一种轴类零件热处理装置及热处理工艺的制作方法
本技术涉及热处理领域,尤其是涉及一种轴类零件热处理装置及热处理工艺。
背景技术:
1、在机械装置中,轴类零件是常见的一种零件,在轴类零件生产过程中,都会需要对轴类零件进行热处理。电磁感应加热,又称感应加热,是常见的一种对金属材料热加工、热处理、焊接和熔化的方法,利用电磁感应的方法使被加热的材料内部产生电流,依靠涡流的能量达到加热处理的目的。
2、现有的电磁感应加热设备,需要将线圈套设到待加工轴类零件的外周上,而待加工件颈部位置的半径是小于颈部两侧位置的半径,因此线圈在套在颈部前需先穿过颈部两侧的部分,因此能够套在颈部处的线圈半径会远大于颈部半径,线圈与颈部表面之间的距离较大,从而难以对轴类零件的颈部进行有效加热处理。
技术实现思路
1、为了解决轴类零件颈部难以进行热处理的问题,本技术提供一种轴类零件热处理装置及热处理工艺。
2、本技术提供的一种轴类零件热处理装置采用如下的技术方案:
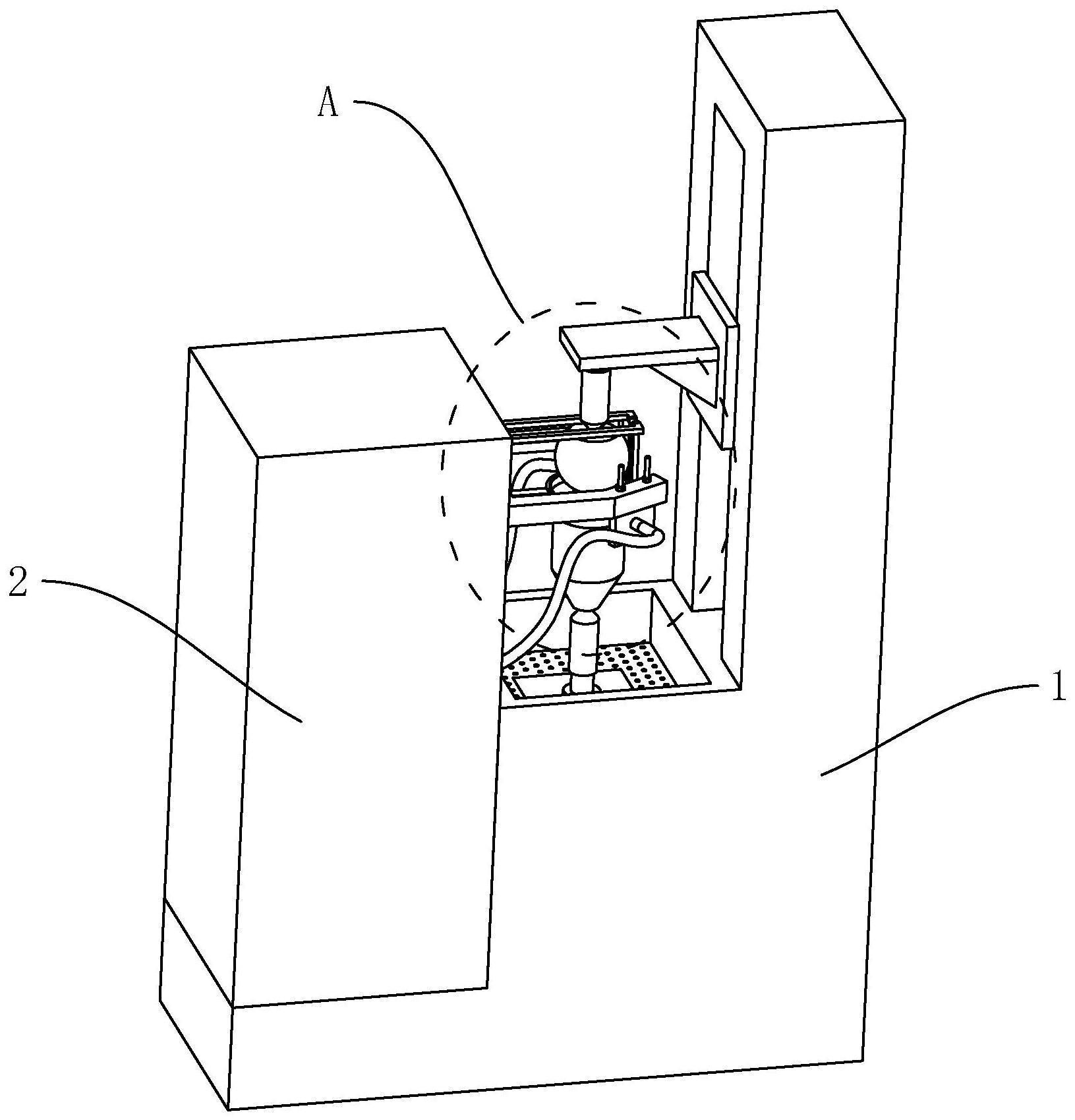
3、一种轴类零件热处理装置,对待加工件的颈部进行热处理,该装置包括用于对待加工件轴向夹持的装夹机构、对待加工件进行热处理的加热机构、对待加工件降温的喷淋机构,以及用于安装加热机构的机箱,加热机构包括线圈组件、对线圈组件供电的电源,线圈组件包括两根导电杆、卡入待加工件的颈部的卡接部,卡接部包括呈弧状的固定导磁体和两块滑移导磁体,两块滑移导磁体分别与固定导磁体两端接触且滑动连接,其中一根导电杆连接于电源正极与其中一块滑移导磁体之间,另一根导电杆连接于电源负极与另一块滑移导磁体之间,导电杆与滑移导磁体接触且转动连接,电源、导电杆、固定导磁体、滑移导磁体形成电流闭合回路,固定导磁体、滑移导磁体的圆心与装夹机构夹持待加工件的装夹轴线均重叠,固定导磁体通过绝缘的支撑杆固定在机箱上;机箱内设有驱动固定导磁体与滑移导磁体相对滑动的驱动组件,驱动组件包括沿垂直装夹轴线方向滑移的滑轨、驱动滑轨滑移的伸缩气缸,导电杆滑动连接于滑轨,导电杆相对滑轨的滑动方向,与伸缩气缸驱动滑轨的滑动方向以及装夹轴线均垂直。
4、通过采用上述技术方案,将待加工件装夹到装夹机构上后,通过伸缩气缸驱动滑轨滑移,从而带动滑轨上连接的导电杆滑移,从而带动滑移导磁体相对固定导磁体滑移,由于滑移导磁体和固定导磁体均呈弧形,并且滑移导磁体、固定导磁体的圆形与装夹轴线重叠,在滑移过程中导电杆还会沿滑轨滑动,从而使滑移导磁体能够以装夹轴线为轴线旋转展开,最终使滑移导磁体与固定导磁体展开形成一个接近环形的线圈,另外绝缘的支撑杆用于支撑固定导磁体,采用绝缘材料能够避免固定导磁体与机箱之间通电,并且支撑杆能够用于确定固定导磁体的安装位置,保证固定导磁体的圆心与装夹轴线重叠,还能避免滑移导磁体与固定导磁体相对滑动时,固定导磁体发生晃动,提高稳定性;
5、通过展开的方式将线圈套在待加工件的颈部,不需要从待加工件的轴向套设到颈部,并且根据待加工件的颈部半径,可选择合适的固定导磁体和滑移导磁体即可,在不与待加工件表面接触的前提下降低线圈与颈部表面之间的间距,从而保障感应加热效果。
6、进一步可优选的,机箱上开设有通槽,通槽内滑动设有两块绝缘滑块,其中一根导电杆滑动连接于其中一块绝缘滑块,且另一根导电杆滑动连接于另一块绝缘滑块,当绝缘滑块在通槽内的滑动方向与滑轨的滑动方向相同时,导电杆相对绝缘滑块的滑动方向与导电杆相对滑轨的滑动方向相同,当绝缘滑块在通槽内的滑动方向与导电杆相对滑轨的滑动方向相同时,导电杆相对绝缘滑块的滑动方向与滑轨的滑动方向相同。
7、通过采用上述技术方案,在机箱上开设出通槽,通槽内滑动设置绝缘滑块用于安装导电杆,对导电杆起到支撑作用,采用绝缘材料避免导电杆与机箱之间导电,而当绝缘滑块在通槽内的滑动方向与滑轨的滑动方向相同时,导电杆相对绝缘滑块的滑动方向与导电杆相对滑轨的滑动方向相同,当绝缘滑块在通槽内的滑动方向与导电杆相对滑轨的滑动方向相同时,导电杆相对绝缘滑块的滑动方向与滑轨的滑动方向相同,避免绝缘滑块阻碍导电杆的滑移产生干涉。
8、进一步可优选的,导电杆与滑移导磁体之间连接有能够对颈部侧边的轴体部分进行感应加热的中间导磁体,中间导磁体与导电杆转动连接,且中间导磁体与滑移导磁体固定连接,或中间导磁体与导电杆固定连接,且中间导磁体与滑移导磁体转动连接。
9、通过采用上述技术方案,设置中间导磁体使固定导磁体和滑移导磁体在对待加工件的颈部进行热处理时,中间导磁体也能对颈部的两侧部位同步进行热处理,从而能够提高待加工件的整体热处理效率,为避免导电杆在带动滑移导磁体滑移过程中卡死,将中间导磁体与固定导磁体、滑移导磁体转动连接,或者将中间导磁体与导电杆转动连接。
10、进一步可优选的,固定导磁体、滑移导磁体以及中间导磁体朝向装夹机构的装夹轴线一侧固定设有能够增强导磁性的加强片。
11、通过采用上述技术方案,在固定导磁体、滑移导磁体以及中间导磁体朝向装夹机构的装夹轴线一侧固定设置加强片,能够增强导磁性,提高热处理效果。
12、进一步可优选的,喷淋机构包括水箱、进水管、喷头及支架,支架固定在机箱上,且喷头通过调节螺栓固定在支架上,调节螺栓用于调节喷头沿装夹轴线方向的位置,进水管连接于水箱与喷头之间,且喷头朝向装夹机构的装夹轴线喷水。
13、通过采用上述技术方案,在对待加工件进行热处理后即进行喷水及降温处理,通过调节螺栓可调节喷头沿装夹轴线方向的位置,从而能够调节待加工件上喷水的位置,能够对待加工件的颈部和颈部两侧的部位均进行喷水。
14、进一步可优选的,喷头的朝向与装夹机构的装夹轴线之间夹角在30°~45°之间,喷头上开设有若干个直径为1mm~1.5mm之间的喷水孔,相邻的喷水孔的孔心间距不小于1.5mm。
15、通过采用上述技术方案,喷头向下喷淋待加工件,减少喷淋水向上溅出,保障加工环境整洁。
16、进一步可优选的,该装置还包括回收机构,回收机构包括用于接收喷淋机构喷淋用水的回收箱,回收箱内固定设有滤板,回收箱与水箱之间连接有回流管。
17、通过采用上述技术方案,将喷淋后的水通过滤板过滤后流经回流管,流回水箱内进行重复利用。
18、进一步可优选的,装夹机构包括工装架、安装在工装架上并分别顶在待加工件轴向两端的移动顶尖和固定顶尖,工装架上固定设置升降电机,升降电机输出端连接有升降丝杆,升降丝杆上螺纹连接有升降台,移动顶尖安装在升降台上。
19、通过采用上述技术方案,通过升降电机驱动丝杆旋转,从而带动升降台下降,并带动移动顶尖下降,从而将待加工件顶紧在移动顶尖和固定顶尖之间,保障待加工件的稳定性。
20、进一步可优选的,工装架上固定设有旋转电机,固定顶尖连接在旋转电机的输出轴上,旋转电机的输出轴上转动连接有防水罩。
21、通过采用上述技术方案,设置旋转电机驱动固定顶尖旋转,从而带动待加工件旋转,使待加工件的表面加热均匀,保障热处理效果,防水罩的设置则能够避免喷淋水浸湿旋转电机造成短路。
22、本技术还提供一种利用上述轴类零件热处理装置的热处理工艺,具体步骤包括:
23、首先,在装夹机构上放置待加工件,启动驱动组件将滑移导磁体滑动展开,并与固定导磁体形成加热线圈;其次,启动电源对上述加热线圈通电加热,从而对待加工件的颈部处热处理,其中,电源输出频率2khz、输出功率85kw,先加热10秒,再停止加热10秒,重复三次;然后,关闭电源,通过喷淋机构对待加工件进行喷淋,喷淋角度与装夹机构的装夹轴线之间呈30°夹角并向下喷淋待加工件;最后,松开装夹机构,取出热处理后的加工件。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.在本技术中,通过绕装夹轴线旋转展开的方式使滑移导磁体与固定导磁体形成的线圈套设在待加工件的颈部,不需要从待加工件的轴线进行套设,避免线圈半径远大于颈部半径造成热处理效果差,可根据颈部的半径尺寸选择合适的滑移导磁体和固定导磁体,使线圈能够尽可能的贴近颈部表面,保障热处理效果;
26、2.在本技术进一步设置中,设置中间导磁体,能够对颈部两侧部位同步进行热处理,另外中间导磁体、固定导磁体以及滑移导磁体上设置加强片,增强导磁性能,提高热处理效果;
27、3.在本技术进一步设置中,设置喷淋机构和回收机构,在对热处理后的待加工件立刻进行喷淋处理,并将喷淋用水进行过滤回收处理,提高水资源利用率;
28、4.在本技术进一步设置中,设置旋转电机驱动固定顶尖旋转,能够带动待加工件旋转,使待加工件表面的热处理效果均匀。
- 还没有人留言评论。精彩留言会获得点赞!