一种合金粉末压制模具的制作方法
本发明属于粉末冶金,尤其涉及一种合金粉末压制模具。
背景技术:
1、合金粉末指的是由两种或者两种以上组元经部分或完全合金化而形成的金属粉末,合金粉末按照成分分类的话,其主要有铁合金粉、铜合金粉、镍合金粉、铝合金粉与贵重金属合金粉等,在粉末的冶金中常常会将粉末压制成固定的形状,在合金粉末的压制中会使用到模具,其关系到粉末冶金制品生产的质量、成本、安全与生产等问题,对粉末冶金工艺与零件也有着极其重要的影响。
2、中国专利公开了一种粉末冶金压制模具(cn112453394a),包括箱体,所述箱体上部固定设置有两组相对分布的支撑竖板,两组所述支撑竖板上部通过支撑顶板相连,所述支撑顶板底部固定设置有液压缸,所述液压缸输出端连接有活塞杆,所述箱体上部开设有通口,所述活塞杆远离所述液压缸的一端固定连接有与所述通口相对应的压板,本发明实施例中,通过转筒、转板、弧形槽、牵引杆、竖槽以及斜槽的设置,使得在金属粉末压制成型后,可驱使两组模座相互远离,以解除对于金属制品的夹持状态,配合支撑座的上移,可将金属制品从通口处自动移出,具有取料方便的优点,相较于现有技术,可极大程度的提高金属粉末的压制成型效率。
3、中国专利公开了一种粉末冶金高精度压制模具(cn113172223a),包括底座和压板,所述底座顶部设有台面,所述台面顶部固定焊接有滑轨,所述滑轨外壁滑动安装有模具槽,所述滑轨贯穿模具槽外且延伸至模具槽的另一侧,所述压板底部固定安装有伸缩防尘壳,所述模具槽内部活动安装有凹槽,所述凹槽底部设有复位弹簧,所述复位弹簧底部固定安装在安装槽内部,所述安装槽固定安装在模具槽内壁顶部,所述复位弹簧均匀分布,极大的方便了成型材料的取出,同时插块可以从模具槽上取下,这样极大的方便了冲压完成的成型材料取出,极大的提升了工作效率,方便了模具的移动,极大减少了操作人员吸入身体内部的重金属,保障了操作工人的人身健康。
4、中国专利公开了一种环形粉末冶金材料生坯的压制模具(cn110860689b),包括上模具和下模具,下模具的顶部开设有环形模腔,上模具的底部固定连接有与环形模腔相匹配的环形冲头,环形模腔内设有环形定位块,且环形定位块的底部对称固定连接有多个活动杆,多个活动杆的底部均贯穿环形模腔的侧壁并向外延伸,下模具的底部开设有与多个活动杆相匹配的调节槽,且调节槽内设有活动板,活动板的顶部与多个活动杆的底部固定连接,且活动板上还设有调节机构。该环形粉末冶金材料生坯的压制模具,能够便于压制不同高度的型号的产品,提高了适用范围,且能够便于对多余的粉末进行清扫,同时在产品脱离下模具时,将其推至其他位置,便于后续的加工。
5、目前大多数使用的模具在将压制成型后的合金取出时都是将两块模具分开,或者通过将成型后的合金从模具中顶出,这两种方式在对成型的合金进行取出时容易将刚压制好的合金又重新弄碎,从而影响到合金粉末的生产效率,并且现有的模具在进行压制后,压制块的外表面可能会附着一些粉末,在压制块取走后,可能会将外表面附着的粉末带走,一方面会造成资源的浪费,造成制作成分的增加,另一方面粉末容易在空气中飘浮,被工作人员吸入后可能会对工作人员的身体健康产生影响,对工作人员来说存在一定的潜在危害,并且在将粉末倒入模具中可能会有部分粉末洒出,如果不将这部分粉末倒入模具中,则可能会造成生产出来的合金缺少分量,从而影响到合金的质量,为此提供了一种合金粉末压制模具。
技术实现思路
1、本发明的目的在于:为了解决上述的问题,而提出的一种合金粉末压制模具。
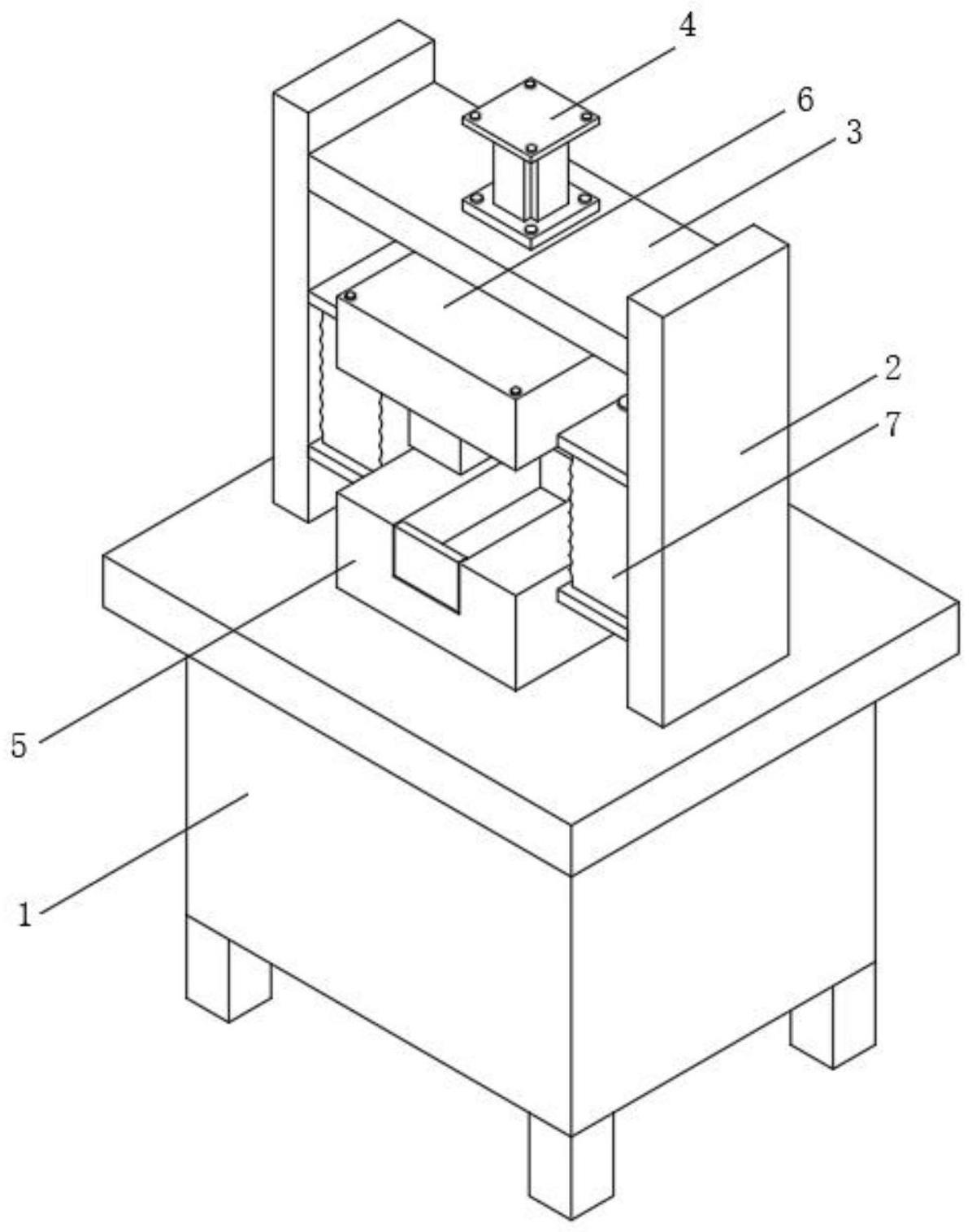
2、为了实现上述目的,本发明采用了如下技术方案:一种合金粉末压制模具,包括操作台,所述操作台的上表面固定安装有支撑板与下模块,所述支撑板的侧壁上固定安装有固定板,所述固定板的上表面固定安装有电动伸缩柱,所述电动伸缩柱的一端延伸至固定板的下表面外,所述电动伸缩柱的一端固定安装有上模块,所述上模块的内壁上设置有震荡组件,所述下模块的内壁上设置有拆卸组件所述下模块的两侧壁上均设置有清洁组件;
3、所述震荡组件包括移动板、转动板与限位杆,所述移动板的下表面与上模块的底面内壁滑动连接,所述移动板的侧壁上固定安装有撞针。
4、作为上述技术方案的进一步描述:
5、所述移动板的另一侧壁上固定安装有弹簧杆,所述弹簧杆的一端与上模块的内侧壁固定连接,所述转动板的侧壁通过转轴与上模块的内壁转动连接,所述转动板的侧壁上固定安装有卡扣,当卡扣失去对移动板的固定后,在弹簧杆的作用下会通过移动板带动撞针对成型块进行撞击,从而使成型块发生震荡。
6、作为上述技术方案的进一步描述:
7、所述转动板的另一侧壁上通过转轴转动安装有活动杆,所述活动杆的一端延伸至上模块的上表面外,所述活动杆的外表面的固定安装有固定环,所述固定环的上表面固定安装有连接弹簧,当移动板移动到一定位置后,卡扣在转动板、活动杆与连接弹簧的作用下对移动板进行固定,当活动杆的一端与固定板的下表面发生挤压时,活动杆会使转动板围绕转轴进行旋转。
8、作为上述技术方案的进一步描述:
9、所述连接弹簧套装于活动杆的外表面,所述连接弹簧的一端与上模块的内壁固定连接,所述限位杆的一端与上模块的内侧壁滑动连接,所述限位杆的另一端固定安装有升降齿条,所述升降齿条的一端延伸至上模块的下表面外。
10、作为上述技术方案的进一步描述:
11、所述移动板的内壁上螺纹安装有第一螺纹杆,所述第一螺纹杆的一端与上模块的内侧壁转动连接,所述第一螺纹杆的另一端转动安装有限位板,限位板的下表面与上模块的底面内壁固定连接。
12、作为上述技术方案的进一步描述:
13、所述第一螺纹杆的外表面固定安装有转动齿轮,所述转动齿轮与升降齿条啮合连接,所述上模块的内壁上固定安装有成型块,所述成型块的一端延伸至上模块的下表面外,在升降齿条上移的过程中会带动转动齿轮进行旋转,此时第一螺纹杆在转动齿轮的作用下发生转动,从而通过外表面的螺纹使移动板带动撞针往上模块的侧边移动,此时弹簧杆呈收缩状态。
14、作为上述技术方案的进一步描述:
15、所述拆卸组件包括第二螺纹杆,所述第二螺纹杆的一端与下模块的内侧壁转动连接,所述第二螺纹杆的外表面固定安装有蜗轮,所述第二螺纹杆的外表面螺纹安装有移动套,所述下模块的上表面设置有凹槽,所述移动套的一端延伸至凹槽的上表面外,所述移动套的一端固定安装有成型框,由于蜗杆与蜗轮啮合连接,因此在蜗轮的作用下会使第二螺纹杆进行旋转,从而使移动套带动成型框从凹槽中移出。
16、作为上述技术方案的进一步描述:
17、所述下模块的底面内壁转动安装有蜗杆,所述蜗杆与蜗轮啮合连接,所述蜗杆的一端固定安装有连接杆,所述连接杆的一端延伸至下模块的上表面外,所述连接杆的一端固定安装有螺纹柱,所述螺纹柱的外表面螺纹安装有螺纹套,螺纹套的侧壁与上模块的侧壁固定连接,在上模块上移时会通过侧壁上螺纹套使螺纹柱发生转动,此时螺纹柱会通过连接杆带动蜗杆在下模块的底面内壁上进行旋转,在上模块下移的过程中,当螺纹套与螺纹柱外表面的螺纹失去啮合关系时,此时的成型框正好移动到凹槽内,然后将粉末倒入成型框后,再继续使上模块带动成型块下降。
18、作为上述技术方案的进一步描述:
19、所述清洁组件包括压板与承载板,所述压板的侧壁与上模块的外表面固定连接,所述压板的另一侧壁与支撑板的侧壁滑动连接,所述承载板的侧壁与下模块的外表面固定连接,所述承载板的另一侧壁与支撑板的侧壁固定连接。
20、作为上述技术方案的进一步描述:
21、所述承载板的上表面固定安装有储气囊,所述储气囊的上表面与压板的下表面固定连接,所述储气囊的侧壁上连通安装有喷气管,所述承载板的上表面固定导柱,所述导柱的一端延伸至压板的上表面外,所述导柱的外表面与压板的内壁滑动连接,上模块会带动成型块进行同步下降,在上模块下降的同时会带动压板进行下移,此时储气囊在承载板的支撑下会被压板进行挤压,受到挤压后的储气囊内部的气体会通过喷气管喷向下模块的上表面。
22、综上所述,由于采用了上述技术方案,本发明的有益效果是:
23、1、本发明中,通过设置有震荡组件,在上模块的下表面与下模块的上表面重合后,会将升降齿条挤压到上模块内,在升降齿条上移的过程中会带动转动齿轮进行旋转,此时第一螺纹杆在转动齿轮的作用下发生转动,从而通过外表面的螺纹使移动板带动撞针往上模块的侧边移动,此时弹簧杆呈收缩状态,当移动板移动到一定位置后,卡扣在转动板、活动杆与连接弹簧的作用下对移动板进行固定,合金粉末成型后通过电动伸缩柱带动上模块上移,此时成型块从成型框内移出,当活动杆的一端与固定板的下表面发生挤压时,活动杆会使转动板围绕转轴进行旋转,当卡扣失去对移动板的固定后,在弹簧杆的作用下会通过移动板带动撞针对成型块进行撞击,从而使成型块发生震荡,在每次挤压结束后自动对成型块进行撞击,随着成型块的震荡,可以将其外表面附着的粉末震下,避免成型块外表面附着的粉末对后面的压制产生影响,进一步提高模具在压制时的成功率。
24、2、本发明中,通过设置有拆卸组件,在上模块上移时会通过侧壁上螺纹套使螺纹柱发生转动,此时螺纹柱会通过连接杆带动蜗杆在下模块的底面内壁上进行旋转,由于蜗杆与蜗轮啮合连接,因此在蜗轮的作用下会使第二螺纹杆进行旋转,从而使移动套带动成型框从凹槽中移出,然后将成型框内挤压成型的合金取出,在上模块下移的过程中,当螺纹套与螺纹柱外表面的螺纹失去啮合关系时,此时的成型框正好移动到凹槽内,然后将粉末倒入成型框后,在继续使上模块带动成型块下降,压制结束后,自动从凹槽内移出,便于将成型的合金从模具中取出,解决了传统模具在压制成型后不便于取出,同时可以避免在将成型后的合金取出时产生损坏的情况发生。
25、3、本发明中,通过设置有清洁组件,将合金粉末倒入成型框内,然后在电动伸缩柱的作用下会带动上模块进行下降,此时上模块会带动成型块进行同步下降,在上模块下降的同时会带动压板进行下移,此时储气囊在承载板的支撑下会被压板进行挤压,受到挤压后的储气囊内部的气体会通过喷气管喷向下模块的上表面,在左右两个喷气管的吹动下,下模块上表面残留的合金粉末会被吹到成型框内,在成型块的作用下会对成型框内的粉末进行挤压成型,避免合金粉末残留在模具外,从而造成资源浪费,同时也可以有效的降低模具外部的粉末被操作人员吸入的可能性,降低粉末对操作人员产生的危害。
- 还没有人留言评论。精彩留言会获得点赞!