一种披锋自动清理装置的制作方法
本技术涉及塑料制品相关设备领域,尤其是一种披锋自动清理装置。
背景技术:
1、塑料制品是采用塑料为主要原料加工而成的生活、工业等用品的统称。包括以塑料为原料的注塑、吸塑等所有工艺的制品。具体地说,塑料是以天然或合成树脂为主要成分,加入各种添加剂,在一定温度和压力等条件下可以塑制成一定形状,在常温下保持形状不变的材料。
2、在塑胶行业中也把毛边、飞边、溢边称为披锋,塑料制品注塑生产的过程中,模具的分型面上容易导致塑料熔体突入模具配合间隙,从而导致披锋的产生。披锋通常出现在模具分型面上形成刺状或片状,该种缺陷是由于材料的流动性、模具结构的缺陷以及成型工艺不适当造成的,通常需要后期对产品的披锋进行去除。
3、现有的塑料制品加工过程中,通常采用人工手持修边刀对塑料制品的披锋进行打磨去除,加工效率较低。
技术实现思路
1、为了改善现有技术中对塑料制品披锋清理效率低的问题,
2、本技术提供的一种披锋自动清理装置采用如下的方案:
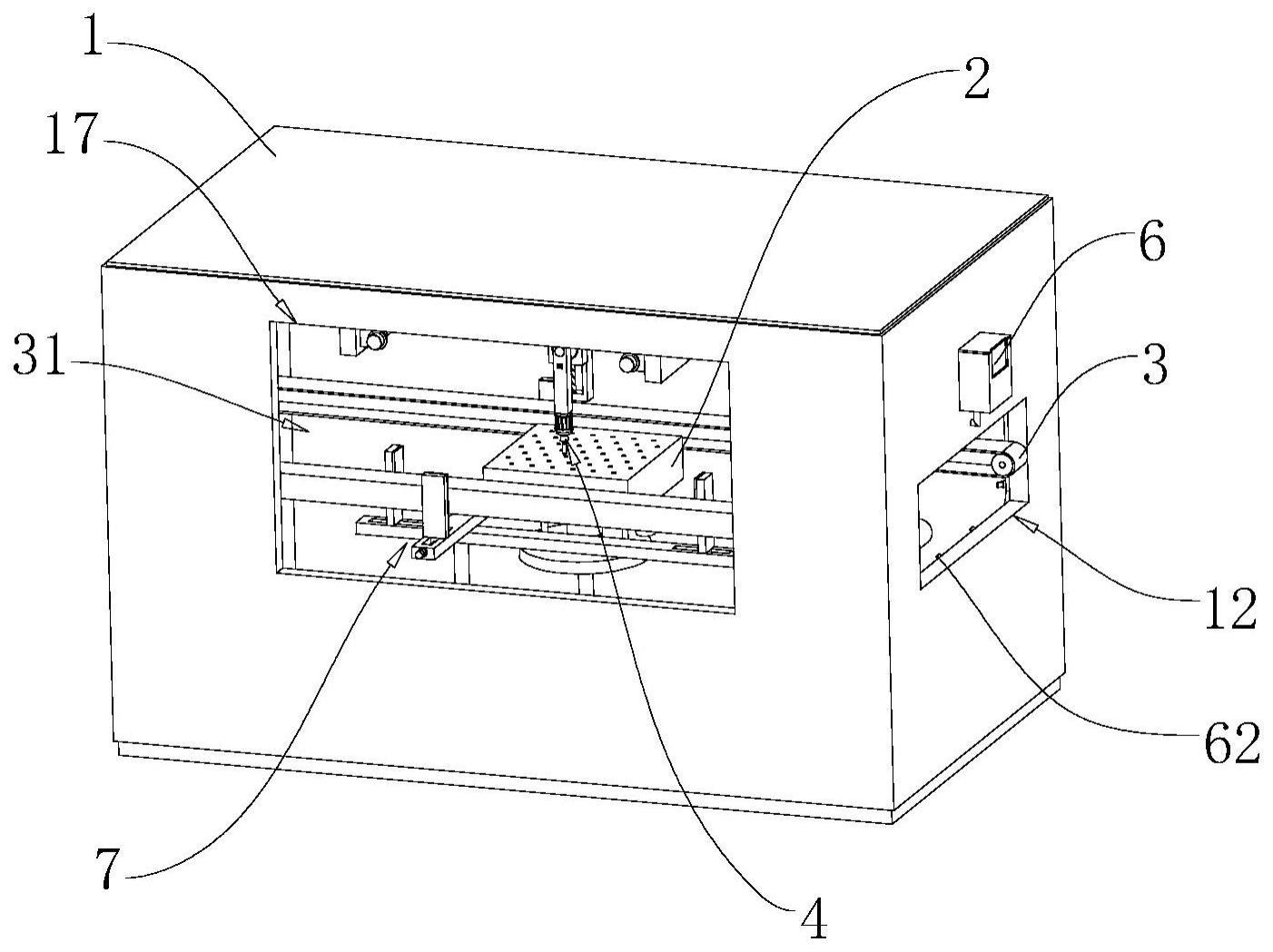
3、一种披锋自动清理装置,包括:
4、清理箱,所述清理箱具有进料口以及出料口;
5、加工台,安装于所述清理箱内,用于承载待加工的工件;
6、传送带,由所述进料口穿设至所述出料口,用于将工件输送至所述加工台上;
7、加工头,滑移安装于所述清理箱内,所述加工头用于打磨工件本体上的披锋;
8、所述加工头上设置有用于监测所述加工头与工件本体之间间隙的感应探头,所述感应探头电连接有控制器;所述感应探头向所述控制器实时发送防撞信号,所述控制器接收防撞信号并控制所述加工头靠近或远离工件本体。
9、通过采用上述方案,在清理箱内设置有加工头,加工头上的感应探头配合控制器对加工头与工件之间的间隙进行检测,加工头对工件上的披锋自动化打磨去除。传统塑料制品生产加工过程中,由于成型过程中工件本体边缘以及端面上难免会出现披锋和毛刺,通常需要经过后续人工采用修边刀进行打磨去除,打磨效率较低且打磨质量不稳定。本技术技术方案中,传送带将工件自动化输送至加工台,加工头配合感应探头对工件边缘的披锋进行打磨,自动化的打磨能够有效地提升披锋清理的效率和稳定性。
10、可选的,所述传送带的数量为两条,两条所述传送带水平并列布置以架设并输送工件;所述加工台安装于两条所述传送带之间,所述清理箱内设置有驱动组件,所述驱动组件与所述加工台传动连接,所述驱动组件工作以驱动所述加工台竖直升降或/和水平转动。
11、通过采用上述方案,加工台位于两条传送带之间,且驱动组件驱使该加工台竖向升降以及水平转动。实际工况中,对工件进行送料时,加工台位于避让空间下方;驱动组件工作而使得加工台上升从而将工件顶升脱离传送带,并且,驱动组件能够驱动加工台转动,以使得工件转动以便于加工头对工件进行多角度加工处理,提升了加工生产的便捷度。
12、可选的,所述加工台内部开设有中空腔室,所述加工台底部固定安装有真空发生器;所述加工台顶面贯穿开设有多个与所述中空腔室连通的吸附孔,所述真空发生器与所述中空腔室相连通,所述真空发生器工作以向所述中空腔室抽气。
13、通过采用上述方案,设置有真空发生器,以将塑料制品工件稳定安装于加工台上。在一些技术方案中,通常采用夹爪的方式,将工件夹紧限位安装于加工台上,以便于后续进行打磨加工;通常为了防止加工过程中产品产生微动偏移,需要将产品夹紧安装,容易导致塑料制品受夹持力较大而损坏。另一方面,夹持产品时,夹爪可能遮挡住工件侧缘的披锋,导致难以对披锋进行打磨。本技术技术方案中,通过真空吸附的方式,一方面,能够有效地降低对工件的损坏,另一方面,真空吸附的方式能够有效地减少对工件底部侧缘的遮挡,以便于后续打磨加工。
14、可选的,所述清理箱上开设有观察口,所述观察口处盖合安装有透明玻璃。
15、通过采用上述方案,设置有观察窗口,观察对工件打磨的实时进度。实际工况中,在清理披锋的过程中,打磨披锋所产生的碎屑容易在清理箱内飞溅,本技术中通过透明观察窗口对加工状况进行观测,起到了防止碎屑飞溅伤人的效果。
16、可选的,所述清理箱顶部内壁滑移安装有滑座,所述加工头转动安装于所述滑座上;所述加工头具有水平方向的转动轴,所述加工头能够绕所述转动轴而在竖直平面转动。
17、通过采用上述方案,加工头能够绕转动轴而在竖向平面转动,以适配于不同位置的打磨。实际工况中,工件披锋所在的端面通常并非出于水平面或竖直平面上,若加工头的加工面与披锋存在的平面存在夹角时,为了防止加工头碰触损坏工件本体,通常披锋难以打磨完全,仍会留下一小段披锋未被打磨,导致打磨效果不佳。本技术技术方案中,加工头能够竖向转动调节角度,防止加工头的打磨面与工件披锋所在的端面之间存在夹角,从而能够将披锋打磨完全,实现较佳的打磨效果。
18、可选的,所述加工头包括圆筒打磨部以及锥形打磨部,所述锥形打磨部连接至所述圆筒打磨部上远离所述转动轴的一端,所述锥形打磨部用于对工件较小转角处进行打磨。
19、通过采用上述方案,加工头上具有圆筒打磨部以及锥形打磨部,适配于多种位置的打磨。在一些实际工况中,对于工件上一些较为狭小的转角处,可能存在由于分型面产生的披锋,由于加工头尺寸较大而难以进行打磨,披锋的清理效果不完善。本技术技术方案中,对于一些工件端面的毛刺和披锋,圆筒打磨部具有较高的打磨效率。而对于一些工件狭小转角处的披锋,能够通过锥形打磨部进行打磨,从而兼具了打磨效率和打磨适配性,具有较佳的加工效果。
20、可选的,还包括固定安装于所述清理箱上的静电消除装置,所述静电消除装置具有出风管道,所述出风管道上开设有多个吹扫口,所述吹扫口朝向所述传送带,所述静电消除装置工作以向所述传送带方向吹扫携带正负离子的气流。
21、通过采用上述方案,在清理箱的出料端设置有静电吹扫装置,以对工件进行吹扫。实际工况中,工件的清理披锋的过程中,碎屑可能由于静电吸附等原因粘附于工件上,影响工件的清洁度,不便于后续加工与包装。本技术技术方案中,通过静电吹扫装置,对传送带方向的工件进行吹扫,以携带大量正负离子的气流对工件表面进行吹扫,解除工件对碎屑的静电吸附,实现较为便捷的清扫效果。
22、可选的,所述出风管道固定安装于所述出料口处,多个所述吹扫口环绕所述出料口布置且朝向所述清理箱内侧。
23、通过采用上述方案,使多个吹扫口环绕出料口布置,以保证吹扫效果。在一些技术方案中,吹扫口位于出料口顶部,工件随传送带由出料口送出时,吹扫口仅能对工件顶部的碎屑进行吹扫,吹扫效果较差。本技术中,多个吹扫口环绕出料口布置并倾斜朝向传送带,能够对出料口处的工件周向进行全面有效地吹扫,有效保障清扫效果。
24、可选的,还包括在水平方向上纵横布置于所述清理箱内的两个定位爪,所述定位爪包括驱动电机和调节螺杆,所述调节螺杆上螺纹连接有两个旋向相反的夹持板,两个所述夹持板分别布置于所述加工台相对的两外侧,所述驱动电机工作能够使两个所述夹持板相互靠近以对工件定位。
25、通过采用上述方案,两个定位爪配合工作以实现对工件的定位。在一些技术方案中,由于人工将工件放入传送带时位置是不确定的,工件随传送带运动至加工台上方后,真空发生器工作而将产品吸附于加工台上时,工件与加工台之间的竖向轴线可能存在较大的偏移,导致加工台对工件的承载效果较差,工件可能在打磨时从一侧掉落。本技术技术方案中,两个定位爪工作能够将工件定位至加工台上,使得工件与加工台对中,随后将工件吸附在加工台上实现稳定的承载和安装,具有较佳的定位效果,间接的提升了工件在加工台上的安装稳定性。
26、可选的,所述夹持板上具有用于与工件抵触的抵接面,抵接面上固定铺设有泡棉垫。
27、通过采用上述方案,通过泡棉垫对工件进行抵触夹持,起到缓冲的效果。实际工况中,塑料制品的硬度不高,若夹持力度过大容易导致损坏,本技术通过泡棉垫对工件抵触定位,起到缓冲保护工件的效果。
28、综上所述,本技术包括至少以下有益技术效果:
29、1. 在清理箱内设置有加工头,加工头上的感应探头配合控制器对加工头与工件之间的间隙进行检测,加工头对工件上的披锋自动化打磨去除。传统塑料制品生产加工过程中,由于成型过程中工件本体边缘以及端面上难免会出现披锋和毛刺,通常需要经过后续人工采用修边刀进行打磨去除,打磨效率较低且打磨质量不稳定。本技术技术方案中,传送带将工件自动化输送至加工台,加工头配合感应探头对工件边缘的披锋进行打磨,自动化的打磨能够有效地提升披锋清理的效率和稳定性;
30、2. 两个定位爪配合工作以实现对工件的定位。在一些技术方案中,由于人工将工件放入传送带时位置是不确定的,工件随传送带运动至加工台上方后,真空发生器工作而将产品吸附于加工台上时,工件与加工台之间的竖向轴线可能存在较大的偏移,导致加工台对工件的承载效果较差,工件可能在打磨时从一侧掉落。本技术技术方案中,两个定位爪工作能够将工件定位至加工台上,使得工件与加工台对中,随后将工件吸附在加工台上实现稳定的承载和安装,具有较佳的定位效果,间接的提升了工件在加工台上的安装稳定性;
31、3. 加工头能够绕转动轴而在竖向平面转动,以适配于不同位置的打磨。实际工况中,工件披锋所在的端面通常并非处于水平面或竖直平面上,若加工头的加工面与披锋存在的平面存在夹角时,为了防止加工头碰触损坏工件本体,通常披锋难以打磨完全,仍会留下一小段披锋未被打磨,导致打磨效果不佳。本技术技术方案中,加工头能够竖向转动调节角度,防止加工头的打磨面与工件披锋所在的端面之间存在夹角,从而能够将披锋打磨完全,实现较佳的打磨效果。
- 还没有人留言评论。精彩留言会获得点赞!