一种高磁感无取向电工钢板及其制造方法与流程
本发明涉及一种钢板及其制造方法,尤其涉及一种无取向电工钢板及其制造方法。
背景技术:
1、随着节能、降耗、环保需求的日益加严,作为各类电机、压缩机、ei铁芯、驱动电机等原辅材料的电工钢板,在制造成本相对较低的情况下,希望无取向电工钢板具有更高的磁感和更高的强度。
2、为了能够有效提高成品钢板的磁感,现有技术中通常会采用降低钢中的si、al含量,以及采用常化中间退火措施,以改善热轧钢板的再结晶显微组织,获得更有利的晶体织构比例。然而,限制钢中的si、al含量加入,会导致成品钢板的机械性能劣化,不利于大幅提高电动工具的频率、转速等。
3、例如,公开号为cn104073715a,公开日为2014年10月1日,名称为“一种高磁感无取向电工钢及其制造方法”的中国专利文献,公开了一种方法,通过对常化加热段加热速率控制、常化冷却段速度控制,并采取合适的抛丸酸洗工艺制度配合,为后工序提供板面质量优良的原料,在不添加附加合金元素、不改变成品退火工艺的情况下,磁感b50提高200-500高斯,铁损实物质量水平提高3-5%。但是该专利文献并没有提升产品的机械性能。
4、再例如,公开号为cn105239005a,公开日为2016年1月13日,名称为“一种高磁导率无取向硅钢及生产方法”的中国专利文献,公开了一种钢材,其组分及重量百分比含量为:c≤0.003%,si:0.1-1.8%,al≤0.99%,mn:0.1-0.5%,sn:0.005-0.08%,cu≤0.005%,s≤0.005%;生产步骤:炼钢后并真空处理;铸坯后对铸坯加热;热轧后常化;经酸洗后冷轧;成品退火;涂布涂层。本发明在满足磁性能的前提下,由于通过真空处理对s及cu的控制,以满足cu+s≤0.006%,cu/s=0.5-1.7;再通过热轧+常化及特定的成品退火工艺,获得较为粗大的球形mns-cu2s复合夹杂物,使mns、cu2s等硫化物得以降低,同时减少冷却应力对磁畴的影响,获得了较多的180℃磁畴或相近磁畴,且占体积比例可达60%以上,从而提高了磁导率。但是该专利文献并没有提升产品的机械性能。
5、基于此,期望获得一种无取向电工钢板,其在具有高磁感的同时还兼具优异的机械性能。
技术实现思路
1、本发明的目的之一在于提供一种高磁感无取向电工钢板,其通过优化钢的化学成分设计和工艺设计,在减少成本的同时,使得钢板具有更高的磁感,同时具有较高的屈强比。
2、为了实现上述目的,本发明提供了一种高磁感无取向电工钢板,其含有fe和不可避免的杂质,其还含有质量百分含量如下的下述各化学元素:
3、0<c≤0.003%、si:1.2~3.0%、mn:0.1~0.6%、p:0.01~0.15%、al:0.1~0.4%、ni:0.05~1.0%;
4、其中si+al的质量百分含量为:1.3~3.2%;
5、其不含有sn和sb元素。
6、进一步地,本发明还提供了一种高磁感无取向电工钢板,其各化学元素质量百分含量为:
7、0<c≤0.003%、si:1.2~3.0%、mn:0.1~0.6%、p:0.01~0.15%、al:0.1~0.4%、ni:0.05~1.0%;余量为fe和不可避免的杂质。
8、进一步地,在本发明所述的高磁感无取向电工钢板中,在不可避免的杂质中,各杂质元素含量满足下述各项的至少其中之一:s≤0.004%,n≤0.0025%、o≤0.0025%。
9、进一步地,在本发明所述的高磁感无取向电工钢板中,各化学元素的质量百分含量满足下述各项的至少其中之一:
10、ni:0.1~0.5%;
11、p:0.01~0.08%。
12、在本发明所述的高磁感无取向电工钢板中,各化学元素的设计原理如下:
13、c:c含量高于0.0030%时,容易和钢中的有害元素进行结合,生成的大量有害夹杂物,钉扎连续退火、消除应力退火过程中的晶粒长大,从而导致成品钢板的铁损异常增加。基于此,在本发明所述的高强度、低铁损无取向电工钢板中元素的c质量百分含量为0<c≤0.0030%。
14、si:si能同时影响成品钢板的电磁性能和机械性能。在发明中,si含量高于3.0%时,会显著劣化成品钢板的磁感,降低冷轧可轧性;而si含量低于1.2%时,又起不到良好的降低铁损和提高机械强度的效果。基于此,在本发明所述的高强度、低铁损无取向电工钢板中元素的si质量百分含量在1.2%~3.0%之间。
15、mn:mn与杂质元素s结合生成mns,有利于控制夹杂物形态、数量,进而可以有效减少对磁性能的危害。因此,在本发明中有必要添加0.1%以上的mn,而高于0.6%以上的mn含量,容易破坏成品钢板的再结晶有利织构,又会大幅增加钢的制造成本。基于此,在本发明所述的高强度低铁损无取向电工钢板中元素的mn质量百分含量在0.1%~0.6%之间。
16、p:在本发明中,向钢中加入p可以显著钢的强度。当p含量高于0.01%时,钢的强度开始快速升高,但高于0.15%之后,冷轧可轧性显著降低,会导致钢板出现边裂、断带等异常情况发生。因此,本发明控制p含量为0.01~0.15%。进一步地,为了进一步提高本案的有益效果,可以控制p元素的优选范围为0.01~0.08%。
17、al:al能明显提高材料的电阻率,改善成品钢板的铁损性能。在本发明中,al含量低于0.1%时,起不到良好的降低铁损作用;al含量高于0.4%时,会显著劣化连铸钢水的可浇铸性能。基于此,在本发明所述的高强度低铁损无取向电工钢板中元素的al质量百分含量在0.1%~0.4%之间。
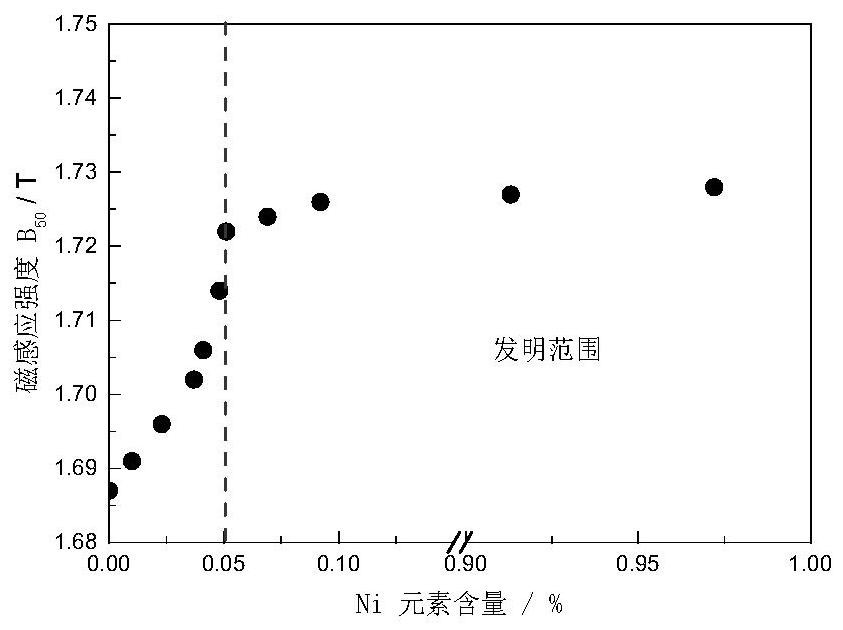
18、ni:ni是铁磁性元素,性质与fe类似,在本发明中,添加0.05%或以上的ni即可以明显提高材料的磁感应强度。但是,ni的市场价格较高,从经济性的角度出发,最好限制在1.0%以下。进一步地,为了进一步提高本案的有益效果,可以控制ni元素的优选范围为0.1~0.5%。
19、在本发明中,限制了钢中的si、al含量分别为1.2~3.0%、0.1~0.4%,两者总和限制在了1.3~3.2%。这是因为,si、al含量总和低于1.3%时,无法有效提高钢的强度,降低钢的铁损;而si、al含量总和高于3.2%时,无法有效提高钢的磁感,需要额外增加常化中间退火,以改善热轧钢板的再结晶显微组织。
20、进一步地,在本发明所述的高磁感无取向电工钢板中,其热轧板的微观组织中,长短轴之比介于1.0~4.0之间的等轴晶体积比例≥75%。
21、进一步地,本发明所述的高磁感无取向电工钢板的厚度为0.2-0.5mm。
22、进一步地,本发明所述的高磁感低铁损无取向电工钢板,其铁损p15/50≤3.0w/kg,其磁感b50≥1.7t,其屈强比≥0.78。
23、本发明的另一目的在于提供一种高磁感无取向电工钢板的制造方法,其通过控制热轧中间坯厚度以及热轧板厚度,并辅以卷取后的时效处理,获得了兼具优异机械性能的高磁感无取向电工钢板,且钢板制造过程中无需常化中间退火。
24、为了实现上述目的,本发明提供了一种高磁感无取向电工钢板的制造方法,其包括步骤:
25、(1)冶炼和铸造;
26、(2)加热;
27、(3)粗轧、精轧和卷取:控制粗轧之后的中间坯厚度为20~45mm,控制精轧之后的热轧板厚度为1.2~2.0mm;
28、(4)时效处理:在卷取之后的温降过程中,在550~650℃的范围内时效处理1-4h,然后自然冷却至室温;
29、(5)不进行常化退火,直接酸洗后进行一次冷轧;
30、(6)连续退火和绝缘涂层。
31、本发明所述的制造方法控制了热轧厚度,这是因为热轧厚度越薄,在同等温度条件下,热轧表层、芯部的热流梯度越小,热轧显微组织再结晶就越充分,越有利于形成对成品钢板磁感更有利的等轴晶。基于此,在本发明的所述的制造方法中,控制粗轧之后的中间坯厚度为20~45mm,采用较高的精轧压下率使得精轧之后的热轧板厚度为1.2~2.0mm,然而在较高的热轧精轧压下率条件下,热轧显微组织中的等轴晶沿轧制方向被不断拉长,长、短轴之比越来越大,一般会超过4.0。此时,热轧钢板的磁各向异性会增大,热轧钢板的屈强比会降低。因此,本发明在热轧精轧、卷取之后,在降温过程的550~650℃范围进行1~4h时效处理,并在ni元素的作用下,提高等轴晶沿垂直轧制方向上的生长速度,以降低沿轧制方向上的等轴晶长、短轴之比,使之介于1.0~4.0之间的等轴晶体积比例≥75%。在技术允许的条件下,该比例越高越好。
32、进一步地,在本发明所述的制造方法的步骤(2)中,加热入炉温度为20~800℃,加热出炉温度为1050~1200℃。
33、进一步地,在本发明所述的制造方法的步骤(3)中,控制精轧终轧温度为750~950℃。
34、进一步地,在本发明所述的制造方法的步骤(3)中,控制卷取温度为550~750℃。
35、本发明所述的高磁感无取向电工钢板的及其制造方法具有如下所述的优点以及有益效果:
36、本发明所述的高磁感无取向电工钢板采用了全新的化学成分设计,其勿需添加sn、sb微量元素,而是添加了ni元素,并控制al和si元素的总量。
37、本发明所述的高磁感无取向电工钢板的制造方法,优化了热轧粗轧中间坯厚度以及热轧精轧板厚度,并对精轧、卷取之后的热轧钢卷进行时效处理,该制造方法与上述成分设计配合,获得了一种兼具优异机械性能的高磁感无取向电工钢板。
38、此外,本发明所述的高磁感无取向电工钢板的制造方法能够明显降低炼钢杂质元素,以及有害夹杂物的控制难度,其不采用常化中间退火工艺。因此,能源介质消耗少,生产操作工艺简便。
- 还没有人留言评论。精彩留言会获得点赞!