高强高塑生物医用Zr-Nb-Ti-Ta系合金及方法
本发明涉及锆合金,具体地说是一种高强度、高塑性、低磁化率生物医用zr-nb-ti-ta系合金及其制备方法。
背景技术:
1、锆合金广泛应用于医疗、核领域,且对其机械性能要求逐渐提高。需要良好的相容性、耐腐蚀性、较低的弹性模量、高强度、高延伸率以及低磁化率。核磁共振技术推动了医疗的发展,但由于金属植入物的影响,会在成像时产生伪影。研究表明伪影的大小与植入物材料的磁化率有着密切的关联,伪影体积随磁化率的降低而减少。锆因其低磁化率性能,能大幅降低磁共振成像时,金属植入物在磁场中的磁化现象,降低图像伪影的影响,从而有利于医生对病情的判断。
2、目前医学领域常用的金属植入物主要包括钛及其合金、不锈钢、钴铬等。其中钛及其合金具有良好的生物相容性以及良好机械性能得到广泛的使用,但这些材料对人体也有一定的影响,其弹性模量远高于人体骨骼的弹性模量,弹性模量失配会导致植入物失效甚至对人体健康造成严重损害。锆及其锆合金具有优异的生物相容性,较低的磁化率和弹性模量,以及良好的机械性能。基于上述情况,锆合金被认为在某些特殊应用中比钛合金具有更高的潜力。
3、金属植入物形状复杂,同时形状因人而异,没有规律性,传统的制备方式都为减材制造,材料利用率低,且浇铸模具中很难制备出与人体所需植入物完全贴合的形状,3d打印技术可通过扫描人体骨骼模型,然后进行建模,将模型输入设备进行切片处理,可直接打印成型。整个过程方便快捷,能够节省大量人力以及时间,同时材料利用率高,通过逐层堆积的方法可成型形状复杂的零部件。
4、目前锆合金增材制造研究较少,在文章《effects of process parameters onthe mechanical properties of additively manufactured zr-1mo alloy builds》中通过选区激光熔化成形zr-1mo合金,得到一种高强度锆合金,但其延伸率较低;在文章《laserpowder bed fusion of a zr-alloy:tensile properties and biocompatibility》中研究zr-702合金成形,制备出一种高塑性、低强度合金。综上所述,亟需研究一种锆合金材料,实现高强度与高塑性的良好结合,同时随着3d打印技术的兴起,研究3d打印技术对锆合金成型具有良好前景,能在一定程度上降低医用植入物制备工作者的时间及精力。
技术实现思路
1、本发明主要以生物医用锆合金作为研究对象,通过向锆基体中添加铌、钛、钽三种元素,使用选区激光熔化技术制备出兼具低磁化率、高强度、高塑性良好结合的新型生物医用锆合金,拓展生物医用材料的门类,并通过选区激光熔化解决传统成形医用模型耗时费力等问题。
2、为了实现上述发明目的,本发明提供以下技术方案。
3、高强高塑生物医用zr-nb-ti-ta系合金及方法,所述合金成分按照原子百分比计算为:铌8%~12%,钛8%~12%,钽1~5%其余为锆。
4、本发明采用的原材料为纯度超过99.0wt%的海绵锆、海绵钛、铌块、钽丝即可。
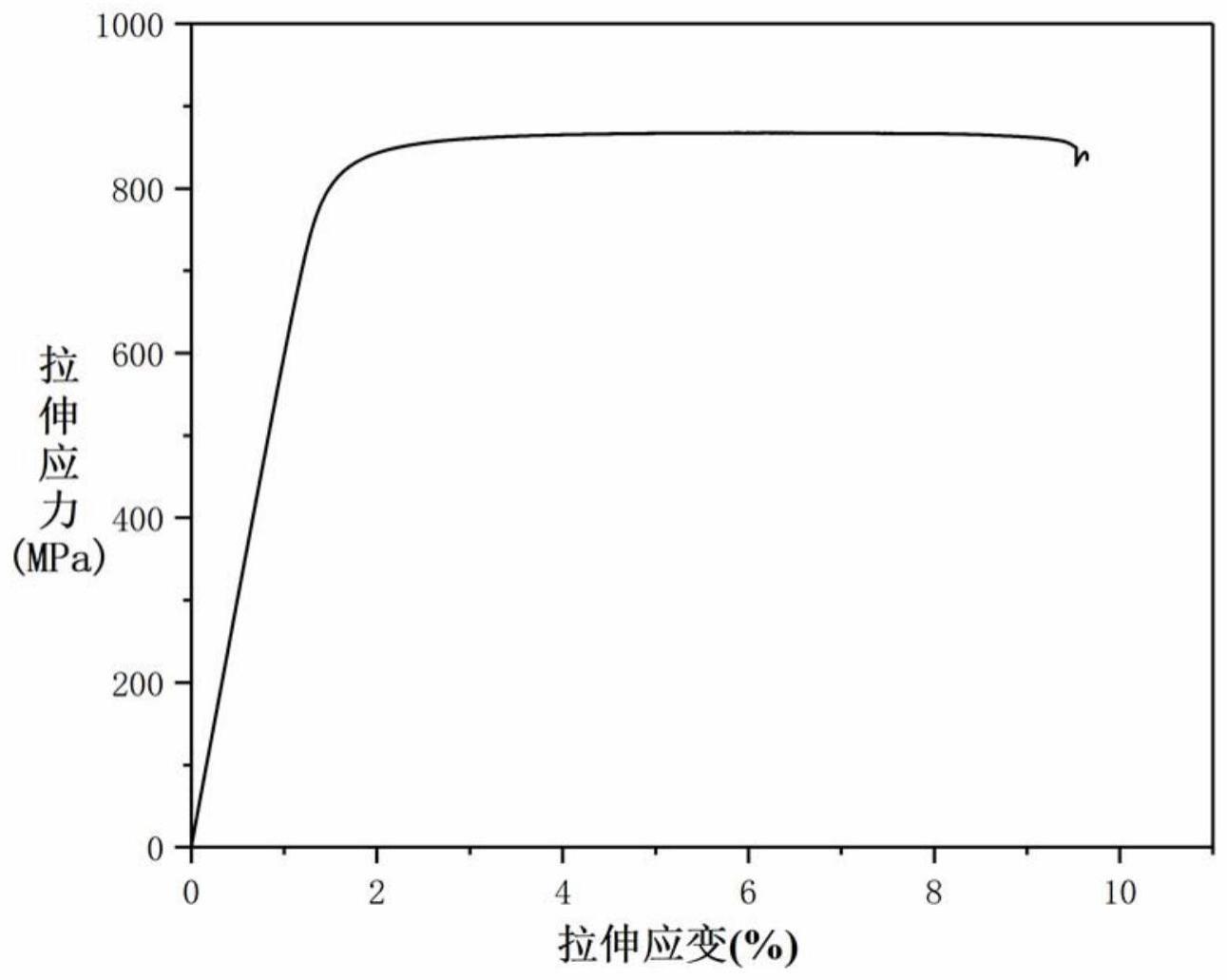
5、本发明制备的一种高强高塑生物医用zr-nb-ti-ta系合金,所述合金的抗拉强度830~870mpa,延伸率8%~10%,拉伸弹性模量55~62gpa,磁化率1.68~1.75×10-6cm3g-1。
6、本发明提供了一种高强高塑生物医用zr-nb-ti-ta系合金的制备方法,包括以下步骤。
7、(1)原料称重:根据合金名义成分,选取工业用纯度超过99.0wt%的海绵锆、海绵钛、铌块、钽丝作为原料,依据原子百分比进行称重配料。
8、(2)原料混合:将称重好的锆、铌、钛、钽利用搅拌混合的方法混合均匀。
9、(3)合金熔炼:采用水冷铜坩埚非自耗真空电弧炉对合金进行熔炼,为了保证高熔点铌、钽元素在熔炼过程中能顺利熔化,首次熔炼时应将高熔点材料置于坩埚内壁区域,原料放入坩埚后进行抽真空处理,炉内真空度为2×10-2~4×10-2pa的状态后,通入氩气保护,气压控制在一个标准大气压;熔炼时电流为300~380a,整个熔炼时间保持在600~840s,熔炼结束后,采用坩埚底部通循环冷却水的方式进行冷却,为保证成分混合均匀,需要将铸锭翻转重熔5次,得到zr-nb-ti-ta系合金。
10、(4)雾化制粉:采用旋转电极感应气雾化设备对铸锭进行雾化,雾化时须将熔炼铸锭固定于气雾化设备中的夹具内,然后进行抽真空处理,通入氩气保护,雾化过程中,雾化喷嘴压力设置为4.5~5.5mpa,棒料自转速度为13cm/min,雾化过程感应线圈熔炼电流为88~96a,加热锆合金棒到锆合金棒底部熔化形成液滴,使用高压氩气将液滴击碎,液滴快速冷却凝固,当雾化气体压力低于4.5mpa时,停止雾化,最终得到球形度良好的zr-nb-ti-ta系合金粉末。
11、(5)3d打印,采用选区激光熔化设备对粉末进行熔化成形,成形前需在舱内通入氩气进行洗气,成型工艺参数激光功率:180-250w,扫描速度为:600-1100mm/s,扫描间距0.07-0.11mm,扫描层厚0.3mm,成型过程氧含量控制在400-600ppm,成形过程中,锆合金粉末在高能量激光下迅速熔化凝固,逐层堆积,得到zr-nb-ti-ta系合金。
12、本发明制备的高强高塑生物医用zr-nb-ti-ta系合金选取具有良好生物相容性的锆、铌、钛、钽四种元素,通过选区激光熔化技术成形,可解决生物医用个性化制造难题。成形样品具有较低的磁化率(1.68~1.75×10-6cm3g-1),可有效降低核磁共振时金属伪影的影响,同时实现了高强度与高塑性的良好结合,本发明制备的高强高塑生物医用zr-nb-ti-ta系合金可以广泛应用于生物医用植入材料等领域。
13、相比现有技术,本发明具有以下有益效果:
14、1、本发明的高强高塑生物医用zr-nb-ti-ta系合金具有良好的生物相容性,通过添加铌、钛、钽三种元素,实现合金化,对人体无毒副作用。
15、2、本发明的高强高塑生物医用zr-nb-ti-ta系合金的拉伸强度最高达867mpa,延伸率为9.6%,同时拉伸杨氏模量保持在55~62gpa之间,能够满足绝大多数生物医用材料的性能要求,杨氏模量接近人骨杨氏模量,远低于钛及其合金,可以有效缓解由植入物与人骨之间弹性模量不匹配导致的“应力屏蔽”问题。
16、3、本发明的高强高塑生物医用zr-nb-ti-ta系合金的磁化率为1.75×10-6cm3g-1,远低于钛及其合金,可以有效缓解核磁共振时金属伪影的影响。
17、4、本发明的高强高塑生物医用zr-nb-ti-ta系合金拓展了生物医用材料的种类,为生物医用植入物提供了一种新型材料。
18、5、本发明的高强高塑生物医用zr-nb-ti-ta系合金通过选区激光熔化成形技术,实现了强度与塑性的良好结合,能够满足市场所需的要求,同时解决了传统铸造加工耗时费力等问题,大程度降低了医用零部件的精力投入。
- 还没有人留言评论。精彩留言会获得点赞!