑分离,当加工完成后高频淬火部件401以及顶轮与卷筒的左右两端分离后,滑动传动件5失去卷筒的顶推保持力会被其上的弹簧回弹驱使向前冲击滑动,控制冲击三角块501与受力三角块107撞击接触,冲击三角块501的冲撞力可驱使受力三角块107以及插接定位件106右滑抽脱松开滑动板6,使滑动板6以及定位螺杆601被两处竖撑定位杆105上的弹簧回弹驱使下滑复位并与受力短板302分离,控制高频淬火部件401以及两处仿形机构301自动与卷筒后滑脱离开来,方便对加工完成后的卷筒实施吊升取卸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1